基于Minitab開展的激光焊接DOE工藝參數(shù)優(yōu)化
2023-11-08 07:01:56范玉陽陳亞鋒趙家昊馮章超
汽車實用技術(shù) 2023年20期
關(guān)鍵詞:工藝
范玉陽,陳亞鋒,趙家昊,馮章超
基于Minitab開展的激光焊接DOE工藝參數(shù)優(yōu)化
范玉陽,陳亞鋒,趙家昊,馮章超
(中航鋰電(洛陽)有限公司,河南 洛陽 471000)
近年來隨著技術(shù)進步,激光焊接的應(yīng)用逐漸普及,激光焊接在制造業(yè)尤其是汽車制造業(yè)被大規(guī)模使用。激光焊接目前大量應(yīng)用與動力電池制造,如模組Busbar焊接。激光焊接具有焊接速度快、變形小、精度高等許多優(yōu)點,對工裝、焊接參數(shù)等有更高的要求。不同設(shè)備間受工裝等部件影響會呈現(xiàn)相近但不相同的焊接屬性,焊接參數(shù)之間存在相互影響,共同作用于焊接質(zhì)量。為了能獲得更優(yōu)的焊接質(zhì)量,針對新設(shè)備除了進行基礎(chǔ)的功能性能驗收外,還要對激光焊接設(shè)備參數(shù)進行全因子的驗證。進行多因子參數(shù)驗證試驗,研究設(shè)備各參數(shù)之間相互作用對焊接質(zhì)量的影響成為焊接工藝工程師的重要研究方向以及設(shè)備參數(shù)調(diào)整的依據(jù)。文章挑選較為常用的焊接參數(shù)進行試驗設(shè)計(DOE)驗證,得出因子交互影響程度并用Minitab工具計算優(yōu)化出理論優(yōu)解。
動力鋰電池;電池制造工藝;激光焊接參數(shù);DOE;模組Busbar焊接
