常減壓裝置減壓塔轉油線腐蝕原因分析與對策
2023-11-08 01:22:06關慶林孫海玲李衛東高權坤
石油化工技術與經濟 2023年5期
關慶林 喻 燦 孫海玲 李衛東 高權坤
(1 中國中化山東昌邑石化有限公司,山東 濰坊 261300;2 上海安恪技術股份有限公司,上海 200237;3 陜西煤業化工技術研究院有限責任公司,陜西 西安 710199)
中國中化控股有限責任公司某分公司常減壓裝置于2009年5月投產運行,設計規模為5 Mt/a。目前加工的原料以阿曼油和ESPO油為主,原料硫質量分數平均為0.74%,酸值為0.31 mg/g,屬于低硫、低酸原油。減壓塔轉油線中常壓塔底油標定硫質量分數為1.12%,酸值為0.35 mg/g,介質在加熱后部分氣化,呈氣液兩相。DN350~450 mm管線采用0Cr18Ni9材質,DN600 mm以上選用20R+0Cr18Ni9爆炸不銹鋼復合鋼板(B1級),管道無損檢測比例為10%,且按照Ⅲ級焊縫質量標準進行評定。在歷次裝置檢修檢查中僅在低速轉油線發現有圓點形態坑蝕,且未發現有明顯的裂紋及減薄情況;轉油線高速段僅做過定點測厚,未發現明顯減薄問題,也未發現隱藏在保溫層下的明顯焊道缺陷,但在2022年停工期間減壓塔轉油線高速段管件連接部位發生兩處腐蝕穿孔泄漏。因此對泄漏部位進行深入剖析,針對泄漏問題進行排查,并提出了一系列處置措施。
1 減壓塔轉油線腐蝕檢查發現的問題
1.1 減壓塔轉油線泄漏部位
減壓塔轉油線高速段管道支路布置見圖1。
2022年裝置大檢修,在裝置停工過程中原油閉路循環降溫至202 ℃、減壓塔恢復常壓過程中發現減壓塔高速轉油線DN450 mm×600 mm偏心大小頭0Cr18Ni9材質與DN600 mm爆炸不銹鋼復合板彎頭交接焊道熱影響區2、3點鐘方位出現泄漏,隨即在蒸汽吹掃階段又發現DN600 mm×800 mm偏心大小頭與DN600 mm直管段轉接部位焊道熱影響區4點鐘方位出現泄漏。
