404 Not Found
404 Not Found
基于微鉆平臺金剛石鉆頭微燒出刃研究
黃 偉
(桂林金剛石工業有限公司,廣西 桂林 541100)
0 引言
鉆探工程中經常遇到的堅硬致密弱研磨性地層,即所謂的“打滑巖層”,在鉆探施工過程中,鉆頭唇面金剛石不出刃或出刃微小,鉆進效率極低,鉆頭磨損很小,出現鉆頭拋光和打滑現象。對此,施工人員常采用人工出刃方法,其中孔底干磨法是比較常用的一種方法,在鉆進中人為地短時間關閉循環水,加大鉆進壓力,使鉆頭與巖石直接磨檫,輕燒鉆頭,使磨鈍的金剛石脫落,露出新的金剛石。但這種方法容易造成燒鉆事故的發生[1]。
1 微燒出刃原理與意義
通過孔底干磨微燒鉆頭出刃的技術最初由施工人員在水泵故障導致的輕微燒鉆中發現,早期的鉆探技術人員在施工中鉆遇打滑地層,發生水泵故障,出現了輕微燒鉆,在故障排除后,反而鉆頭變得鋒利,鉆進效率提高,對于這種情況,鉆探技術人員不斷總結積累形成了現有的孔底干磨出刃的方法。該技術通過在孔底短時間關閉循環水,加大壓力,使鉆頭與巖石直接接觸產生熱量,達到一定溫度后就會輕燒鉆頭,使金剛石脫落,露出新的鋒利金剛石,達到出刃效果。金剛石鉆頭在工作過程中,由于金剛石和胎體與巖石和巖屑摩擦產生熱量而升溫,在沖洗液的作用下,升溫到一定程度后,存在一種熱平衡狀態,時間為4~5 s,即胎體溫度先增至一定值,隨后穩定不變。但是如果由于鉆頭冷卻不良或沖洗液突然停止,就會使鉆頭發生微燒甚至“燒鉆”。由于冷卻不良,當胎體溫度達600 ℃時鉆頭發生微燒,金剛石表面產生暗色氧化物,胎體表面形成藍色斑點;如果突然停止沖洗液,而鉆頭繼續運轉40~60 s,則胎體溫度可達900 ℃左右,就會出現“燒鉆”事故,此時胎體呈橘紅色,部分胎體黏附在巖石上,而水口將可能消失。
微燒出刃技術作為一種人工出刃方法,適用于小功率設備和鉆頭參數調整困難的場合,對提高堅硬弱研磨性地層的鉆進效率有重要作用。但該技術也存在一定燒鉆風險,需要豐富的施工經驗和嚴格控制,以避免燒鉆事故發生。
2 鉆頭的紅硬性
紅硬性是評價鉆頭抗高溫性能的重要指標。它反映鉆頭材料在高溫下保持硬度和強度的能力。紅硬性好的鉆頭,高溫下材料性能變化小,抗氧化和抗軟化能力強,更能耐高溫和高載荷作用,具有較長的使用壽命。影響鉆頭紅硬性的主要因素:
(1) 材料選擇。金剛石和胎體材料的熔點越高、熱膨脹系數越小、氧化越難,紅硬性越好。例如通過添加W、Mo、Cr等元素可以提高金屬材料的紅硬性。
(2) 組織結構。材料的密度高、晶粒度細、含碳量低,紅硬性越好。這是因為密集細晶結構和低碳量有利于抑制高溫下金屬間的擴散和相變。
(3) 加工工藝。精密的燒結和擴散工藝可以產生組織致密的鉆頭,紅硬性較好。而高溫時材料受熱不均,結構松散,紅硬性較差。
(4) 溫度場控制。在鉆探過程中,溫度越高、溫差越大,會導致材料的性能衰減越快,紅硬性越差。控制鉆頭溫度平穩在900 ℃以下,有利于提高紅硬性。
(5)合理設計。簡單緊湊的鉆頭結構有利于熱量快速傳導和排出,溫度分布均勻,材料性能持續穩定,紅硬性較好。
紅硬性的高低直接影響鉆頭的耐高溫和抗疲勞能力。紅硬性高的鉆頭,不僅具有更高的使用溫度上限和更長的連續工作時長,而且使用壽命通常較長。
3 微燒出刃的試驗方案
為進一步了解不同胎體鉆頭在孔底干磨時出刃情況,開展了微型巖心鉆進試驗,采用自行研制的微型巖心試驗鉆機,如圖1所示,鉆機轉速700 r/min,壓力800 N,鉆進巖石為9級左右花崗巖方磚。試驗采用28/20微型取心鉆頭(圖2),先將制作好的鉆頭在微型試驗臺鉆進鐵塊使鉆頭金剛石磨鈍,然后在花崗巖上鉆進確定鉆頭打滑后關閉水泵,輕燒鉆頭30 s至60 s,繼續鉆進,判斷鉆頭出刃情況。