根據(jù)陶武等[1]研究激光焊接具有精度高、變形小、焊接快等優(yōu)點。目前已廣泛應(yīng)用于鋰電池制造過程中,且應(yīng)用于多個重要工序:蓋板焊接、密封釘焊接、模組Busbar焊接以及目前無模組技術(shù)( Cell To Pack, CTP)中PACK箱內(nèi)電池焊接等工序,與趙宇龍[2]研究結(jié)果一致。激光焊接設(shè)備的穩(wěn)定性直接關(guān)系到電池的安全性,以及成組后模組/PACK的穩(wěn)定性,激光焊接也因此成為各電池制造廠商制造工藝的重點關(guān)注對象。
根據(jù)郭正松[3]的研究,合理的試驗方法可在生產(chǎn)過程中節(jié)省焊接參數(shù)調(diào)試過程中的時間成本、人力成本。通過對周濤[4]、趙娜[5]、馬逢時[6]等的研究學習,試驗設(shè)計(Design Of Experimen, DOE)驗證成為一種較為有效的研究方法。目前Minitab軟件中有針對DOE驗證的模塊,操作也相對簡單,因此,Minitab軟件成為進行多因子試驗驗證的較為方便的工具。
1 激光焊接在電池制造過程中的應(yīng)用
激光焊接原理:使用高能激光束將金屬工件熱熔,使待焊接金屬形成熔池相互融合達到焊接目的。
激光焊接是一種高效精密的焊接方式,具備焊接變形小、易于實現(xiàn)自動化高速焊接、污染小、焊接精密等特點,適用于小巧精密的零部件,能滿足電池制造工藝中焊接工序的工藝要求。如模組Busbar焊接既要保證焊接后極柱不會因高溫出現(xiàn)密封效果損傷,又要保證車輛在各種工況下極柱與導電排間焊接強度合格不會出現(xiàn)斷裂。而激光焊接能將焊接能量降至最低形變小的特點,能最大程度保證焊接強度和焊接溫度的要求。同時,由于當下電池零部件多為鋁制金屬件,存在一定的反射性,對焊接效果會有影響。因此,對焊接設(shè)備的參數(shù)要進行優(yōu)化,保證工藝參數(shù)達到最優(yōu)。
