22MnB5/DP590 不等厚單脈沖電阻點焊接頭組織
2023-12-13 07:42:10于永梅婁國棟荊毅
焊接 2023年11期
關鍵詞:影響
于永梅,婁國棟,荊毅
(1.沈陽化工大學,沈陽 110142;2.東北大學,軋制技術及連軋自動化國家重點實驗室,沈陽 110819)
0 前言
進入21 世紀以來,世界各國面臨的碳排放、環(huán)境污染問題日益嚴峻。經(jīng)研究發(fā)現(xiàn)降低汽車車身重量是降低能耗、減輕碳排放的有效途徑之一[1]。輕量化和增強安全性設計也成為現(xiàn)代汽車工業(yè)的重要發(fā)展方向。
與傳統(tǒng)鋼鐵材料相比,先進高強鋼作為低密度、高強度、高韌性的新型材料能夠同時具備輕量化和安全性的雙重需求[2]。其中,雙相鋼DP590 主要由軟相鐵素體和硬相馬氏體組成,因其兼具高的碰撞吸收能、高的加工硬化率和高的延展性而成為汽車結構件的主力鋼種,被廣泛應用于汽車的懸掛系統(tǒng)、保險杠和加強件等[3-4]。近年來興起的22MnB5 熱成形鋼具有1 500 MPa 的超高強度,在減薄車身材料厚度的同時能滿足汽車碰撞的安全性能,廣泛運用在A柱、B 柱和底板等抗沖擊和沖撞的結構上,在汽車制造中具有廣闊的應用前景[5-6]。
電阻點焊因加工時間短、生產(chǎn)率高和較長的動態(tài)穩(wěn)定性等優(yōu)點而作為汽車白車身的主要連接手段。同時,電阻點焊是對電極間基材的一個快速高溫、高壓、冷卻的復雜過程,其焊接接頭的熔核區(qū)和熱影響區(qū)的形成很大程度上取決于焊接參數(shù):焊接電流和焊接時間[7-8]。針對輕量化的需要,不同種類的先進高強鋼往往需要連接在一起以滿足不同車身部位的性能要求。然而,22MnB5 超高強鋼由于較高的C 含量導致其電阻點焊性能較差,因此,在與熱物理性、化學成分和母材組織性能等差異較大的DP590 雙相鋼進行異質(zhì)不等厚度的連接時,面臨成分偏析、組織不均勻和殘余應力大等系列化問題,給焊接工藝和焊接質(zhì)量帶來極大的困難[9-10],成為制約22MnB5 廣泛應用的關鍵瓶頸問題之一。
該研究利用單脈沖電阻點焊技術分別研究不同焊接時間和焊接電流工藝下22MnB5/DP590 異質(zhì)不等厚電阻點焊接頭的顯微組織和顯微硬度的變化規(guī)律,為異質(zhì)不等厚電阻點焊提供理論參考。
1 試驗材料與方法
試驗所用母材分別為1.2 mm 厚的22MnB5 冷軋態(tài)鋼帶(商業(yè)化)和1.7 mm 厚的DP590 鋼帶,母材顯微組織如圖1 所示。母材22MnB5 鋼主要由壓扁態(tài)鐵素體和珠光體組成;DP590 鋼主要由鐵素體和彌散分布的馬氏體島組成。22MnB5 及DP590 鋼的化學成分見表1。22MnB5 碳當量為0.46,DP590 碳當量為0.38。

表1 22MnB5 及DP590 鋼的化學成分(質(zhì)量分數(shù),%)