減壓塔轉油線高速段設置8個進料分支,從減壓爐出口開始經過350 mm→450 mm→600 mm→800 mm共4次變徑后匯入DN3 220 mm的低速轉油線。
減壓塔轉油線管道材質及壁厚見表1。
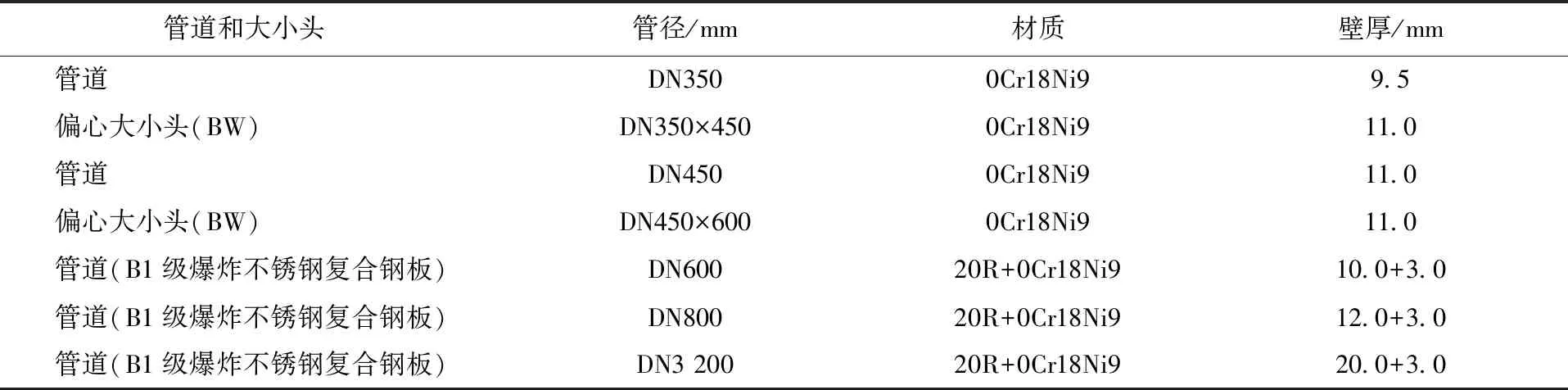
表1 減壓塔轉油線管道材質及壁厚
(1)泄漏部位Ⅰ檢查。圖2為減壓塔轉油線高速段單線,圖3為轉油線D20部位焊縫外部腐蝕形貌。由圖2~3可知:減壓塔轉油線高速段自北向南第3路D20的DN450 mm×600 mm偏心大小頭處西側大頭方向,南面2、3點鐘方位環焊縫沿邊緣有兩處腐蝕穿孔,穿孔區域的尺寸分別為45 mm×4 mm、8 mm×2 mm,同側焊縫在用工具打磨時,發現有穿透情況,焊縫東側偏心大小頭超聲波測厚數據為10.64~11.13 mm,焊縫西側(DN600 mm)90°彎頭測厚數據為13.33~13.58 mm,均未發現明顯減薄。通過泄漏點外表面觀察,焊道處存在錯邊問題,漏點腐蝕縫隙邊緣尖銳鋒利,明顯減薄穿孔;漏點部位切割后進行內部檢查,發現復合板內環焊縫邊緣熱影響區腐蝕開裂15 cm左右,到外部中間20R碳鋼被掏空,開裂口處向外一捅即破,具體見圖4。
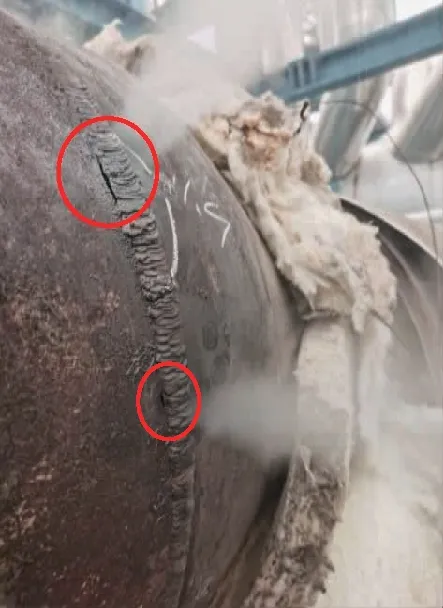
圖3 轉油線D20焊縫外部

圖4 轉油線D20焊縫內部
(2)泄漏部位Ⅱ檢查。減壓塔轉油線高速段西側自北數第1路D3部位(見圖2)DN600 mm×800 mm偏心大小頭與DN800 mm彎頭連接處焊縫有兩處腐蝕穿孔,上部穿孔區域長8 mm、寬2 mm,下部穿孔區域長5 mm、寬1.5 mm。對環焊縫附近區域使用超聲波測厚儀測厚,西側厚度為12.47~12.96 mm,東側厚度為14.59~14.96 mm。