本文以模組Busbar激光焊接為例,選用正選波形,模擬使用鋁制導電排與極柱焊接的參數(shù),焊接功率、焊接速度、離焦量、焊接周期、焊接振幅、保護氣體流量6個參數(shù)作為影響因子,使用Minitab軟件對此6個因子進行DOE分析。
2 試驗方案
2.1 確定試驗?zāi)康募爸笜?/h3>
首先要確定焊接設(shè)備參數(shù)調(diào)整的最終目的,即確認目的因子(響應(yīng)因子),本次驗證選取焊接熔深、熔寬作為目的因子。若選擇的目的因子為主觀判定因子則需根據(jù)需求制定評分規(guī)則。如:焊縫外觀、焊渣飛濺、大小等。
2.2 確認6個影響因子參數(shù)的高低水平
試驗前需確認每個因子高低水平(-1,1),其中-1為低水平、1為高水平。選取的高低水平要保證各因子在高低水平之間是按照線性影響目的因子。若選取的高低水平中間的影響呈拋物線形式則無法順利計算擬合出結(jié)果。此外,選取的高低水平需根據(jù)材料的材質(zhì)、厚度、表面粗糙度等進行相應(yīng)匹配,否則均會影響擬合結(jié)果。本次實驗選用參數(shù)及高低水平如表1所示。
表1 實驗選用參數(shù)及高低水平
因子因子名稱高水平低水平 A功率/W3 0004 000 B速度/(mm/s)200300 C離焦量/mm06 D脈寬/mm0.61.0 E頻高/mm0.61.0 F保護氣/(L/min)210
2.3 設(shè)計實驗
使用Minitab打開,選擇DOE模塊,創(chuàng)建因子設(shè)計。可根據(jù)自身需求選擇全因子設(shè)計、1/2因子設(shè)計、1/4因子設(shè)計、1/8因子設(shè)計等。Minitab會根據(jù)選擇及因子高低水平生成對應(yīng)的實驗組。此步驟也可根據(jù)實際需求組合因子,設(shè)計對應(yīng)的試驗設(shè)計。