圖1 22MnB5 和DP590 母材的顯微組織
采用NJFST 中頻機器人直流電阻點焊機進行試驗,電極選用直徑為6 mm 的鉻鋯銅圓平頭電極,在焊接開始前,將母材用砂紙打磨光亮后再用無水乙醇擦除表面殘留污物。采用控制變量的焊接方法設置焊接工藝參數(shù)進行多次試焊,最終確定合理的點焊工藝參數(shù)見表2。
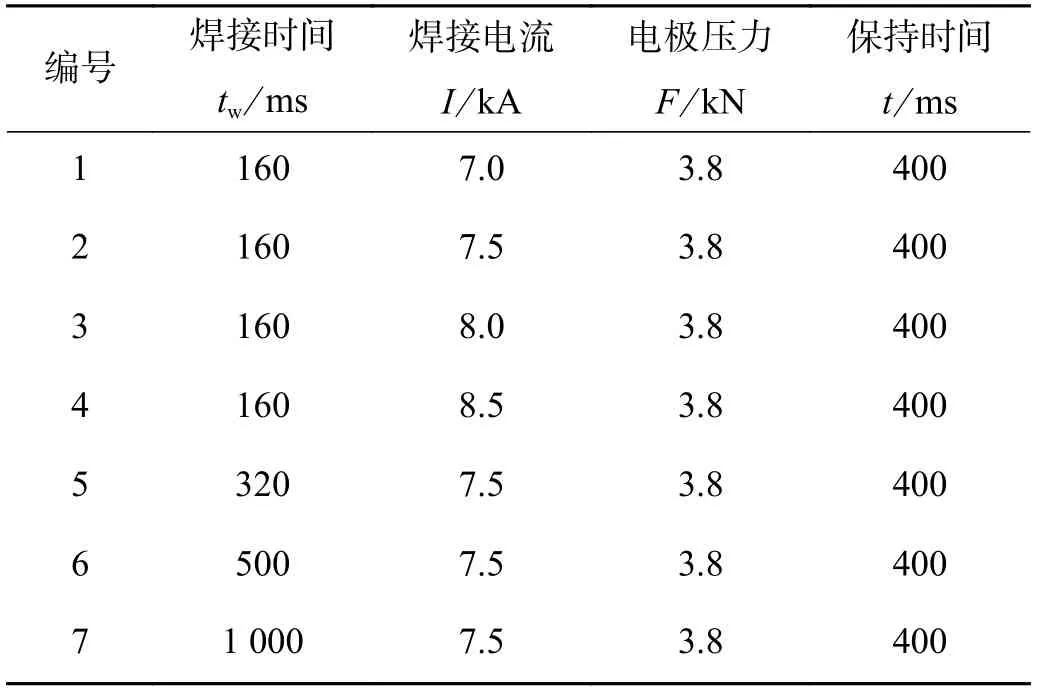
表2 點焊工藝參數(shù)
焊后試樣經(jīng)線切割、鑲嵌、打磨、拋光后分別用4%硝酸酒精和苦味酸進行腐蝕,隨后通過奧林巴斯光學顯微鏡進行顯微組織觀察;在圖像分析自動轉塔顯微硬度計下進行顯微硬度測試,打點硬度參數(shù)為:測試間距為0.2 mm、加載力為4.9 N(500 g)、加載時間為10 s,顯微硬度測試路徑如圖2 所示。通過JMatPro 計算了22MnB5 和DP590 的熱物理性能,圖3為22MnB5 和DP590 熱物理性能。由圖3 可知,當溫度介于室溫到300 ℃之間時,22MnB5 的導熱率大于DP590,而其電阻率小于DP590;當溫度介于300~650℃之間時,22MnB5 的導熱率小于DP590,電阻率大于DP590;當溫度大于650 ℃時,電阻率和導熱率近似相等。

圖2 顯微硬度測試路徑

圖3 22MnB5 和DP590 熱物理性能
2 試驗結果與分析
2.1 焊接時間對接頭微觀形貌的影響
點焊接頭的幾何特征用熔核直徑和壓痕率表示,式(1)[11]為壓痕率δ計算公式:
式中:C為壓痕深度;B為母材厚度;C1,C2則分別為DP590 和22MnB5 側壓痕深度;B1,B2則分別為DP590和22MnB5 的母材厚度。
圖4 為不同焊接時間的接頭微觀形貌。點焊接頭的熔核區(qū)以枝晶的方式由兩側向結合面中心方向生長,當焊接時間為160 ms 時,熔核發(fā)生偏移,結合面向較厚的DP590 側彎曲。隨焊接時間的增加,結合面變得平直且熔核整體向DP590 側偏移。

圖4 不同焊接時間的接頭微觀形貌
式(2)為電阻點焊過程中的總熱量Q:
式中:I為焊接電流;R為電路電阻;t為焊接時間。
式(3)為熱平衡方程:
式中:Q1為有效熱輸入;Q2為損失的熱量(損失的熱量與焊接時間成正比)。
圖5 為不同焊接時間下22MnB5/DP590 點焊接頭在的壓痕率和熔核直徑。從圖5a 可知:隨著焊接時間的增加,壓痕率增加且22MnB5 側壓痕率始終大于DP590 側壓痕率。結合圖3 和式(2)~式(3)可知:焊接時間為160 ms 時,影響22MnB5 和DP590 母材有效熱輸入的差異的主要因素是母材內(nèi)阻,較厚的DP590 內(nèi)阻大、散熱強度小,有效熱輸入高,熔化的金屬量多;較薄的22MnB5 內(nèi)阻較小、散熱強度大,有效熱輸入低,熔化的金屬量少,所以在短時間內(nèi)因熔化量的差異導致熔核呈不對稱分布。從圖5b 可知:隨著焊接時間的增加,熔核直徑先增加后下降。根據(jù)式(2)~式(3)可以看出:過長的焊接時間增加了焊接過程的散熱量,導致有效熱輸入減少而抑制了熔核直徑的增長;處于熔融狀態(tài)的熔核區(qū)降低了材料的屈服強度,所以,隨著焊接時間的增加和電極頭長時間的加壓,使接頭壓痕率增加[12]。隨著焊接時間的增加,導致結合面變得平直且熔核偏移向DP590 側。