孔洞邊緣鋒利,腐蝕減薄嚴重;從管道內壁檢查,此道焊縫發現焊縫焊接存在錯邊、咬邊等現象,焊肉出現溝槽狀腐蝕坑,已將不銹鋼復合層完全腐蝕并將碳鋼層腐蝕穿孔,部分蝕坑雖未穿透,但是蝕坑深度最深已經到11 mm,管道內壁部分焊縫也存在焊肉咬邊、錯邊和蝕坑問題。
1.2 減壓塔轉油線
1.2.1 減壓塔轉油線0Cr18Ni9不銹鋼管線
DN600 mm管徑以下管道為0Cr18Ni9不銹鋼材質,對DN600 mm以下焊道共70道焊口按NB/T 47013.2—2015標準進行重新檢測,焊縫質量標準由Ⅲ級提高到Ⅱ級,檢查出減壓塔轉油線不合格焊口11道,同樣存在焊口組對不合格、錯邊、咬邊等缺陷問題。
減壓塔轉油線高速段西側自北往南第1路W7彎頭(DN450 mm,位置見圖2)下直管東南側測厚數據為10.09~11.37 mm,直管其他區域測厚數據為12.47~12.96 mm。對測厚數據進行橫向對比,發現管線明顯減薄,此位置腐蝕原因判斷為油氣流向變換區域的流速較高,導致含有環烷酸及高溫硫介質的油氣加速對此部位的沖刷腐蝕。減壓爐出口轉油線高速段減壓爐輻射室西南路出口段西側自南數第2路Z15直管段處發現減薄現象,減薄位置為Z15與W14焊縫北側西上部位(見圖5)。經脈沖渦流掃查發現金屬減薄率為25.2%,減薄部位測厚數據為8.87~9.15 mm,該直管其他部位測厚數據為10.12~10.71 mm,經橫向對比發現該部位有明顯減薄。此位置在減壓爐出口側,介質經過加溫后開始氣化,頂部為氣相,底部為液相,氣相流速較快,含有環烷酸及高溫硫的油氣對此部位進行沖刷腐蝕,金屬損失率較高。
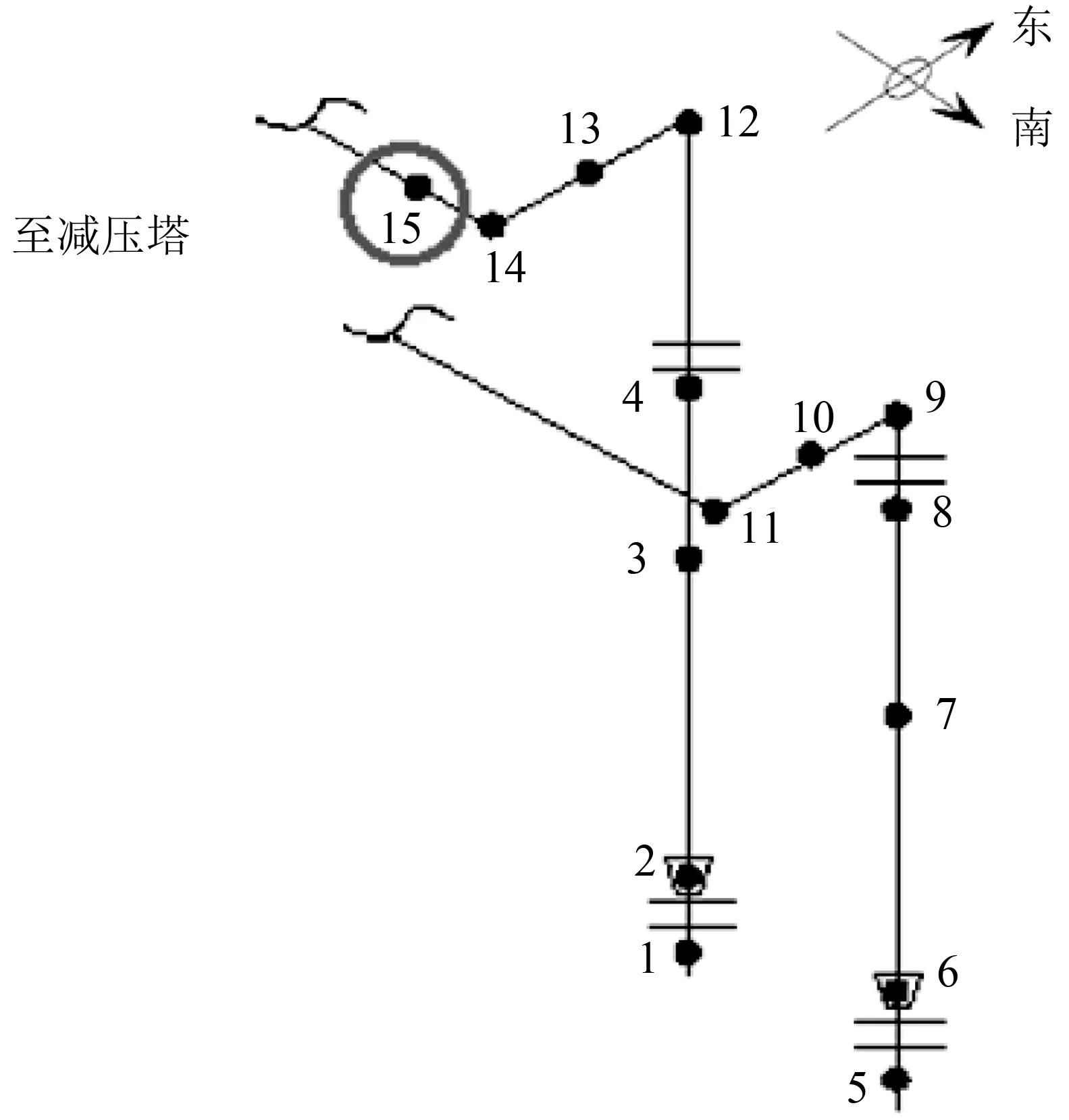
圖5 轉油線第2路Z15直管段減薄部位單線
