懸掛鋼尺法精密測量在水電機組設備檢修中的應用
2023-12-04 07:22:20饒志歡
中國設備工程 2023年22期
關鍵詞:測量
饒志歡
(大唐石泉水力發電廠,陜西 安康 725200)
在水電機組等級檢修過程中,常需要對轉子、定子等大尺寸的設備、設施進行精密測量,如標準A 級檢修項目中的定子圓度、中心、水平和高程測量、調整,質量標準中要求定子的測量精度要求允許在0.05mm 以上,石泉水力發電廠定子鐵芯外徑8250mm,轉子外徑7691mm,常規的卡尺量程不足,鐵板尺、卷尺無法滿足毫米級精度要求,水準觀測需要配合水準測點,且水準尺長度多在3m 左右,特殊定制的非標尺可短至1m,但顯然定、轉子上沒有現成的水準測點,檢修現場大部分區域低窄或設備帶電等,無法豎立水準尺,需要一種新的、便捷的方式滿足機組檢修過程中的測量需求。
這里采用懸掛鋼尺(以下簡稱懸尺測量)的方式,進行聯系測量和高差計算,通過用吸鐵石或其他方法固定和懸掛檢定過的鋼尺來替代普通水準尺,配合高精度的水準儀,不破壞設備、設施,完成了快速、準確、環境受限的測量任務,并在企業機組A 級檢修,定子、轉子中心線及相對高差的測量中得到了很好的應用,取得了不錯的效果,也可推廣用于其他類似檢修項目中去。
1 懸掛鋼尺法原理與應用方式
懸掛鋼尺法作為一種經典的高程傳遞方法,已在地下室、地鐵、橋梁、礦山等工程領域有了較為廣泛的應用,基本能滿足受限條件下精密測量的要求。其主要方法是在不利于安放常規水準尺的區域,通過懸掛鋼卷尺、或鋼絲繩系鋼板尺等方式替代水準尺,配合水準儀讀取刻度值,從而實現懸掛點與測量點高程傳遞和高差計算。
結合機組檢修現場的情況,對于懸掛鋼尺法主要有水準尺與懸尺結合,以及雙懸尺的兩種應用方式。
對于作為后視的已知點位于穩固且視線通透的地面上時,如水平吊放的轉子,可在后視基點a 上采用常規水準尺,待測的轉子中心線b 上采用懸尺的方法進行測量,其示意圖如圖1。
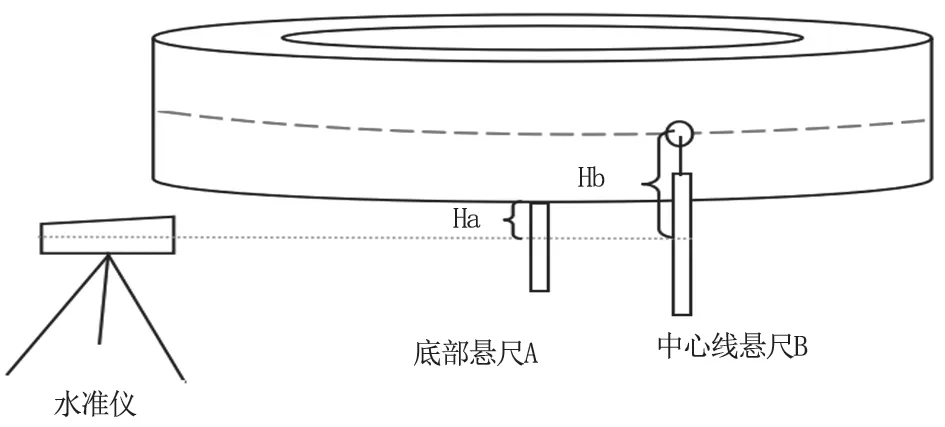
圖1 水準尺與懸尺結合測量的方法
經過調平、對焦,用水準儀十字絲觀測鋼尺垂直、穩定不動后,分別對前視、后視進行觀測,即可得到兩點測值Ha、Hb,即可算出此時待測點B 點與基點A 點的高差為HB=Hb+Ha。
對于不便在基準點上布設常規水準尺,或者需要測量設備底部高差時,如在測量轉子中心線與轉子基座高差的測量任務中,也可采用雙懸尺配合測量的方式,其原理如圖2。

圖2 雙懸尺測量的方法
