基于改進遺傳算法的三軸數控雕刻加工路徑優化方法
2023-11-02 05:10:22燕相松
九江學院學報(自然科學版) 2023年3期
燕相松
摘要:為提升雕刻產品光順性,設計基于改進遺傳算法的三軸數控雕刻加工路徑優化方法。文章以三軸數控雕刻刀軸矢量運動平穩性為目標,建立刀軸矢量優化模型。在遺傳算法內引入模擬退火算法,處理適應度函數,即最短路徑值。按照Metropolis準則,調整接受概率,判斷種群是否需要更新,完成遺傳算法的改進。通過改進遺傳算法求解該模型,獲取最短路徑優化結果。實驗證明:該方法可有效縮短刀具切削距離與空行距離;優化加工路徑后,雕刻產品光順效果較優,產品線條連續性較佳。
關鍵詞:改進遺傳算法,三軸數控,雕刻加工,路徑優化,刀軸矢量,模擬退火
中圖分類號:TH166
文獻標識碼:A
文章編號:1674-9545(2023)03-0023-(05)
DOI:10.19717/j.cnki.jjun.2023.03.005
三軸數控雕刻機為自動加工設備,依據指定線路完成切削加工,剔除產品不需要的部分,在機械與廣告等控制領域均有應用。為加快產品加工效率,提升產品加工質量,需優化產品加工路徑。麥啟明等人研究的成果,以一個可行解為起點,處理需雕刻產品的NC文件,結合加工規則,獲取最優路徑,該方法可有效優化路徑,加快雕刻效率[1]。廖義輝等人將路徑優化問題變更成廣義旅行商問題,在變鄰域搜索算法內,引入進給搜索混合動態規則算法,幫助跳出局部最優,利用改進變鄰域搜索算法求解優化問題,該方法可有效優化路徑,縮短工作時間[2]。但上述方法僅提升了產品雕刻效率,并未考慮產品雕刻的光順性,無法確保產品雕刻線條的連續性;還存在迭代慢、迭代收斂困難等問題。改進遺傳算法在求解優化問題時,可快速得到全局最佳解,加快收斂速度。為此設計基于改進遺傳算法的三軸數控雕刻加工路徑優化方法,提升產品雕刻的光順性。
1三軸數控雕刻加工路徑優化方法
1.1三軸數控雕刻機控制結構
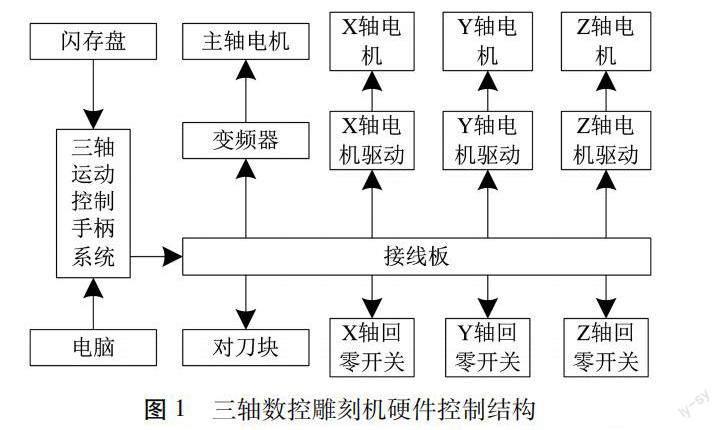
三軸數控雕刻機的硬件控制結構如圖1所示。
三軸運動控制手柄系統通過數字信號處理芯片處理G代碼指令,獲取控制X、Y、Z軸運動信號,傳輸至電機驅動內,電機驅動按照接收信號,驅動X、Y、Z軸的步進電機。
由Z軸回零開關控制產品雕刻最大位移硬限位,其余兩軸負責控制主軸最大位移。三軸數控雕刻機中包含孔加工、輪廓加工。雕刻過程中,選擇低速豎直下刀方式,避免刀尖損壞,選擇直線相切的進刀方式,避免產品雕刻時切傷側壁,生成的路徑需要與其余產品進行干涉檢查。
1.2三軸數控雕刻加工的有向圖最短路徑模型
以三軸數控雕刻加工時,刀軸矢量運動平穩性為目標,構造三軸數控雕刻刀軸矢量的優化模型。將刀軸矢量優化模型轉化成有向圖最短路徑模型,即將優化目標的求解問題變更成求解有向圖最短路徑問題。利用改進遺傳算法求解有向圖最短路徑問題,獲取的最短路徑就是刀具姿態按照刀具路徑變化最小的路徑,即刀具姿態按照該刀具路徑的刀軸整體光順性最佳,確保三軸數控雕刻過程中刀軸矢量的整體光順性。
刀軸不間斷無干涉條件分析中需設置兩條假設,假設1是刀觸點序列離散性小。在一條刀具路徑中,鄰近刀觸點的離散可達方向存在一致的刀具姿態,同時鄰近刀觸點均選擇該刀具姿態,確保鄰近刀觸點在該刀具方向中不間斷無干涉。假設2是設置大量的刀具離散參考方向,且分布均勻,符合刀軸不間斷無干涉,能夠均勻劃分高斯球面,得到規范的刀具離散參考方向數量。
三軸數控雕刻加工過程中刀軸運動學的約束條件如下:
令產品是B,刀觸點是Ai,刀觸點編號是i,i∈n;B的不間斷曲面是S,刀具半徑是r,三軸數控雕刻加工中球頭銑刀與S在Ai處接觸,刀軸矢量是Tij,可達刀具方向是j,j∈m;Ai位置時S的單位法矢是nAi。依據上述信息,便可求解與Ai相應的刀位點A′i。
B的坐標系下,各A′i位置時,通過旋轉三次坐標可獲取刀軸姿態Vij,Vij和+Z軸方向的夾角是αij,Vij和-Y軸方向的夾角是βij。
針對三軸數控雕刻加工時一條刀具路徑,在刀具由Ai的一個可達刀具姿態移至下一個Ai+1的可達刀具可達姿態情況下,刀軸矢量由Vijαij,βij轉換成Vi+1jαi+1j,βi+1j。