減壓塔轉油線高速段西側自北向南第3路DN450 mm×600 mm大小頭接DN600 mm彎頭處焊縫北側發現焊縫對口明顯錯邊,焊縫錯邊長約200 mm,焊縫錯邊量約6 mm。原因為90°彎頭管件變形,與直管對接時未整形,導致直管和彎頭不同心,造成焊道焊接時錯邊。
1.2.2 減壓塔轉油線爆炸不銹鋼復合鋼板管線
減壓塔轉油線高速段西側自北向南第4路DN600 mm×800 mm大小頭與DN800 mm彎頭連接焊縫底部約10 cm內部復合板焊肉被完全沖蝕脫落,導致內部20R碳鋼層腐蝕,形成深度約9 mm的凹坑。減壓塔轉油線高速段東側自北向南第3路DN800 mm的彎頭焊縫、減壓塔轉油線高速段西側自北向南第4路DN800 mm的彎頭復合板拼接焊縫處出現深坑,焊道熱影響區產生裂紋后在此部位產生湍流引起腐蝕凹坑,凹坑深度為6~7 mm。
減壓塔轉油線高速段大小頭與彎頭轉接部位焊道熱影響區復合板產生裂紋后,介質腐蝕碳鋼層,內部碳鋼層形成空隙,同泄漏點腐蝕形貌相同。減壓塔轉油線高速段轉低速段彎頭對接口焊接部位復合板未焊透,焊道在焊接時采用單邊焊,內部未熔合,介質在此處會形成湍流,造成焊道腐蝕。
減壓塔轉油線低速段也存在一些問題。減壓塔轉油線內焊口熱影響區部分環焊縫、水平焊縫處發現多處裂紋,裂紋內滲透出銹跡,3 mm復合板已發生貫穿性應力開裂,復合板在焊接時焊道熱影響區存在的殘余應力未進行有效消除,在運行過程中焊道熱影響區邊緣薄弱環節產生應力裂紋。減壓塔轉油線低速段靠近高速段入口側內壁的表面有多處不均勻蝕坑,直徑為1.0~2.5 mm,深度為0.5~1.0 mm。
2 減壓塔轉油線腐蝕原因分析
減壓塔轉油線焊縫腐蝕形貌呈多樣性,泄漏點主要發生在介質變向區,此部位焊接應力較大,再加上物流變相,氣液兩相流流速較高,因運行介質中含有高溫硫及環烷酸,在長周期運行下極易產生應力裂紋;另一方面,部分缺陷焊縫存在錯邊、未熔合等焊接缺陷,再加上焊接殘余應力,焊縫區極易發生組織變化。如上所述,由于焊縫熱影響區腐蝕開裂的敏感性遠大于母材,同時介質流向急劇改變,使腐蝕速度成倍增加,造成焊縫熱影響區的開裂,不銹鋼復合層焊縫破壞后,失去了對高溫硫及環烷酸的防護能力,導致管道快速發生泄漏。
