回流時間對純銅基板Sn0.3Ag0.7Cu 釬料釬焊焊點組織和力學性能影響
2023-12-13 07:42:12周暉淳張寧儲杰劉小雯
焊接 2023年11期
周暉淳,張寧,儲杰,劉小雯
(1.鹽城工學院,江蘇 鹽城 224000;2.徐州工程學院,江蘇 徐州 221018)
0 前言
近年來,3D 封裝技術因其廣泛的應用受到更多學者和專家的關注,尤其電子元器件的集成離不開3D 封裝技術的發展[1]。錫鉛焊料是電子封裝中使用較為普遍的釬料,但是由于Pb 對人體健康和環境的危害,各國開始爭相開發無Pb 釬料[2-3],其中SnAg,SnCu,SnAgCu 和SnBi 等無鉛釬料因良好的工藝性和使用性能被廣泛研究[4]。上述幾種釬料在現存的工藝下難以制備可以承受較高溫度的焊點,同時集成電路的小型化和多功能化導致電子元器件功率密度急劇增加,這對焊點的耐熱性能提出了更高的要求,電子元器件工作中產生高溫嚴重影響著焊點的穩定性,尤其是在汽車、航天、核電等領域[5-7]。目前,以SiC 為代表的第三代半導體材料制造的器件已經能夠承受600 ℃以上的溫度[8]。因此,開發出能夠形成高熔點互連接頭的芯片合成技術成為封裝領域重要的研究方向之一[9-11]。
過渡液相擴散焊(Transient liquid phase diffusion welding,TLP)可以在較低溫度(T<350 ℃)下形成高熔點金屬間化合物(Intermetallic compound,IMC),滿足“低溫燒結,高溫服役”的要求。金鳳陽等學者[12]將Sn 箔(25 μm)作為中間層,研究發現270 ℃下回流6 h時,形成局部扇貝狀Cu6Sn5;回流至10 h 時,Cu6Sn5和Cu3Sn 大量增厚,但界面中還殘留Sn 沒有完全參與反應。Lee 等學者[13]發現壓力可以縮短TLP 鍵合時間,同時使焊點結構更為緊密,Sn 層更薄。