圖5 不同焊接時間下22MnB5/DP590 點焊接頭的壓痕率和熔核直徑
2.2 焊接電流對接頭微觀形貌的影響
圖6 為不同焊接電流下接頭微觀形貌。焊接電流為7.0 kA 時熔核區(qū)發(fā)生較明顯的不對稱現(xiàn)象,DP590側熔核面積更大,結合面向較厚的DP590 一側彎曲。與焊接時間對熔核偏移的影響相比,隨著焊接電流的增加,結合面彎曲程度減小,熔核偏移程度減小。一方面,焊接電流較小時,較薄件22MnB5 在點焊過程中有效熱輸入不充足導致母材金屬熔化量較少;另一方面,根據(jù)式(2),較厚的DP590 內(nèi)阻大,總熱量Q多,焊件中心遠離電極而導致散熱強度緩慢,相比之下,較薄的22MnB5 內(nèi)阻小,總熱量Q少,焊件中心靠近電極,散熱較快,所以兩側母材因產(chǎn)熱、散熱的熱流密度分布的差異造成焊接溫度場分布不均勻,使熔核向較厚DP590 側偏移[13]。

圖6 不同焊接電流下接頭微觀形貌
圖7 為不同焊接電流下22MnB5/DP590 點焊接頭的壓痕率和熔核直徑。結合式(2)~式(3)可以看出:隨著焊接電流的增加,母材金屬熔化量增加、點焊接頭熔核直徑增加,而22MnB5/DP590 壓痕率先增加后保持不變,導致熔核偏移得到改善。

圖7 不同焊接電流下22MnB5/DP590 點焊接頭的壓痕率和熔核直徑
2.3 熔核區(qū)的顯微組織
圖8 為22MnB5/DP590 點焊接頭熔核區(qū)的顯微組織。由圖8a 可知:點焊接頭熔核區(qū)呈現(xiàn)了熔化后凝固結晶的顯微組織形態(tài),熔核區(qū)是母材金屬經(jīng)歷高溫熔化和快速凝固的區(qū)域,在凝固過程中發(fā)生了液相→奧氏體→馬氏體相變的過程。熔核在電極水循環(huán)快速冷卻的作用下在熔池邊緣固液間產(chǎn)生較大過冷度,導致熔核區(qū)晶粒通過非均勻形核的生長方式在熔核邊緣的母材上形成聯(lián)生結晶,在熔池內(nèi)部沿溫度梯度的柱狀晶垂直于熔核邊界生長,直到兩側柱狀晶于焊縫中心相遇而停止生長,并形成一條凝固線,最終形成晶粒粗大的板條馬氏體[14]。從圖8b可以清晰的觀察到晶體的生長狀態(tài),熔核區(qū)高溫熔化的液態(tài)金屬的凝固過程包括:形核和晶核長大。隨著快速結晶的進行,某些元素在固相晶粒中的溶解度降低,繼續(xù)在固-液界面的尖端不均勻地向熔核中心凝固線移動,導致液相凝固末端某些合金元素聚集,使熔核中心產(chǎn)生偏析[15]。

圖8 22MnB5/DP590 點焊接頭熔核區(qū)顯微組織
2.4 熱影響區(qū)的顯微組織和液態(tài)裂紋
圖9 為22MnB5/DP590 點焊接頭熱影響區(qū)顯微組織。由圖9 可知:與熔核區(qū)相比,熱影響區(qū)主要發(fā)生固態(tài)相變的過程,由于母材組織和焊接熱循環(huán)的相互作用使熱影響區(qū)產(chǎn)生微觀結構梯度,熱影響區(qū)峰值溫度介于Ac3和固相線之間,經(jīng)完全奧氏體化后冷卻形成馬氏體,按馬氏體晶粒度的大小將熱影響區(qū)分為粗晶區(qū)和細晶區(qū)。靠近熔核區(qū)的粗晶區(qū)峰值溫度高、高溫停留時間長,奧氏體長大速率快,奧氏體晶粒比較粗大。22MnB5 和DP590 具有高淬透性,在電阻點焊高的冷卻速率下,熱影響組織全部轉變?yōu)榫哂芯Я6忍荻鹊陌鍡l馬氏體。