2.1 減壓塔轉油線復合板管線焊接質量原因
減壓塔轉油線管徑粗,施工配管時在線安裝難度比較大。DN600 mm以上管線為鋼板卷管,管線存在不同心的問題,焊口組對難度大,管段組對焊接時焊縫部分存在錯邊、咬邊、未熔合等焊接缺陷,同時存在管道內壁焊肉凸起過高的問題,且由于外壁采用單面焊無法進行內壁焊肉打磨光滑,造成管道內壁焊道處油氣介質流速與流態發生變化(如產生湍流、渦流等)。焊接后熱應力未進行有效消除,在焊縫部位應力大,易產生應力裂紋。
2.2 減壓塔轉油線復合板管線焊接應力及焊道敏化原因
0Cr18Ni9不銹鋼復合板焊接過程中熱膨脹系數比較高,在焊接過程中焊道受熱不均勻容易產生殘余熱應力,管道其他未加熱母材在剛性條件下,焊縫及熱影響區內會殘留一部分拉應力,為應力腐蝕開裂提供了條件。陳勇等[1]模擬了0Cr18Ni9不銹鋼材料的薄壁型管道環焊縫焊接成型的過程,得出焊縫及熱影響區域焊接殘余應力分布的規律:焊縫及熱影響區域表面軸向殘余應力為拉應力,外表層為壓應力,內表面與外表面的橫向殘余應力大部分為拉應力,而徑向殘余應力大部分為壓應力。模擬結果與裂紋開裂方向吻合基本。
0Cr18Ni9不銹鋼的敏化是晶界處的鉻元素和碳結合生成碳化物,使晶界貧鉻,晶界處耐腐蝕性能下降的現象。不銹鋼的敏化一般發生在一定的溫度區間內,RP0170中給出的敏化溫度區間在370~815 ℃[2]。在不銹鋼復合板的焊接和管道運行中都能使復合板焊道敏化,在這個溫度區間碳原子具有足夠的擴散能力,而鉻原子擴散能力較低,由于晶界含有各類缺陷,畸變能較高,碳原子不斷向晶界擴散,與晶界的鉻結合生成碳化物,不斷消耗晶界的鉻元素,造成晶界處貧鉻[3]。貧鉻后的焊縫耐蝕能力下降,在應力和腐蝕介質的作用下,復合板焊道熱影響部位開裂和焊肉沖刷脫落成為必然。