試驗通過在焊接時加載5 MPa 壓力控制焊縫厚度制備了全金屬間化合物。研究了不同回流時間對焊點IMC 組織生長及形貌變化的影響,探討了冷熱兩端IMC 層的生長機理,分析了IMC 層厚度對焊點剪切性能的影響。
1 試驗材料與方法
釬料為商用阿爾法牌SAC0307(Sn0.7Ag0.3Cu),試驗前將高純紫銅板(質量分數99.99%)切割成5 mm ×5 mm × 1 mm 尺寸大小。所用銅板待焊面使用砂紙打磨至相同粗糙度,之后分別使用丙酮和無水乙醇各超聲清洗5 min。采用過渡液相擴散焊的方法在250 ℃下進行焊接,選取6 組試樣分別回流0.5 h,1 h,2 h,3 h,4 h 和5 h。焊接結束后,待試樣冷卻至室溫進行鑲嵌、砂紙打磨、拋光和蝕刻處理,使用掃描電子顯微鏡(SEM)和能譜儀(EDS)對焊縫界面組織和斷口形貌進行觀察分析,采用Image-J 軟件測量界面兩端IMC 厚度,利用CMT5105 電子萬能試驗機測試焊接接頭的剪切性能,其中焊接接頭的剪切尺寸為25 mm × 3 mm × 1 mm,試驗機拉伸速率為1 mm/min,不同回流時間剪切試樣測量4 組數據取平均值,并觀察剪切斷口形貌。
2 結果與分析
2.1 焊點界面形貌和成分
250 ℃不同回流時間下Cu/Sn0.7Ag0.3Cu/Cu 焊點界面組織如圖1 所示。根據圖2 的EDS 分析結果,譜圖A 中Cu 原子分數為52.93%,Sn 原子分數為47.07%;譜圖B 中Cu 原子分數為84.32%,Sn 原子分數為15.68%;焊縫界面由Sn,Cu6Sn5和Cu3Sn 組成。