圖1 微型巖心試驗鉆機

圖2 28/20微型鉆頭
3.1 胎體耐磨性對微燒出刃的影響
3.1.1 試驗配方
鉆頭胎體主要由骨架材料和粘結金屬組成,其中骨架材料主要是WC、Fe等材料,為對比不同耐磨性胎體配方在微燒至出刃所用時間,按照表1所示配方燒制鉆頭6個,其中X粉料為某公司生產的預合金粉料,金剛石目數40/45,濃度70%,燒結溫度920 ℃,碳化鎢質量分數從10%~35%,含量越高代表胎體的耐磨性越強,雖然鐵的含量增加也會提高胎體耐磨性,但碳化鎢的耐磨性遠超鐵元素,因此碳化鎢含量高的胎體整體耐磨性更高。
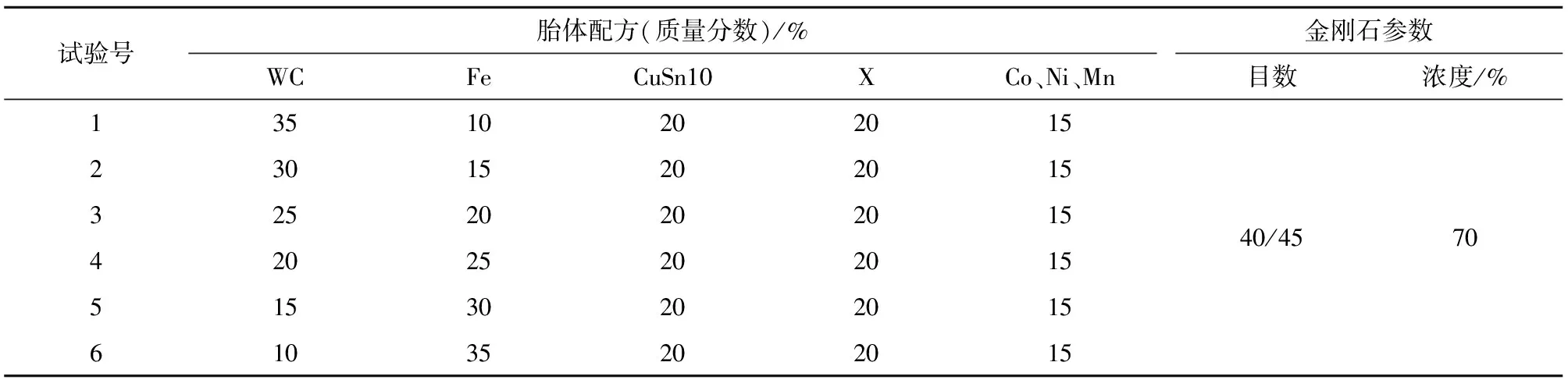
表1 鉆頭試驗胎體配方
3.1.2 試驗結果
鉆頭在鐵塊上磨鈍后,鉆進花崗巖確認鉆頭打滑后關閉水泵,開始計時,觀察到鉆孔中先冒出白煙(水汽),然后白煙減少,有輕微黑色煙霧,伴有燒焦的氣味,說明孔底水分已蒸發完,鉆頭底唇面已有600 ℃以上,繼續微燒5 s左右,抬起鉆頭,通水冷卻至常溫,此時可通過用手觸模判斷金剛石是否出刃,然后使用鉆頭繼續鉆進花崗巖,鉆頭能有效鉆進說明已微燒出刃(圖3),微燒出刃的鉆頭使用超眼150倍放大后,可觀察到金剛石已出露,與普通出刃不同,微燒出刃的鉆頭表面不平整,有明顯的凹坑,是因為胎體在高溫下變軟被巖粉擠壓脫落后形成高低不平的狀態。沒有出刃的鉆頭,可繼續用鐵塊磨鈍后,按上述方式將鉆頭底唇面燒至600 ℃以上后,加長繼續微燒時間,重復幾次后,便可得出微燒出刃所需要的時間。經過試驗后,得到表2所示結果。

表2 不同耐磨性胎體微燒出刃時間

圖3 微燒出刃的金剛石
微燒出刃的用時隨著胎體耐磨性的降低而遞減,但差別并不明顯,相差不到10 s,在WC比重降到20%以下,所用時間差別不大。
3.2 胎體粘結劑對微燒出刃的影響
3.2.1 試驗配方
鉆頭胎體粘結金屬隨著預合金粉的使用,種類繁多,多數是由鐵銅鎳組成,粘結對金剛石鉆頭的影響主要是胎體燒結融熔溫度提高,胎體紅硬性不同,傳統的663Cu配方對比Cu-Sn合金粉,有更高的融熔溫度和高的紅硬性,Sn、Zn等低熔點金屬元素的加入能降低燒結溫度,但也同時降低胎體的紅硬性。因此,選擇663Cu配方和Cu-Sn粘結劑的鉆頭配方作為實驗配方,燒制鉆頭2個,如表3所示。