2.3 介質原因
因減壓爐出口介質為部分氣化的高流速的高溫油氣,而高溫環烷酸與高溫硫的腐蝕速率與介質的流速與流態等密切相關,且焊接部位的耐蝕性低于母材,0Cr18Ni9不銹鋼材料耐高溫硫腐蝕性能良好,但耐高溫環烷酸腐蝕性能較差,且可能在焊接過程中因發生“敏化”而使晶界處耐蝕能力顯著降低。當減壓爐進料常底渣油中硫質量分數與酸值較高,或是原料油中小分子有機酸含量高時,減壓塔轉油線高速段焊道產生嚴重的高溫環烷酸+高溫硫腐蝕及沖刷腐蝕,且以高溫環烷酸沖刷腐蝕為主。在一定的酸值下,溫度在288 ℃以上時,每上升55 K,環烷酸對碳鋼的腐蝕率將增加2倍[4],減壓爐出口溫度達到370 ℃時,進入環烷酸和硫劇烈腐蝕的溫度區間。當環烷酸酸值在0.4 mg/g以上時,介質流動速度越高,在渦流區環烷酸腐蝕愈嚴重[5]。常底渣油經高溫加熱后介質中的硫化物開始分解生成H2S,隨著溫度的升高,H2S對管道產生腐蝕,腐蝕產物在管道內壁形成FeS保護膜,但環烷酸又繼續與FeS反應,形成可溶于油的環烷酸鐵,使管道內壁繼續被H2S腐蝕[6]。管道中的介質流向發生改變,產生了渦流,高流速氣液同時沖擊管道金屬表面,使局部金屬表面受到破壞而失去保護,形成沖蝕,當介質線速度增加時,同等材質腐蝕速率也隨線速度的增加而增加,這是轉油線轉彎或大小頭變徑處腐蝕加速的主要原因。
3 減壓塔轉油線問題處置措施
3.1 0Cr18Ni9材質轉油線焊道修復
對轉油線DN350 mm、DN450 mm不銹鋼管線進行脈沖渦流全面檢測,對焊道焊接部位進行射線無損檢測,并根據檢測情況進行修復。對存在錯邊等焊接質量問題的焊縫重新焊接,再次焊接時嚴格把控焊接和組對質量,打磨坡口時要將焊口表面打光,去除滲碳面,露出金屬光澤面,將接口和坡口及坡口兩側用酒精或丙酮進行除油、清洗。