也可以使用正交試驗方法,有效降低試驗次數(shù)。但考慮到驗證前無法判斷各因子及其交互因子影響的大小,本文采用全因子設(shè)計,得出所有因子及其相互因子的影響。本次采用6因子全因子水平設(shè)計,填入高低水平后可得如下64組參數(shù)方案,如表2所示。
表2 六因子DOE實驗方案表
運行序中心點區(qū)組功率/W速度/(mm/s)離焦量/mm脈寬/mm頻高/mm保護氣/(L/min) 1113 0002006112 2113 00020000.60.62 3113 000350010.62 …… 63113 00035061110 64113 0003500112
2.4 熔深熔寬數(shù)據(jù)處理
為保證數(shù)據(jù)準確性,每組焊接參數(shù)保證多組數(shù)據(jù),本次試驗每組參數(shù)焊接多個零部件,對焊縫進行切割打磨金相檢測得到多組熔深熔寬參數(shù),表3為運行序1的熔深熔寬參數(shù)。
表3 運行序1熔深熔寬示例表
功率/W速度/(mm/s)離焦量/mm周期/mm振幅/mm保護氣/(L/min)熔深1/mm熔寬1/mm熔深2/mm熔寬2/mm 3 00020061121.936 73.307 42.024 62.517 2 1.732 02.363 51.973 32.378 2 1.871 22.458 61.572 02.246 4 2.141 82.605 02.178 42.392 6
每個運行序去除每參數(shù)中的最大值和最小值,其余值取平均數(shù),可得出1個熔深值、1個熔寬值。
3 試驗結(jié)果分析
待得出熔深、熔寬參數(shù)值后將參數(shù)按照表2所示順序,導入至Minitab中,對參數(shù)進行擬合分析,以本次實驗結(jié)果熔寬A為例。
3.1 初步因子分析
對數(shù)據(jù)進行因子分析,選擇所有因子,可得出一個初步方程及一個相應(yīng)Pareto圖,6因子相互交互相很多,因此需辨別其中主要交互項,從圖1中可直觀辨別出重要因子。