同樣使用水準儀同時測量已知點Ha、待測點Hb,即可算出此時待測點b 點與基點a 點的高差為HB=Hb-Ha。
2 誤差分析與處理
在機組檢修實際測量和閱讀文獻資料可知,懸尺測量的誤差主要來源于:不同測段間和基點轉換的計算誤差;懸掛點誤動或懸尺傾斜的誤差;懸尺張力及溫度改正的誤差等。
2.1 不同測段間和基點轉換的計算誤差
觀測時,一般不應變換基點,宜一次觀測所有待測點,但在檢修現場實際觀測時發現,如轉子支座的導致部分測點的視線遮擋,定子內水準儀在測量其左側、右側和后側的懸尺時,會因為視距太小導致無法對焦的問題等問題,也會造成誤差偏大。此時,可選擇對測量區域進行分段觀測來減小誤差,確保觀測工作順利開展。如將定子根據其鐵芯的方位進行編號,將16 個測點分成4 個測段,如圖3 所示。
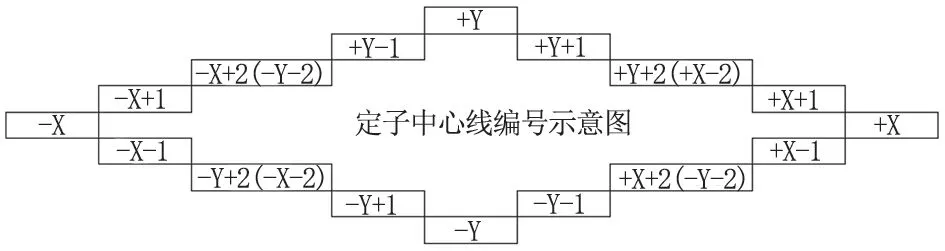
圖3 定子測點編號
在測量時,讓相鄰測段的觀測范圍有一定重合區間,可作為各測段校驗和對比分析,以此消除基點不同可能導致的計算誤差,如圖4 所示。
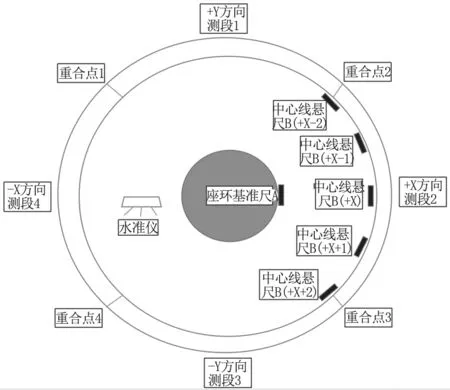
圖4 定子分段觀測示意圖
通過上述分段和校測方式,即可在一定程度上消除檢修現場因各種因素導致的視距不對等、遮擋等造成的測量誤差。
2.2 懸掛點誤動或懸尺傾斜的影響
在觀測過程中,也會遇到因懸掛點松動、懸尺傾斜造成的觀測誤差。應在每次觀測前,檢查懸掛點位置是否準確,通過水準儀十字絲觀察懸尺是否穩固、垂直,或適當加大懸尺底部重物質量幫助懸尺穩定,對于精度要求高的地方,可進行2 個及以上測回,若誤差超限立即重測,來減少觀測誤差。
2.3 懸尺拉力及溫度的影響
由于懸尺、掛繩或者鋼卷尺受到其本身重力、拉力及溫度影響,可能存在一定程度的變形,因此需要對懸尺的拉力及溫度進行計算,來判斷其對觀測的影響。
懸尺的其溫度改正數計算公式為:溫度改正數=實際測定值×懸尺及鋼絲繩線膨脹系數×溫度變化值。鋼絲繩及鋼尺的膨脹系數約為1.2×10-5m/℃,檢修現場的懸尺測量多在室內開展,測量時間較短,一個測段內的溫度變化不大于5℃,且鋼絲繩與鋼尺總長度大多不超過2m。由此可見,其最大改正數僅為0.12mm 左右,且實際測量時溫度變化遠低于此,故一般機組檢修的懸尺測量中,可忽略不計懸尺的溫度改正,但也應采取加快觀測速度、避開高溫/低溫設備設施、適當縮短懸尺長度等方式盡量減少溫度誤差,但對于機組基坑及尾水管這種懸尺較長、現場溫度變化大的情況時,仍應進行懸尺的溫度改正。