Cu6Sn5是在液態過程形核并長大,而Cu3Sn 主要是在固態中形核長大,Cu 原子擴散系數較高,界面IMC 層中Cu 濃度低于Cu 基板。根據擴散定律,Cu 原子從Cu 基板中擴散至界面IMC 層,并在Sn0.3Ag0.7Cu 接頭中分別生成了Cu3Sn 和Cu6Sn5,反應公式如下:
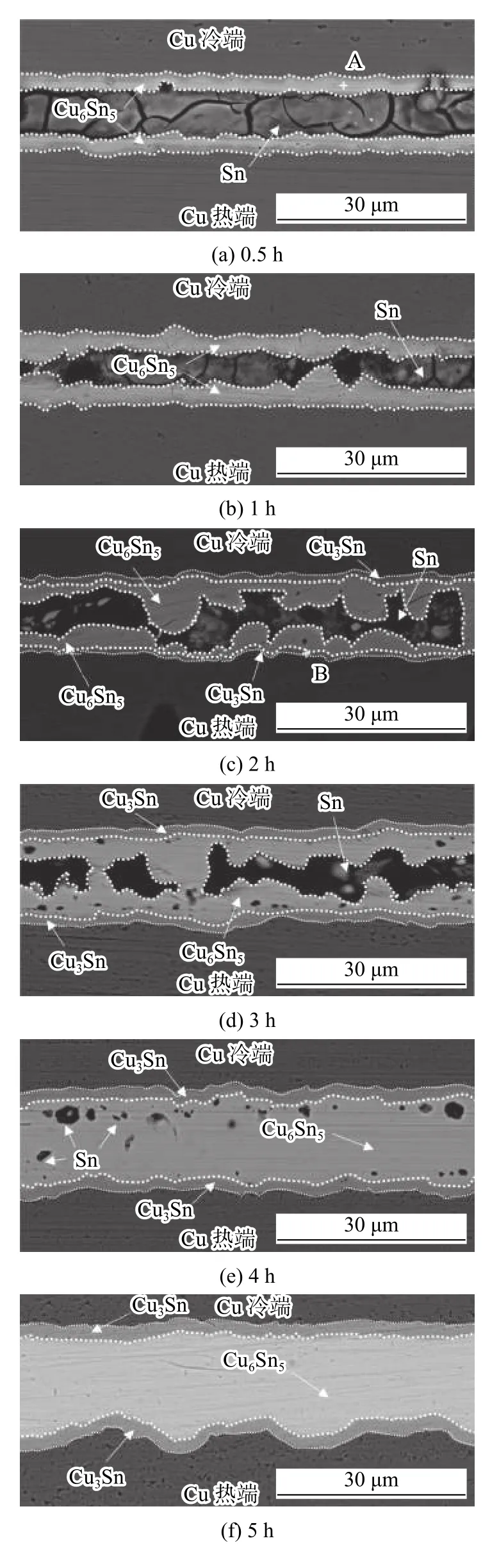
圖1 不同回流時間下Cu/Sn0.7Ag0.3Cu/Cu 焊點界面組織
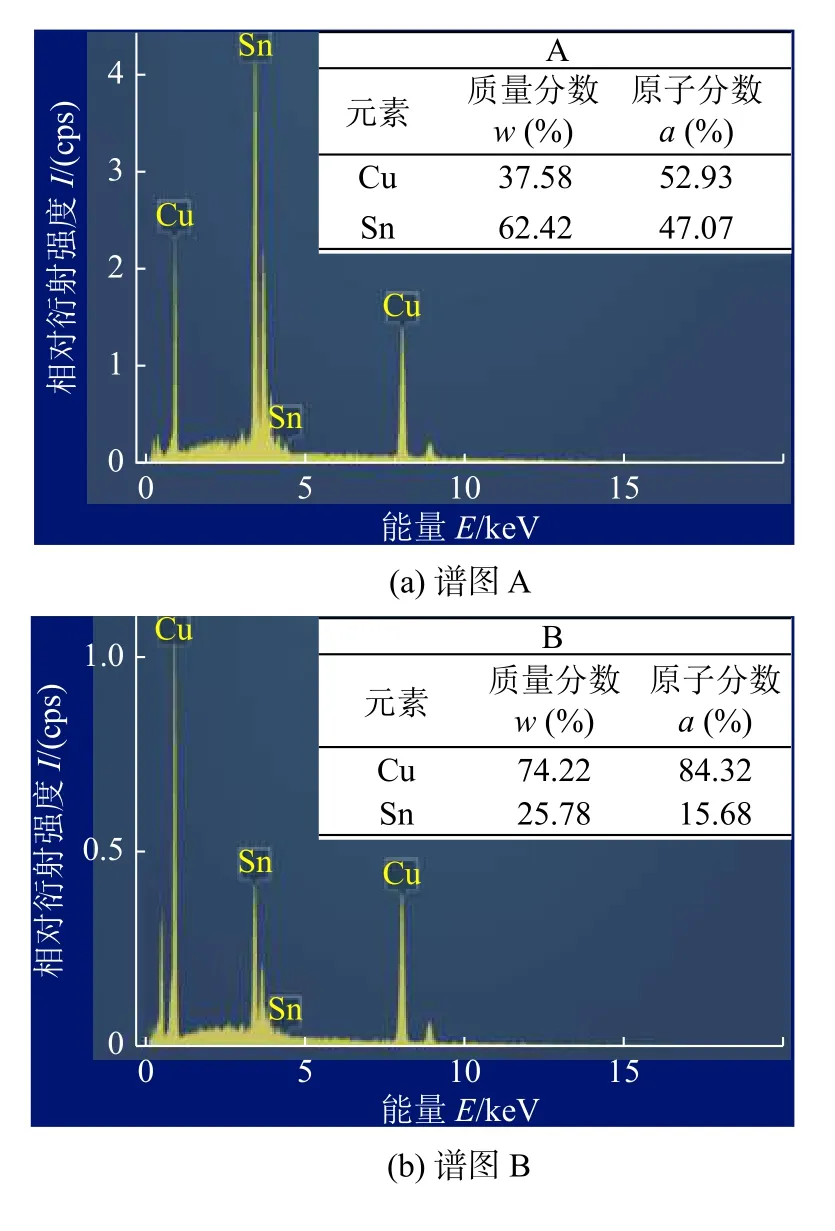
圖2 Cu/Sn0.7Ag0.3Cu/Cu 界面EDS 結果
回流0.5 h 時(圖1a),Cu 基板中Cu 原子與Sn 原子初步發生反應,焊縫從上至下依次為Cu6Sn5/Sn/Cu6Sn5,其中Cu6Sn5厚度約為3.81 μm,所占焊縫比例為30.80%。回流1 h 時(圖1b),此時焊縫中Cu6Sn5所占比例為35.75%,厚度為4.62 μm,與焊接0.5 h 時相比厚度增大0.81 μm,Sn 原子與Cu 原子快速反應Sn層明顯變薄。回流2 h 時(圖1c),IMC 層的生長繼續消耗中間的Sn 原子,焊縫中Sn 層的厚度進一步減小,上下兩端Cu6Sn5趨近于接觸,IMC/Cu 界面開始出現較薄的Cu3Sn,其厚度為1.15 μm,此時測得IMC 總厚度約為6.13 μm。同時,焊點冷熱兩端IMC 層出現不對稱生長現象,冷端IMC 層厚度明顯大于熱端IMC層厚度,其中冷端IMC 層厚度為3.60 μm,熱端為2.53 μm。這是由于受回流焊中反應時溫度梯度的影響,部分熱端Cu 原子通過IMC 層迅速擴散到冷端Cu6Sn5/Sn 界面,使得冷端Cu6Sn5/Sn 界面附近的Cu原子濃度明顯高于熱端。