在焊接時選用A102(E308-16)或A107鈦鈣型焊條,采用氬弧焊打底時,選用H0Cr21Ni10焊絲,焊條焊接前要進行烘干,烘干后的焊條放在干凈防潮無污物的焊條筒內,以防止焊條損壞和吸潮,藥皮面不能沾有油污等。0Cr18Ni9材料熱膨脹系數大,導熱性能較差,在焊接時易變形[7],為防止變形焊接時采用跳焊法。0Cr18Ni9的電阻大,焊接時有較大的電阻熱,所以同等直徑的焊條焊接接頭電流值設定應比低碳鋼焊條降低20%左右。對焊道進行均勻化處理,將焊頭溫度升至850~900 ℃,并保溫約2 h,使奧氏體晶粒內的鉻能完全擴散至晶界,使奧氏體晶界處的鉻質量分數恢復至12%以上,以避免晶間腐蝕的發生。修復焊道施工前要進行焊前預熱、焊后穩定化熱處理,以獲得穩定化的效果并減少焊接殘余應力。焊接完成后對焊道進行酸洗鈍化,目的是去除焊接、高溫后焊口部位產生的氧化皮,使之銀亮有光澤,處理后在焊道表面形成一層以鉻為主的氧化膜,以免發生二次氧蝕,從而提高不銹鋼管道焊接口的表面防腐質量,延長管線使用壽命。
3.2 復合板轉油線高速段材質升級
對DN600 mm及以上復合板管線進行材質升級,由于檢修施工工期緊,316L與317L材料短期內無法供貨,因此選用0Cr18Ni9不銹鋼,且對管道焊口按照Ⅱ級片標準進行100%射線探傷,焊道焊接按照《化工裝置用奧氏體不銹鋼焊接鋼管技術要求》(HG 20537.3—1992)執行。因0Cr18Ni9不銹鋼的熱脹量比20R+0Cr18Ni9爆炸不銹鋼復合鋼板大,經核算將管道加長500 mm,以滿足由于材質升級帶來的熱位移,減少設備管口應力。圖6實線部分為管道材質升級部位。施工焊接過程中為保證焊接及組對質量,將管道進行整體預制后進行安裝。在高速段轉油線與復合層低速段轉油線插口焊接過程中要嚴格遵守焊接組對工藝,對復合管材的焊接采用雙面焊保證施工質量,制造標準參照《石油化工不銹鋼復合鋼焊接規程》(SH/T 3527—2009),焊接之后對所有覆層焊縫進行100%的磁粉滲透檢測。轉油線低速與高速段插口焊接工藝如圖7所示。