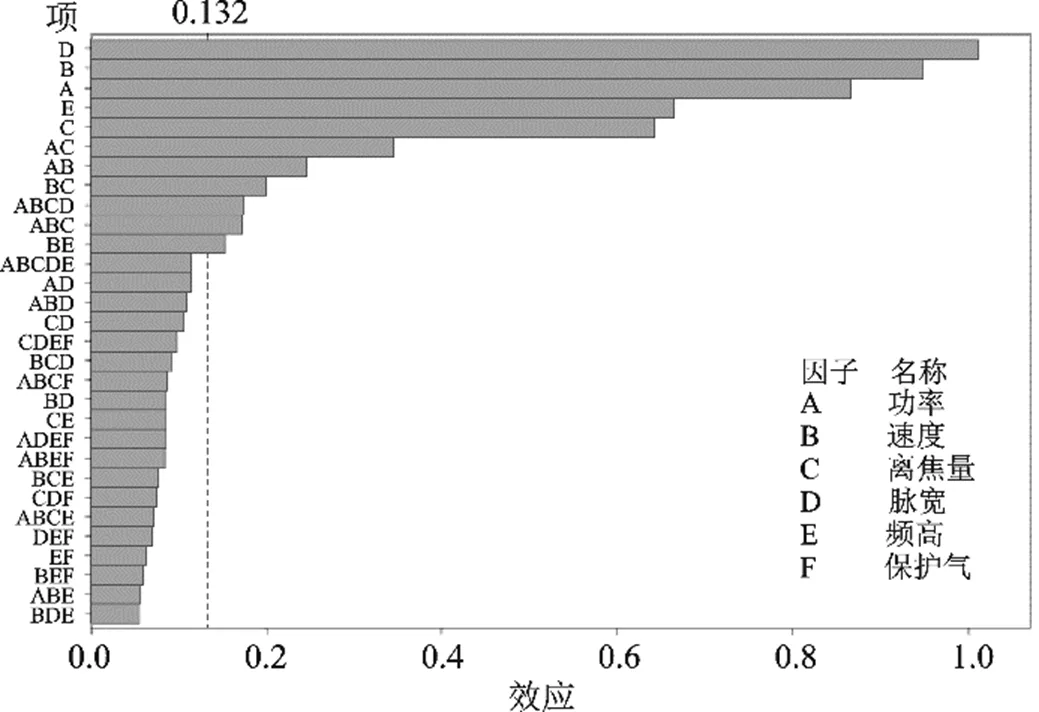
圖1 全因子效應(yīng)Pareto圖
3.2 因子優(yōu)化分析
第一步結(jié)束后得出一個較長的方程,但此時因F值,P值均無法計算,無法得出殘差圖,根據(jù)圖1及需求重新選擇因子及交互因子。
選擇D、B、A、E、C、AC、AB、BC、ABCD、ABC、BE、ABCDE、AD因子再次進行因子分析。此時可順利得出方差,并得到殘差圖、方差圖、正態(tài)概率圖等,如圖2-圖7所示;圖2與圖3反映出此次計算結(jié)果中仍帶入了部分不明顯因子及其交互因子。
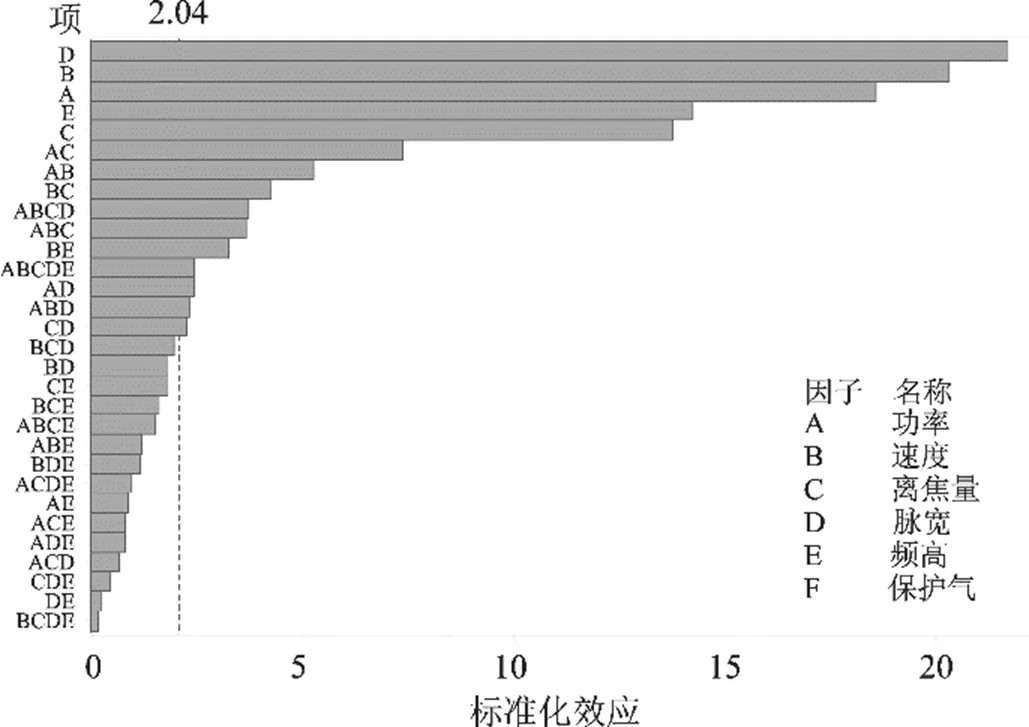
圖2 效應(yīng)Pareto圖
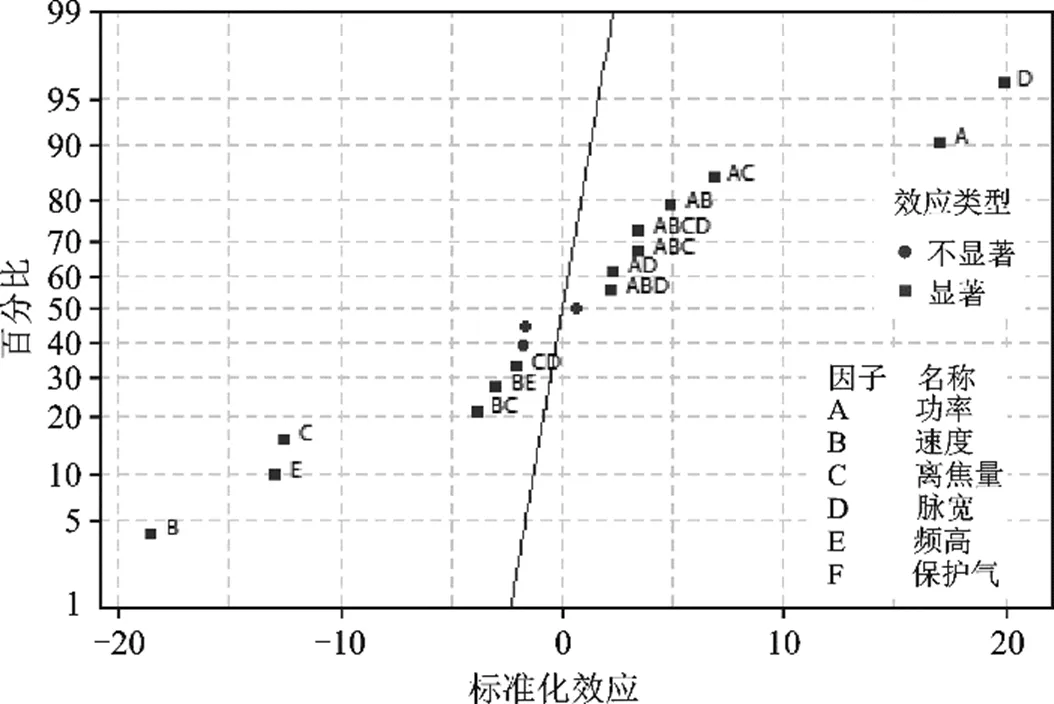
圖3 標準化效應(yīng)正態(tài)圖
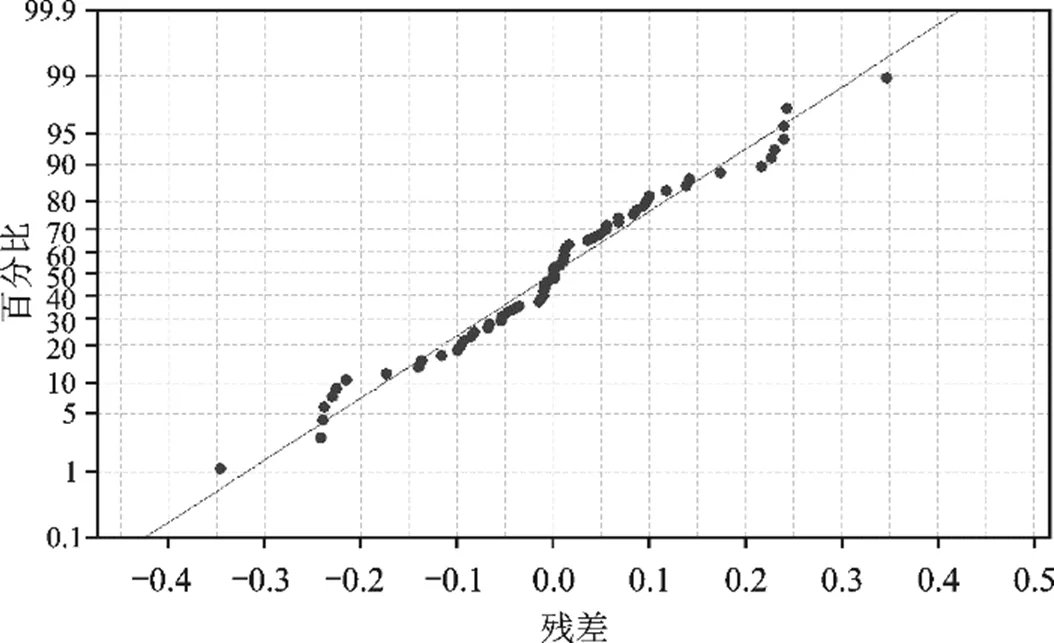
圖4 殘差正態(tài)圖
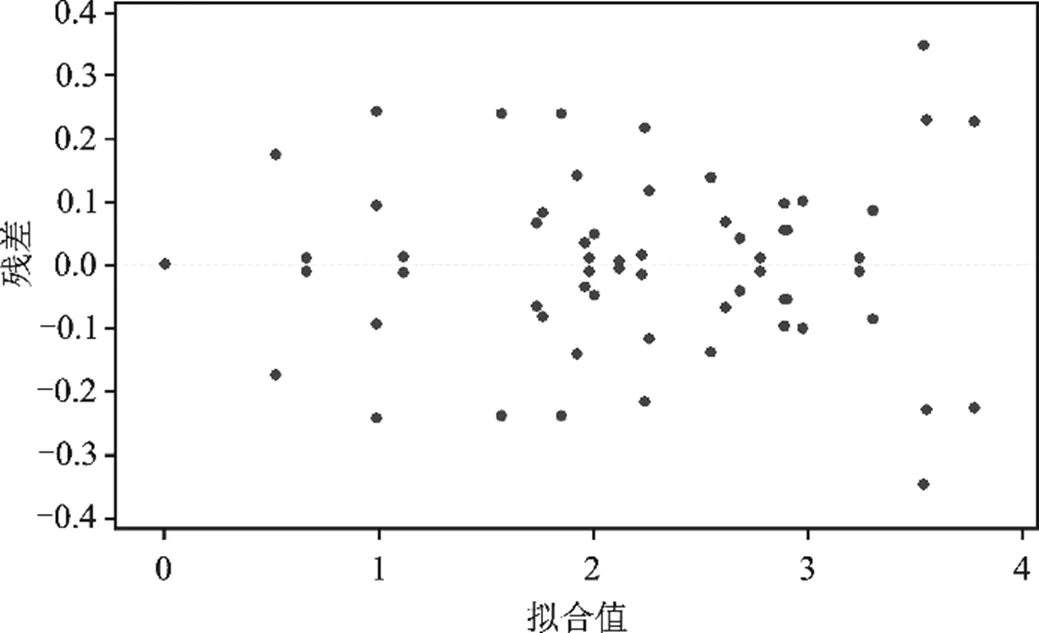
圖5 殘差與擬合值
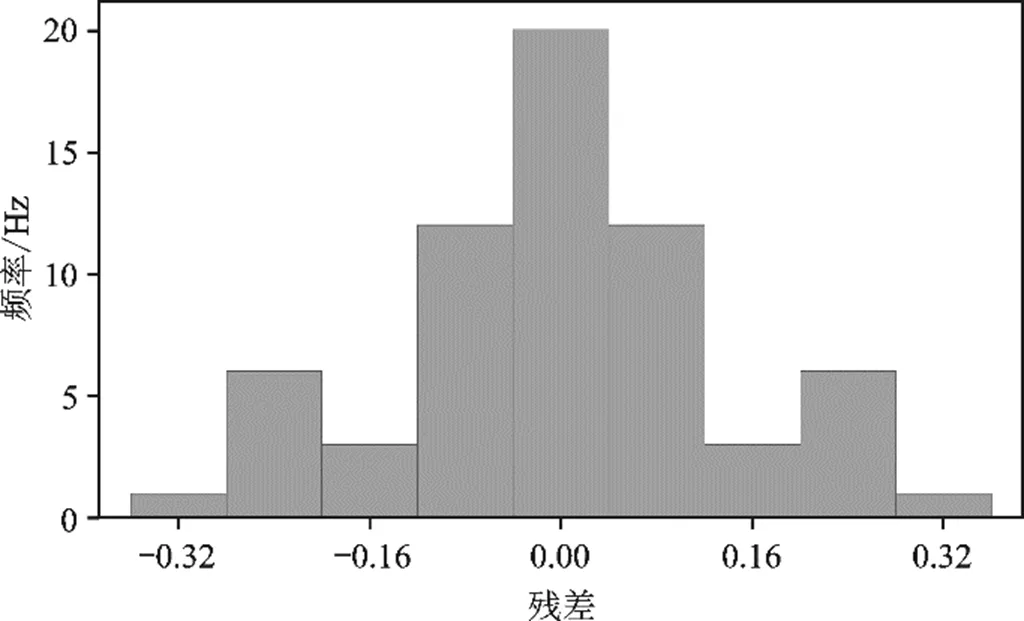
圖6 殘差直方圖
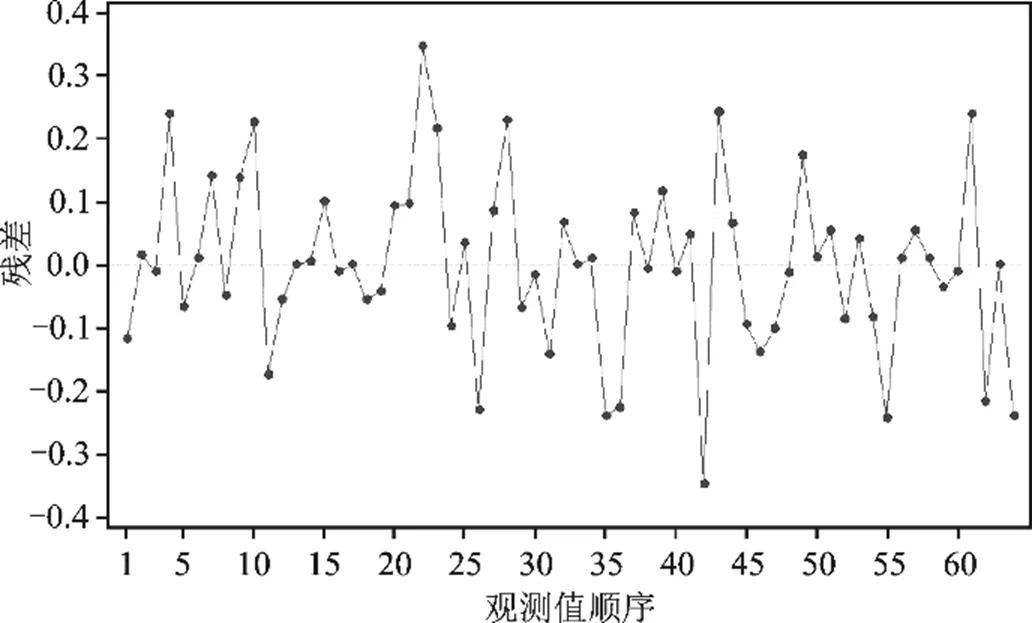
圖7 殘差與順序
從圖3-圖7中可以判斷此回歸方程是相對較為準確的方程,以未編碼單位表示的回歸方程為
熔寬A=?22.5+0.007 17功率+0.090 4速度+
5.63離焦量+24.3脈寬+34.8頻高?
0.000 027功率×速度?0.001 57功率×
離焦量-0.006 68功率×脈寬?0.010 27
功率×頻高?0.025 3速度×離焦量?