冷端界面聚集形成大量較大尺寸Cu-Sn 團簇,Cu-Sn 團簇促進了Cu6Sn5在冷端生長,而熱端由于部分Cu 原子遷移至冷端,較少的Cu 原子同時抑制熱端Cu6Sn5的生長[14]。回流3 h 時(圖1d),兩端部分IMC 生長連接到一起,回流過程中液相中的Sn 被分離成湖狀,待冷卻后液相湖凝固成固態島狀,此時測得Cu6Sn5厚度為9.26 μm,Cu3Sn 厚度為2.82 μm 同時IMC 占焊縫面積比例進一步增大,為58.35%。回流4 h 時(圖1e),焊縫中僅剩部分Sn殘留在焊縫中未被完全消耗,Sn 島幾乎完全消失,大量IMC 出現在焊縫中。回流5 h 時(圖1f),焊縫中的Sn 完全消耗與Cu 發生反應生成IMC,生長成完整的Cu/Cu3Sn/Cu6Sn5/Cu3Sn/Cu 多層結構焊點,其中熱端的Cu/IMC 界面呈波浪狀,而冷端Cu/IMC 層相對較為平坦,這是由于冷端較厚的IMC 層和較高的Cu原子濃度抑制了銅基板的溶解,熱端較薄的IMC 層和較低的Cu 原子濃度促進了Cu 基板的溶解[15-16]。Cu6Sn5和Cu3Sn 生長厚度隨回流時間變化如圖3 所示。
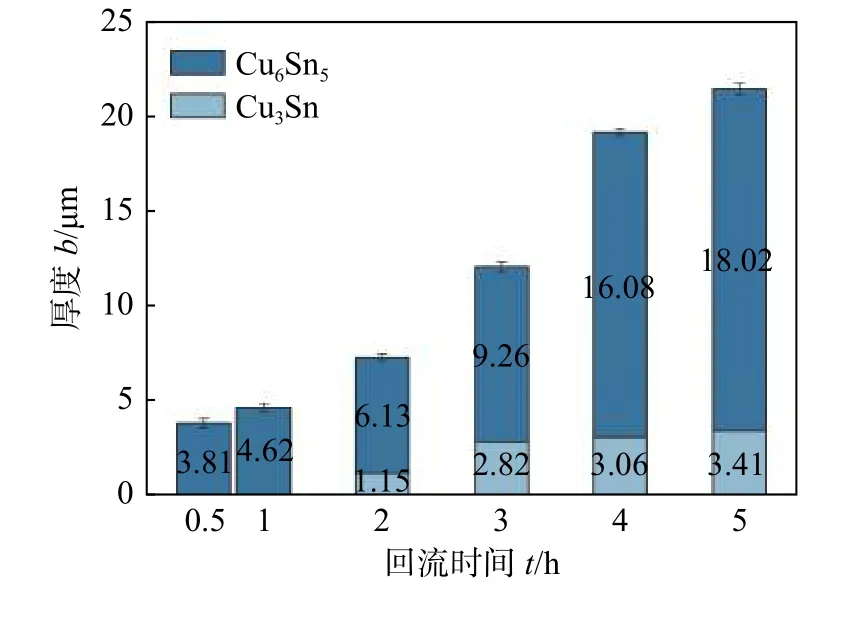
圖3 不同回流時間下Cu6Sn5 和Cu3Sn 厚度
圖4 為回流5 h 時Cu/Sn0.7Ag0.3Cu/Cu 焊縫EDS面掃描圖。大量Cu 原子受溫度影響擴散至焊縫中央與焊縫中的Sn 發生反應生成金屬間化物,同時焊縫中顏色沒有明顯的襯度變化,這表明反應生成的Cu6Sn5組織致密,沒有缺陷。而在焊縫上下兩端邊界處原子密度有一定變化,說明隨著反應時間的進行,焊縫冷熱兩端反應生成Cu3Sn。
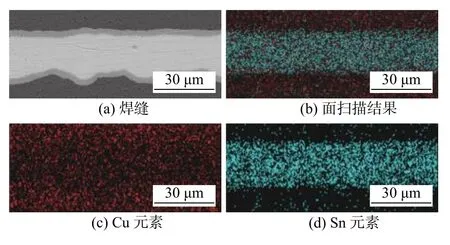