圖9 22MnB5/DP590 點焊接頭熱影響區(qū)顯微組織
焊接電流為8.5 kA、焊接時間為160 ms 時有效熱輸入最大,在此高溫加熱過程中產(chǎn)生了液態(tài)裂紋的焊接缺陷,圖10 為液態(tài)裂紋的形貌。由圖10 可知:液態(tài)裂紋在22MnB5 側靠近熔核區(qū)邊緣處萌生,并沿熔核邊界向熱影響區(qū)擴展。電阻點焊是速熱速冷的過程,高合金22MnB5 側緊靠熔核的熱影響區(qū)由于溶質(zhì)偏析而存在低熔點的組分引起晶界液化,導致熔融液膜在高溫下出現(xiàn),在電極的壓應力作用下,熔核區(qū)對未熔化的母材有壓應力,在冷卻過程中因厚度方向存在更大的溫度梯度而產(chǎn)生熱應力,使熔融液膜收縮無法承受拉應力而撕裂。DP590 因其低水平的合金成分和較好的熱延展性使其具有較好的抗液化裂紋的能力[16]。

圖10 液態(tài)裂紋
2.5 顯微硬度分析
圖11 為22MnB5/DP590 點焊接頭顯微硬度分布。由圖11 和圖2 可知:點焊接頭的22MnB5 側的顯微硬度由母材到熔核區(qū)呈現(xiàn)出先增加后下降的趨勢,而DP590 側的顯微硬度值則由從母材到熔核區(qū)一直保持增加,并在熔核區(qū)達到峰值。22MnB5 側熱影響區(qū)顯微硬度最高為559.24 HV 左右。受點焊接頭熔核區(qū)受馬氏體相變的影響,熔核區(qū)硬度約為22MnB5母材硬度的2.12 倍、DP590 母材硬度的2.02 倍。受馬氏體晶粒度梯度的影響和細晶強化的作用,細晶區(qū)整體硬度高于粗晶區(qū)。異質(zhì)點焊接頭兩側熱影響區(qū)顯微硬度值存在較大差異,這是由于22MnB5 母材較高的碳含量和淬透性導致22MnB5 熱影響區(qū)的顯微硬度高于DP590 熱影響區(qū)的顯微硬度。受高碳22MnB5和低碳DP590 熔核互溶和稀釋的影響,22MnB5/DP590點焊接頭熔核區(qū)的顯微硬度介于22MnB5 熱影響區(qū)和DP590 熱影響區(qū)的顯微硬度之間。

圖11 22MnB5/DP590 點焊接頭顯微硬度分布
3 結論
(1)焊接電流為7.5 kA 時,隨著焊接時間的增加,熔核向DP590 側偏移,熔核直徑先增加后下降,22MnB5/DP590 壓痕率單調(diào)遞增,但22MnB5 側壓痕率始終大于DP590,這與2 種材料的熱物理性參數(shù)、散熱強度及金屬熔化狀態(tài)等差異性有關。
(2)焊接時間為160 ms、焊接電流為7 kA 時,熔核向DP590 側偏移;隨著焊接電流的增加,熔核直徑增加、熔核偏移程度減小,22MnB5 和DP590 壓痕率先增加后保持不變。與焊接時間對熔核偏移的影響相比,焊接電流對熔核偏移的影響更小。
(3)異質(zhì)不等厚22MnB5/DP590 點焊接頭主要分為3 個區(qū)域:熔核區(qū)為粗大的板條馬氏體,熱影響區(qū)為較粗馬氏體的粗晶區(qū)和較細馬氏體的細晶區(qū),原始母材區(qū)域。焊接電流為8.5 kA、焊接時間為160 ms時,22MnB5 側熱影響區(qū)出現(xiàn)液態(tài)裂紋的焊接缺陷,為防止液態(tài)裂紋的出現(xiàn),焊接電流不宜過高。
(4)點焊接頭各區(qū)域因母材化學成分(碳當量)和焊后組織的不同導致硬度存在明顯差異。熔核區(qū)、熱影響區(qū)為馬氏體組織,硬度高于母材,在此點焊接頭中22MnB5 側熱影響區(qū)硬度最高為559.24 HV 左右。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經(jīng)濟·中國直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗醫(yī)學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00