0.085 7速度×脈寬?0.139 1速度×
頻高?4.97離焦量×脈寬?10.34
離焦量×頻高?34.0脈寬×頻高+
0.000 007功率×速度×離焦量+
0.000 026功率×速度×脈寬+0.000 039
功率×速度×頻高+0.001 47 功率×
離焦量×脈寬+0.002 86功率×
離焦量×頻高+0.010 37功率×
脈寬×頻高+0.021 3速度×
離焦量×脈寬+0.042 3速度×
美國政府高度重視科技創(chuàng)新,率先組織實施各類科技創(chuàng)新計劃,如曼哈頓計劃、人類基因組計劃以及信息高速公路計劃等[3]。2007年,美國的次貸危機對美國甚至全球經(jīng)濟產(chǎn)生了巨大沖擊,為了激活美國經(jīng)濟,聯(lián)邦政府于2009年[4]、2011年[5]、2015年[6]相繼發(fā)布了結(jié)合時代背景的《美國創(chuàng)新戰(zhàn)略》,對實現(xiàn)美國經(jīng)濟增長和持續(xù)創(chuàng)新具有重大的推動作用。以下將對3版美國創(chuàng)新戰(zhàn)略進行比較分析。
離焦量×頻高+0.126 5速度×脈寬×
頻高+10.89離焦量×脈寬×頻高-
0.000 006功率×速度×離焦量×
脈寬?0.000 012功率×速度×
離焦量×頻高?0.000 038功率×
離焦量×脈寬×頻高?0.044 8速度×
離焦量×脈寬×頻高+0.000 013功率×
速度×離焦量×脈寬×頻高
本次計算過程中帶入了交互因子的上一層交互,可以根據(jù)自身需求對結(jié)果繼續(xù)進行優(yōu)化得出自己可使用的結(jié)果。
3.3 因子相應(yīng)圖分析
回歸方程因單位量級等的不同,無法直觀感受到主因子及其交互作用對相應(yīng)因子的影響。因此,可對響應(yīng)因子熔寬A進行因子圖(圖8,圖9)分析,查看熔寬受主因子及其交互作用圖,通過圖示能更直觀看出各因子對響應(yīng)因子熔寬A的影響。
圖中可看出保護氣對熔寬幾乎無影響,因此在回歸方程及效應(yīng)圖中均無保護氣流量的相關(guān)因子,可得知各參數(shù)變動對熔寬A的影響趨勢。
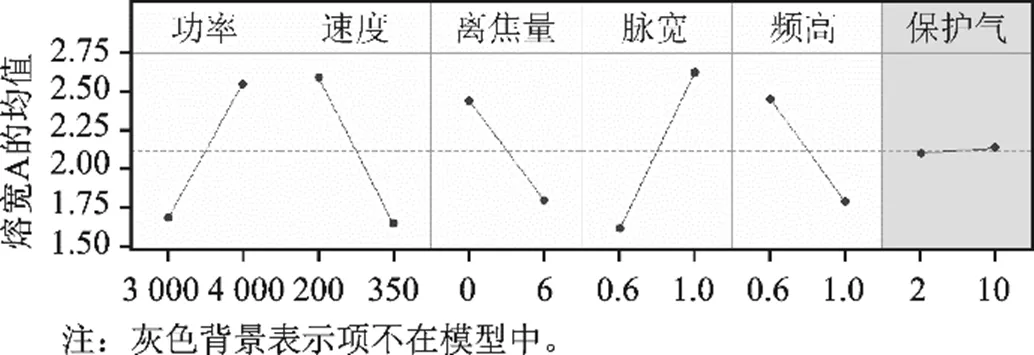
圖8 熔寬A主效應(yīng)圖
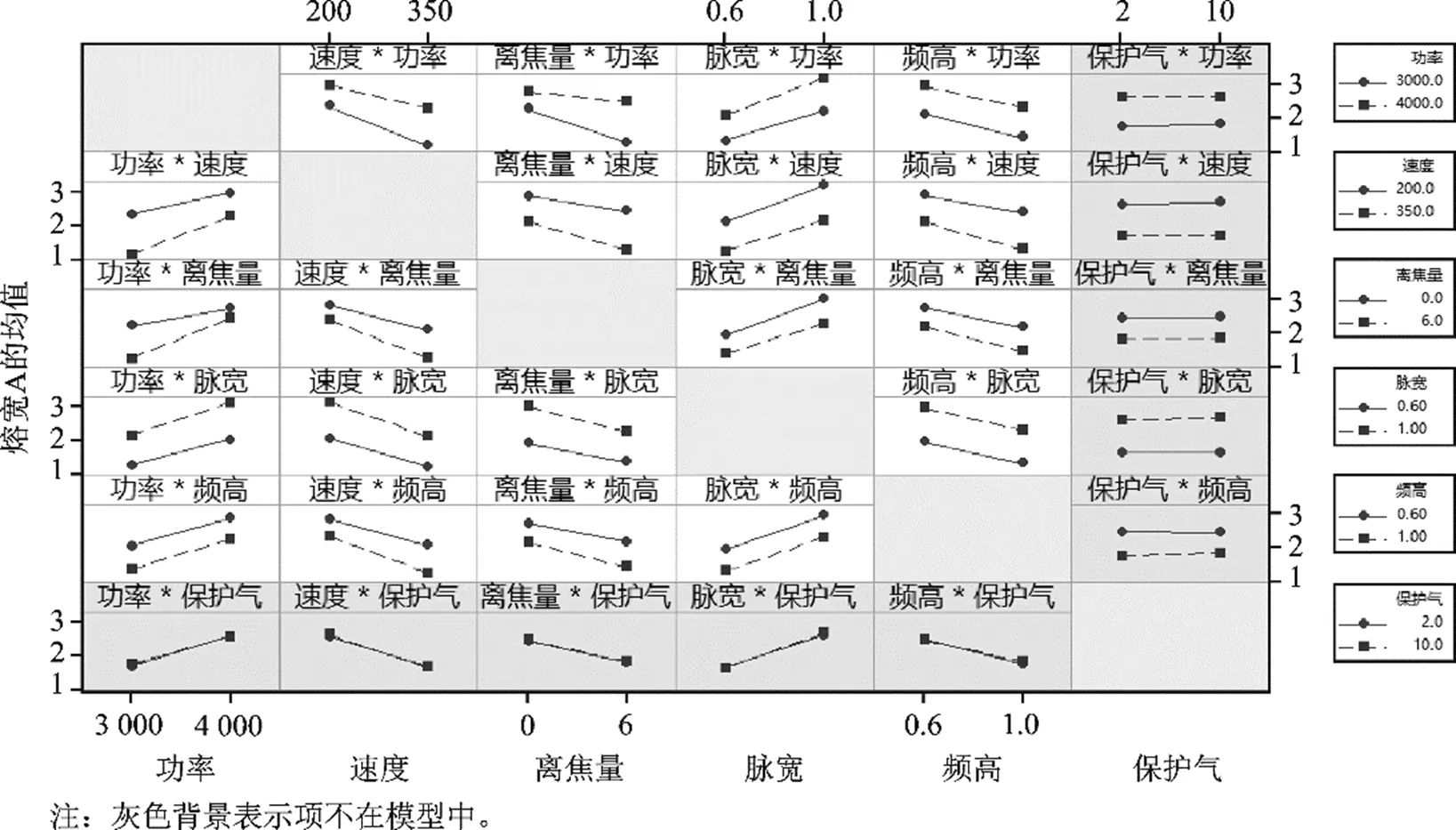
圖9 熔寬A交互作用圖
3.4 驗證結(jié)論
通過本輪試驗驗證結(jié)果,可得知此設(shè)備對熔寬的影響:脈寬>速度>功率>頻高>離焦量>其他交互作用。
4 優(yōu)解預(yù)測
其他參數(shù)也可通過此方法得到參數(shù)實驗結(jié)果,同時可通過Minitab中相應(yīng)優(yōu)化模塊,計算處理輪最優(yōu)參數(shù)解。假設(shè)目標熔深為0.95 mm,目標熔寬為2.0 mm,則模擬計算出最優(yōu)解,如圖10所示:功率為3 996.72 W;速度為332.15 mm/s;離焦量為1.81 mm;脈寬為0.77 mm;頻高為0.96 mm;保護氣為10 L/min。
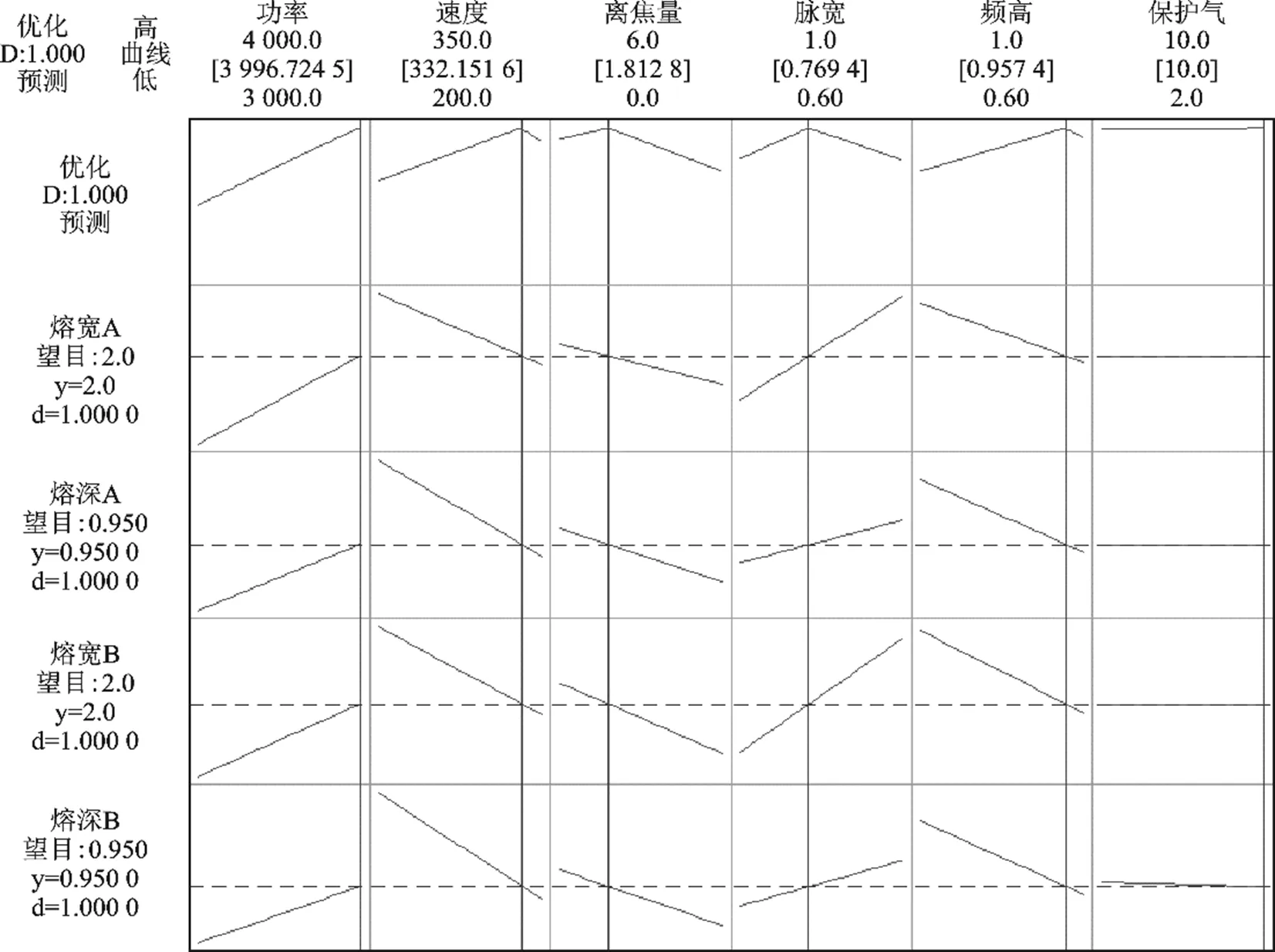
圖10 最優(yōu)解預(yù)測圖