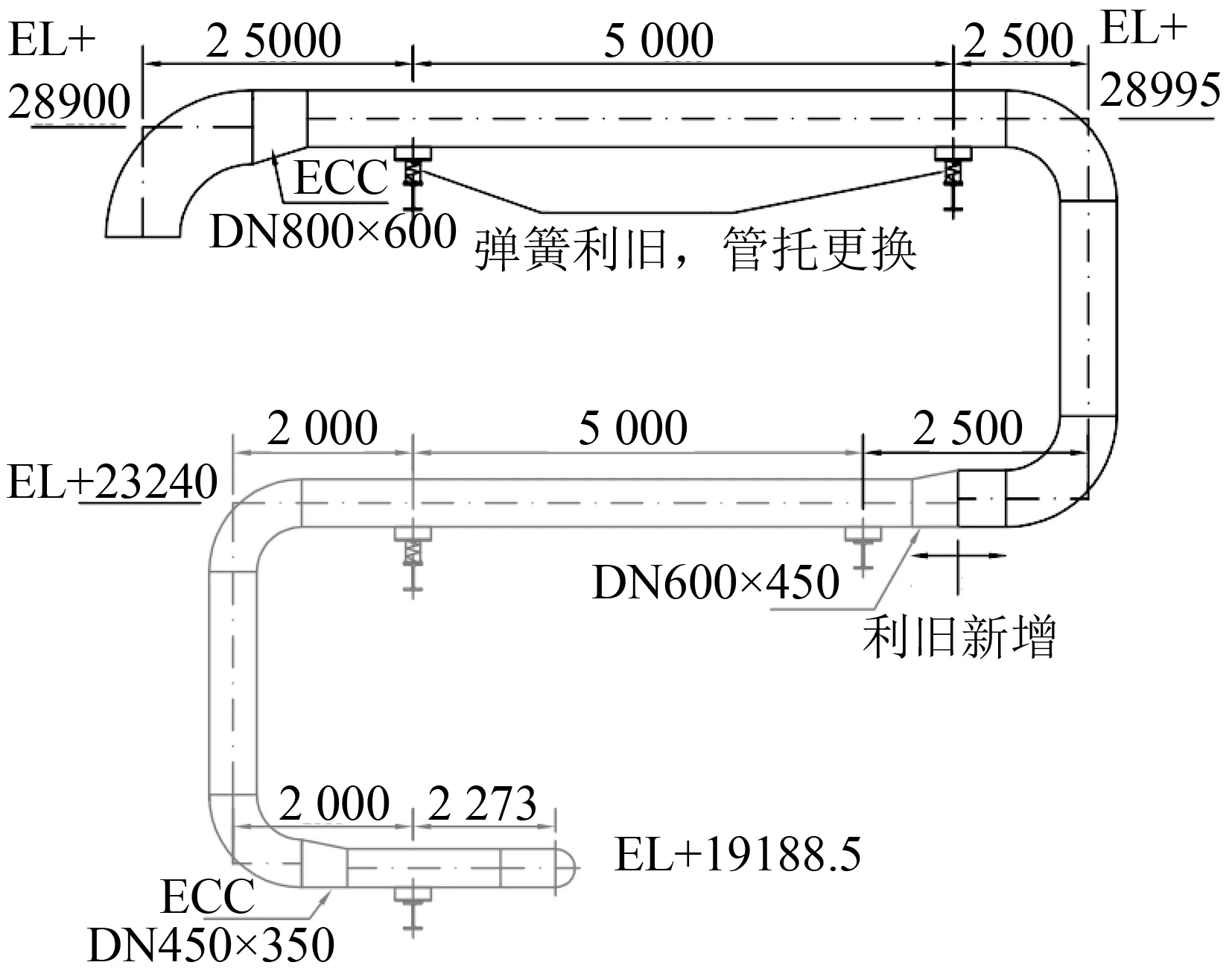
圖6 復合板管線材質升級部位
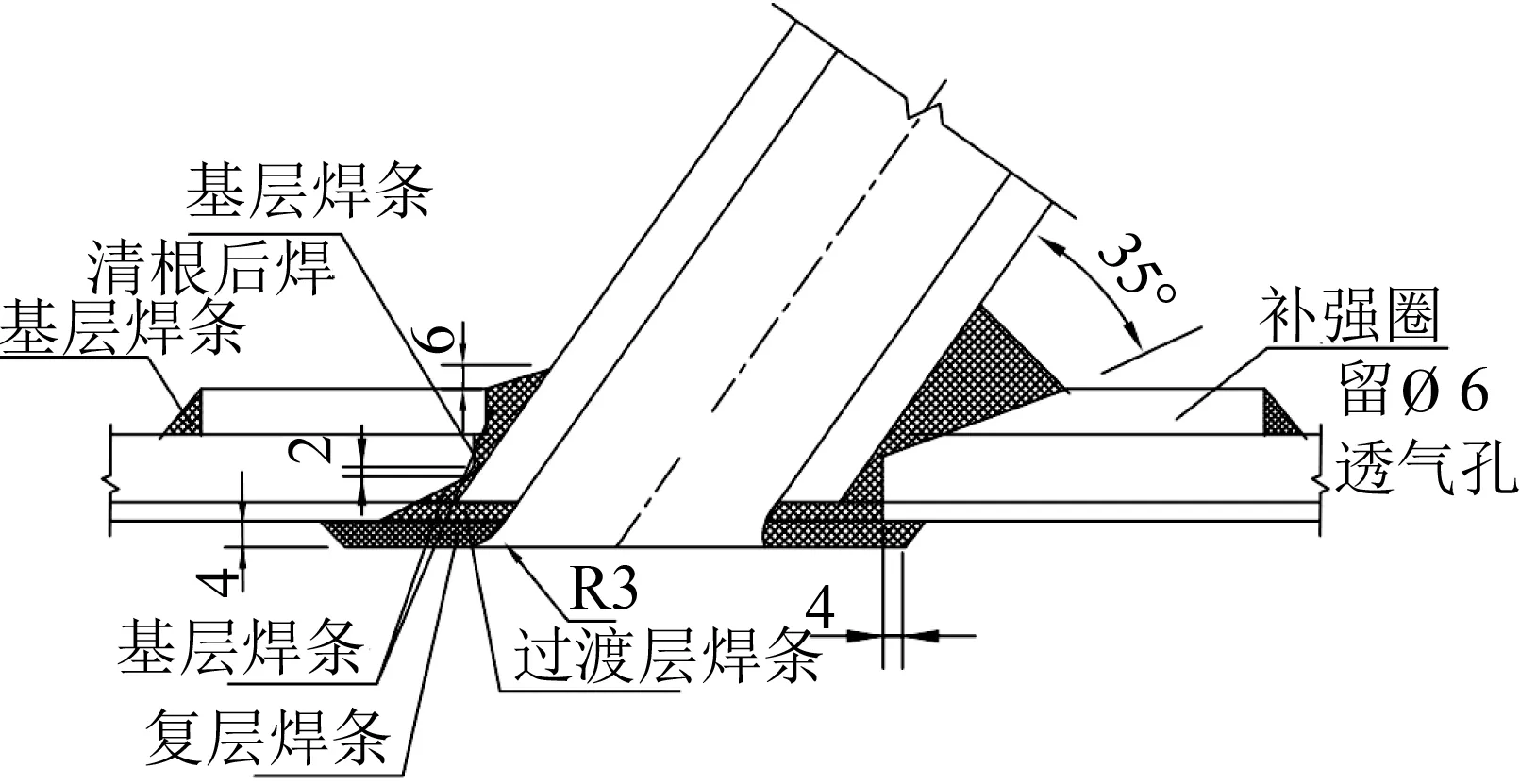
圖7 轉油線低速與高速段插口焊接工藝
3.3 減壓塔轉油線低速段修復
對低速轉油線應力開裂裂紋進行修補,焊接前為防止裂紋繼續延伸開裂,首先在不銹鋼復合板的裂縫端部或延伸方向打3 mm深的小孔,打孔直徑根據裂縫情況判斷,以防止復合板裂紋在焊接應力作用下產生延伸開裂。在打孔時還要注意不能傷及碳鋼層。裂縫打磨清根后要進行除油,焊接前要先預熱后焊接,最后將小孔焊好,這樣有利于消除原有復合板的焊接應力,對轉油線低速段腐蝕產生的蝕坑進行貼板處理。
4 結語
減壓塔轉油線系統正常運行時處于負壓狀態,管道出現滲漏時很難發現,此管段主要以高溫硫及環烷酸腐蝕為主,同時在停工后也會發生連多硫酸腐蝕,減壓塔轉油線施工質量不合格極容易在應力和腐蝕環境共同作用下發生泄漏。為保證管線的正常安全運行,將轉油線列入定期檢測計劃,每季度對彎頭、大小頭及連接直管部位進行超聲測厚檢測;高點彎頭部位易造成渦流沖刷部位增設無線高溫測厚探頭,做到實時監控;定期分析減壓塔塔頂瓦斯氣中的氧氣和氮氣含量,通過數據比對發現泄漏問題,及時維修,確保生產安全;停工過程中要進行FeS的鈍化,防止發生0Cr18Ni9材質的連多硫酸應力腐蝕開裂,檢修時要對焊道進行磁粉滲透檢測、管線渦流掃查測厚,及時發現管道缺陷,以確保高溫轉油線在腐蝕環境下的長周期安全運行。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