同理,查閱文獻[4][7]可知,在溫度恒定的前提下,隨著懸尺與下方系掛重量的增加,也會造成懸尺及掛繩產生少量形變,可通過更換鋼絲繩等不易變形的系繩、減少系繩長度、盡量使用鋼板尺而不是卷尺、所有測點使用同一懸尺和重物來減小和消除拉力造成的形變影響。
3 在機組檢修中的實際應用
石泉水電廠4 號水輪發電機是半傘型結構,發電機只有上導軸承,推力軸承為彈性支柱式,安裝在下機架上,定子機座由鋼板焊接而成,為運輸方便分成四瓣,采用大小瓣結構,在工地組成整圓。定子機座外徑9350mm,高2380mm。
在2022 年年底的4 號機組A 級檢修過程中,需要對定子、轉子的中心線進行測量,若安裝精度不夠、磁力線有軸向分量,在沒有其他限制條件的情況下,此時,轉子振動會加大,可能對設備造成損害。
本次采用蔡司NI007 高精度水準儀,和鋼板尺1m、0.5m 各一把,分別在定子中心線與機架上設置懸尺,采用雙懸尺法對其進行測量,其結果如表1。
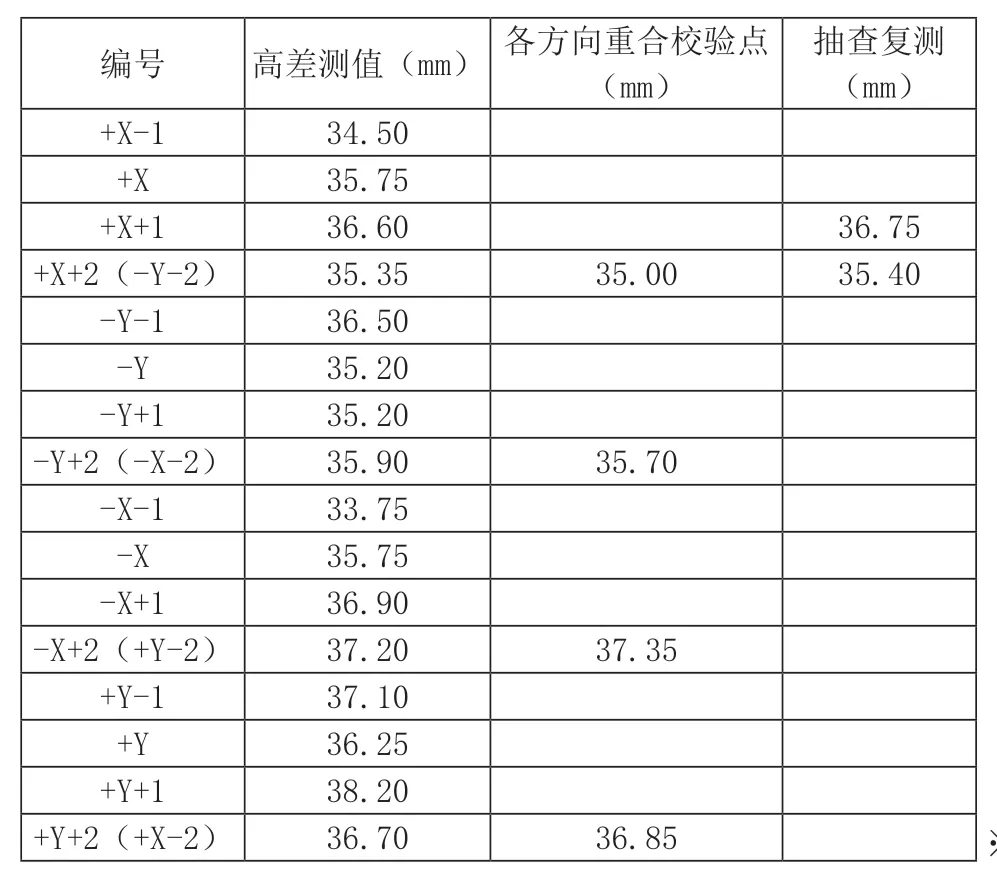
表1 石泉雙懸尺法測量定子中心線量記錄
由以上測量數據復核情況來看,最大測量誤差在0.35mm,其余點誤差基本在0.15mm 以內,滿足本次測量任務精度的要求。
4 結語
總體而言,利用水準儀和懸掛鋼尺進行高程傳遞和高差測量在機組檢修中應用取得了較好的效果,具有精度高、受檢修現場影響小的優點。但需要注意的是:懸掛鋼尺的繩應該為細鋼絲繩等不易變形的軟繩,或直接固定鋼板尺也可,否則,容易造成較大誤差;若懸掛繩較長、采用鋼卷尺或皮卷尺替代鋼板尺、或觀測溫度變化大的時候,應進行溫度誤差補償和張力誤差補償;此外,懸尺的刻度多為倒置的,要注意方向性,確保讀數正確,計算無誤。同時,為了盡可能地降低儀器觀測誤差,還應注意以下3 點:(1)選用經過校驗的光學水準儀,最好配備光學測微尺,可有效提高觀測精度,易于讀數;(2)觀測前檢查鋼尺無彎曲、油污、銹蝕,最好選用刻度達到0.5mm、厚度在1mm 以上的鋼板尺,長度根據測點量程選定,檢查懸掛點無滑動,可考慮在懸尺下方懸掛一定質量的重物,幫助懸尺保持垂直、靜止后觀測;(3)盡可能保證前后尺視距一致或相近,最好能一次性觀測所有測點,如必須分段觀測時,應在相鄰測段間設置重疊測量區域,做好高差的比較和傳遞。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00