因?qū)嶋H焊接受環(huán)境、工裝、設(shè)備參數(shù)取整等其他因素影響,模擬出的期望參數(shù)一般僅作為參考參數(shù)使用,要根據(jù)實際情況進行調(diào)整。
從各組參數(shù)變化對熔深A(yù)的效應(yīng)圖可得知:激光焊接優(yōu)解具有非唯一性,低焊接功率低焊接速度與高焊接功率高焊接速度組合出的參數(shù)、焊接效果均可以達到相同的效果,需要根據(jù)目的選擇自己的優(yōu)等參數(shù)。
5 結(jié)語
DOE驗證作為試驗方法,理論計算值更多的是作為參數(shù)調(diào)整的參考依據(jù),實際要根據(jù)自己需求選取優(yōu)等參數(shù)。
根據(jù)自己需求選擇因子設(shè)計,因子越多試驗組別數(shù)越多,因子相互作用選擇越多所需組別數(shù)也越多,擬合的結(jié)果也更接近實際,同時結(jié)果也更復雜多變。但實際上設(shè)備參數(shù)調(diào)試過程中部分因子的相互作用對熔深熔寬的影響極小,在主要因子的作用下此部分可忽略不計。因此,可根據(jù)設(shè)備自身性能對擬合結(jié)果進行進一步優(yōu)化,有助于更快得到想要的結(jié)果。
[1] 陶武,楊上陸.鋁合金激光焊接技術(shù)應(yīng)用現(xiàn)狀與發(fā)展趨勢[J].金屬加工(熱加工),2021(2):1-4.
[2] 趙宇龍.激光焊接技術(shù)在動力電池制造中的應(yīng)用[J].世界制造技術(shù)與裝備市場,2022(3):64-68.
[3] 郭正松.基于DOE的激光焊接工藝優(yōu)化研究[J].現(xiàn)代信息科技,2019,3(12):165-167.
[4] 周濤,金雄飛.5-異辛基水楊醛肟氨肟化及Minitab參數(shù)優(yōu)化[J].徐州工程學院學報(自然科學版),2021,36 (2):1-6.
[5] 趙娜,劉林波.DOE實驗設(shè)計方法在重型汽車中的應(yīng)用研究[J].汽車實用技術(shù),2018,43(13):92-93,104.
[6] 馬逢時,蔡霞.基于全因子實驗設(shè)計的薄壁塑件成型工藝[J].合成樹脂與塑料,2020,37(5):59-62.
Optimization of Process Parameters of Module Laser Welding with DOE Based on Minitab
FAN Yuyang, CHEN Yafeng, ZHAO Jiahao, FENG Zhangchao
( China Lithium Battery Technology Company Limited, Luoyang 471000, China )
In recent years, with the development of technology, the application of laser welding is gradually popularized, and laser welding is widely used in manufacturing industry,especially automobile manufacturing industry. At present, laser welding is widely used in lithium-ion battery manufacturing, such as module Busbar welding. Laser welding has many advantages, such as high welding speed, small deformation and high precision, it also has higher requirements for tooling and welding parameters. Reflective lens and other components, different equipments have similar welding properties, and welding parameters have mutual influence, which jointly affect the welding quality. In order to obtain better welding quality, in addition to the basic functional performance acceptance of new equipment, the influence between equipment parameters should be further obtained, so it is necessary to verify the parameters of laser welding equipment in an all-round way. It has become an important research aspect for welding process engineers to carry out multi-factor parameter verification tests and study the influence of the interaction between equipment parameters on welding quality. In this paper, the commonly used welding parameters are selected for design of experimen (DOE) verification, and the degree of factor interaction is obtained, and the theoretical optimal solution is calculated and optimized by Minitab tool.
Lithium-ion battery; Manufacturing process; Laser welding parameters; DOE; Module Busbar welding
U469.72
A
1671-7988(2023)20-145-06
10.16638/j.cnki.1671-7988.2023.020.029
范玉陽(1995-),男,助理工程師,研究方向為動力電池集成工藝,E-mail:863101192@qq.com。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52