表3 鉆頭胎體配方
3.2.2 試驗結果
鉆頭在鐵塊上磨鈍后,進行微燒試驗,結果如表4所示,試驗對比663Cu較Cu-Sn粘結劑胎體微燒時間明顯增加,不難解釋,隨著鉆頭胎體紅硬性的提高,鉆頭在高溫的環境下仍有相對較高的耐磨性,因此要更長時間出刃。
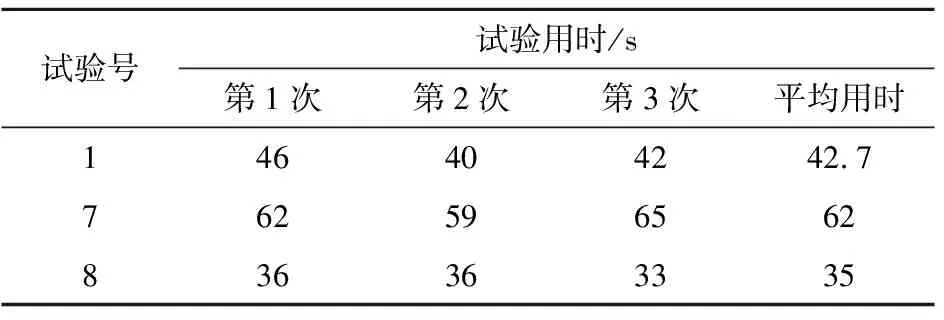
表4 不同粘結劑胎體微燒出刃時間
3.3 金剛石粒度對微燒出刃的影響
3.3.1 不同粒度金剛石試驗方法
配方仍選擇表1中的1號配方,金剛石濃度70%,使用中南金剛石2290牌號,金剛石目數分別為30/35,35/40,40/45,45/50,制作出試驗號為9~11的鉆頭,將制作出的鉆頭在鐵塊上磨鈍后,進行微燒鉆進試驗,結果如表5所示。
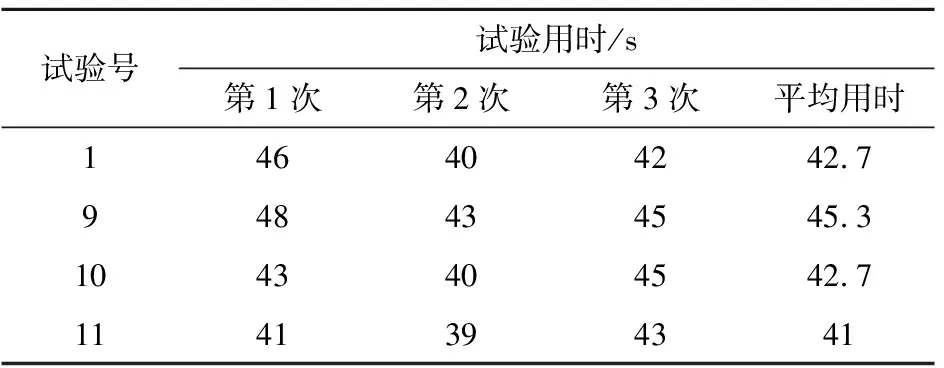
表5 不同金剛石粒度胎體微燒出刃時間
通過試驗對比,金剛石的粒度對微燒出刃的時間沒有明顯的影響,分析其主要原因,金剛石粒徑從0.2 mm到0.5 mm之間,雖然粒徑差別很大,但胎體與巖石磨擦產生的熱量呈遞度變化,離胎體唇面越近,溫度越高,達到微燒所需溫度時,在離唇面0.5 mm范圍內都是高溫區,胎體已接近熔融,無論粒度大小,胎體都把持不住金剛石。
4 結論
(1)不同耐磨性胎體對微燒出刃時間的影響隨著胎體耐磨性的降低而遞減,試驗結果顯示,鉆頭胎體耐磨性增強,微燒出刃時間增加,但相差在10 s左右。當碳化鎢質量分數降至20%以下,微燒出刃時間差異不大。這表明當胎體的耐磨性降至一定程度后,微燒出刃時間主要取決于胎體接近熔點所需的熱量,而不是胎體的硬度。
(2)胎體粘結劑的選擇對微燒出刃時間有較大影響。高熔點高紅硬性的胎體,如采用663Cu黏結劑,微燒出刃時間明顯增加。這是因為高熔點胎體在高溫下仍具有較高的硬度,難以達到熔融狀態,需更長時間達到出刃所需溫度。
(3)金剛石粒度對微燒出刃時間的影響不大。在0.2~0.5 mm的粒度范圍內,雖然粒徑差異較大,但考慮到高溫區主要集中在胎體唇面0.5 mm內,當達到一定溫度后,胎體已基本失去抓持金剛石的能力,所以金剛石粒度大小對出刃時間的影響不大。
(4)微燒出刃技術是一種有效的人工出刃方法,適用于小功率設備和參數難以調整的情況。但在實際應用中,不同于微鉆平臺可觀察到各種試驗現象,鉆頭深埋孔底很難判斷出鉆頭的出刃情況,微燒出刃存在一定風險,需要豐富的施工經驗,并嚴格控制燒鉆時間和溫度,以避免造成燒鉆事故。