圖4 回流5 h 時Cu/Sn0.7Ag0.3Cu/Cu 焊縫面掃描圖
2.2 回流時間對焊點抗剪強度的影響
圖5 為不同回流時間下Sn0.7Ag0.3Cu 釬料焊點的抗剪強度。釬料焊點的抗剪強度隨著回流時間的增加呈現下降趨勢,接頭抗剪強度下降是因為受界面IMC 層厚度的影響,脆硬相Cu6Sn5和Cu3Sn 隨回流時間延長增厚,而釬料基體較軟,在拉力的作用下IMC 層與釬料基體界面處受到集中應力影響,為裂紋提供形核基礎,裂紋沿著界面方向快速成長,從而導致接頭抗剪強度的下降[17-18]。時效初期,抗剪強度下降速度較快(0~3 h);而在時效后期(3~5 h)抗剪強度下降趨勢較為平緩,這與IMC 層厚度生長速度先快后慢有關;時效初期界面中Cu 原子直接由基底向界面中擴散Cu 原子快速與Sn 原子反應生成Cu6Sn5,隨著時效時間增長較厚的Cu6Sn5和較薄的Cu3Sn 阻礙了Cu 原子由Cu 基底向界面擴散,IMC 生長較為緩慢。與時效初期對比,回流5 h 時,焊點的抗剪強度由32.16 MPa 降低至21.29 MPa,下降幅度為33.8%。
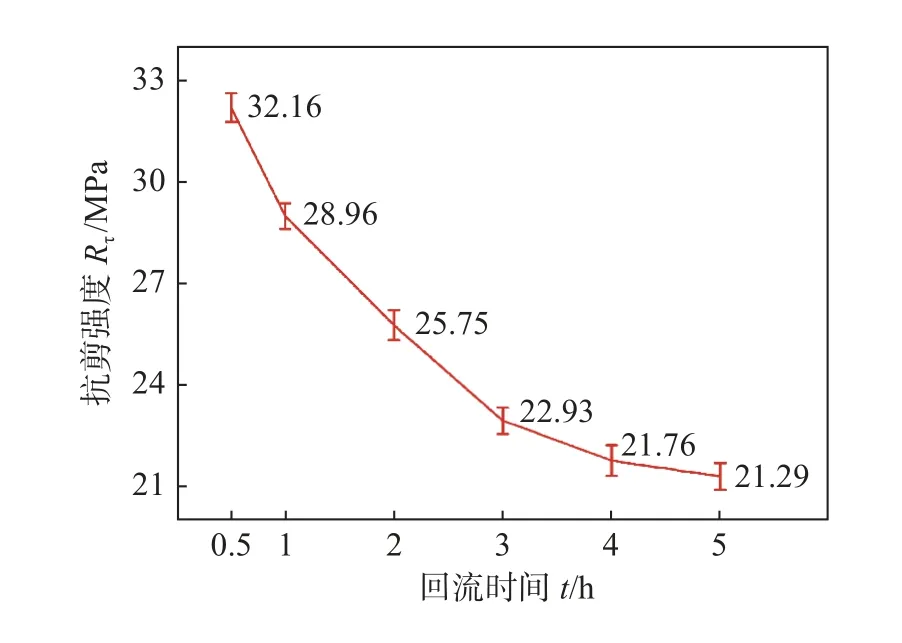
圖5 不同回流時間下焊點的抗剪強度
2.3 回流時間對焊點斷口形貌的影響
Cu/Sn0.7Ag0.3Cu/Cu 在不同回流時間下剪切斷口形貌如圖6 所示。回流0.5 h 時,IMC 和釬料組織均較為細小且分布較為彌散,斷口表面存在較為明顯的較大尺寸韌窩和撕裂棱,其中EDS 顯示韌窩基底為Sn,此時的斷裂模式為塑性斷裂。回流1 h 時,釬料中的Sn 和Cu 反應生成少量脆性Cu6Sn5,韌窩急劇減少,釬焊接頭斷口由韌窩和河流狀解理花樣組成,同時出現較小IMC 顆粒,焊接接頭的斷裂模式為塑性斷裂和脆性斷裂混合機制。回流2~5 h 時,焊接接頭中的釬料組織、IMC 逐漸粗化,韌窩消失,圖6c中,斷裂附近觀察到較小的IMC 晶粒,斷裂處的IMC較為平整聚集呈現為塊狀。圖6f 中,觀察到IMC 晶粒進一步長大,同時塊狀IMC 更為平整,斷口呈現解理花樣,界面處的裂紋在拉力作用下沿界面方向快速長大呈撕裂狀,斷口斷裂模式為脆性斷裂。圖7b為圖6 中焊點(0.5~3 h)的斷裂示意圖,斷裂過程中界面中釬料基體和Cu6Sn5形成的凸起均被裂紋割裂,最后形成圖7b 所示的釬料和金屬間化合物均存在的斷口組織;隨著回流時間的延長,焊縫中Sn 基釬料全部參與反應界面形成全金屬間化合物。對經過剪切性能測試的斷口在SEM 下進行觀察,發現斷口中露出少量的Cu3Sn 晶粒和大量的Cu6Sn5,同時斷口呈現解理花樣,斷裂過程如圖7c 所示。
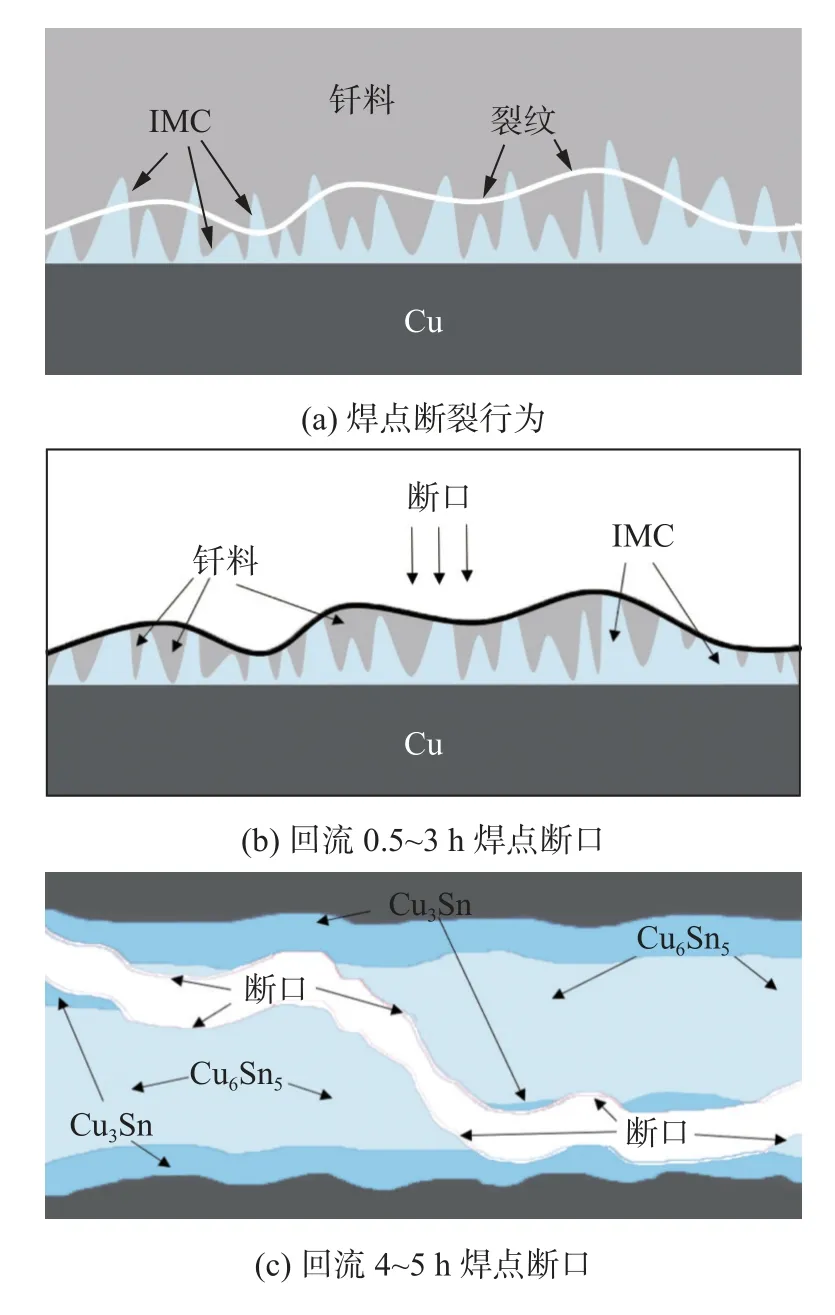
圖7 斷裂模式示意圖
3 結論
(1)焊點界面由Cu/Cu3Sn/Cu6Sn5/Cu3Sn/Cu 多層結構組成,回流5 h 時,釬料中的Sn 全部參與反應,焊點界面平整、連續,IMC 層呈扇貝狀,熱端IMC 層生長速度低于冷端IMC 層。
(2)脆硬相Cu6Sn5和Cu3Sn 在拉力的作用下為裂紋提供形核基礎降低了焊點的抗剪強度,焊點抗剪強度由時效初期0.5 h 時的32.16 MPa 降至5 h 形成全金屬間化合物的21.29 MPa,降低了33.8%,焊接接頭的斷裂模式從塑性斷裂轉變為脆性斷裂,同時,斷口中Cu6Sn5呈現解理花樣,出現較大顆粒的Cu3Sn。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11