在G的坐標系下,由Ai至Ai+1的刀軸矢量變更公式如下:
其中,隨機數是λ。
令Aixi,yi,zi與Ai+1xi+1,yi+1,zi+1的坐標是已知的,能夠獲取Ai與Ai+1間的距離ΔSi,近似公式如下:
刀軸矢量由Ai至Ai+1的角速度的變化量如下:
其中,鄰近A′i的刀具姿態改變角速度約束值是η。令Vij,Vi+1j為三軸數控雕刻加工過程中,刀軸矢量光順度量指標。
分析三軸數控雕刻加工刀具路徑的關鍵依據為刀軸矢量光順性[3],按照刀具路徑的刀軸矢量總變化量,分析刀軸矢量光順性,公式如下:
其中,A′i的數量是n。
為此,三軸數控雕刻加工的刀軸矢量優化的目標函數為:
依據圖論原理,將式(5)的優化問題,變更成有向圖最短路徑模型,有向圖內的節點代表離散的刀具方向[4],有向邊為鄰近A′i的刀軸矢量變化量,邊的權值是連接各節點間有向邊的δi。
若一個刀具可達方向至下一個刀具可達方向的δi大于η,那么連接兩節點的邊無用,無需添加至有向圖模型內。
將式(5)的優化問題,變更成有向圖最短路徑模型后,利用改進遺傳算法求解該模型,得到由源點至第i個Ai的最短路徑。路徑中各節點均代表Ai的一個刀具姿態,最短路徑值即刀具姿態最小變化量,即刀具姿態光順性較優。
1.3基于改進遺傳算法的有向圖最短路徑模型求解
利用改進遺傳算法,求解三軸數控雕刻加工的有向圖最短路徑模型,具體步驟如下:
步驟1:種群編碼,令種群內各染色體長度是l,染色體內各基因均代表有向圖最短路徑模型內的一個節點,即Ai的一個刀具姿態,排序染色體各基因[5],即排序各Ai的各刀具姿態,三軸數控雕刻加工的有向圖最短路徑模型內節點集合是1,2,…,l;通過整數編碼方式,編碼染色體。
步驟2:求解種群適應度函數fd,各染色體的fd如下:
其中,第i個節點至第k個節點的距離是dik,i≠k。
fd代表遍歷有向圖最短路徑模型全部節點,同時回到源點的距離倒數。優化目標為選取fd較大的染色體,fd與路徑長短呈反比,與染色體質量呈正比。
步驟3:選擇、交叉與變異操作[6],按照式(6)求解fd,選取fd較優的染色體,去掉fd較差的染色體,獲取優秀染色體種群q,即最短路徑集合。自適應交叉概率與自適應變異概率,生成新染色體種群q′,通過改進基本遺傳算法的交叉與變異概率,幫助其快速跳出局部最優,自適應交叉與變異概率P′、P″如下:
其中,最大與平均適應度函數是fmaxd、favgd;交叉與變異中兩個個體適應度函數較大的值是f′d、fd;P′、P″的上限是P′max、P″max;P′、P″的上下幅值是P′u、P″u。
步驟4:引入模擬退化算法,退火拉伸處理fd,可提升算法的全局收斂速度,利于跳出局部最佳值;按照Metropolis準則,調整接受概率,判斷q′是否替換q。
令初始最高、最低溫度是Gmax、Gmin,以衰減函數Gh+1為降溫函數,公式如下:
Gh+1=θwGh ???(7)
其中,降溫系數是θ;權重是w;退火次數是h。
經由更新溫度,實現對fd的拉伸處理,加快改進遺傳算法的尋優效率。
在fd>Gmax情況下,改進遺傳算法前期,溫度下降速度快,求解各染色體的fd差距較小,降低極少數較優染色體充斥整個種群概率,避免出現早熟現象;在溫度按照θ倍率下降情況下,有向圖最短路徑模型求解結果近似的fd差距會提升,較佳染色體具備較高的優勢,避免種群結束進化。
按照接受概率對fd展開退化處理,如果三軸數控雕刻加工的有向圖最短路徑模型的求解結果是fd,那么目前解的路徑是fd1,新解的路徑是fd2,按照Metropolis準則變更種群規則,公式如下:
其中,當前溫度是G;初始溫度是G0。
在fd2
步驟5:設置迭代次數o=o+1,若o
步驟6:設置G′=αwG,若G′>Gmin,則返回至步驟2,反之,繼續步驟7。
步驟7:輸出最短路徑fdbest。
2實驗分析
以某三軸數控雕刻機為實驗對象,該雕刻機內包含變頻器與運動控制手柄系統等,具備快速點位運動性能,控制求解性能較優。利用文章方法優化該三軸數控雕刻加工路徑,分析文章方法雕刻加工路徑的有效性。
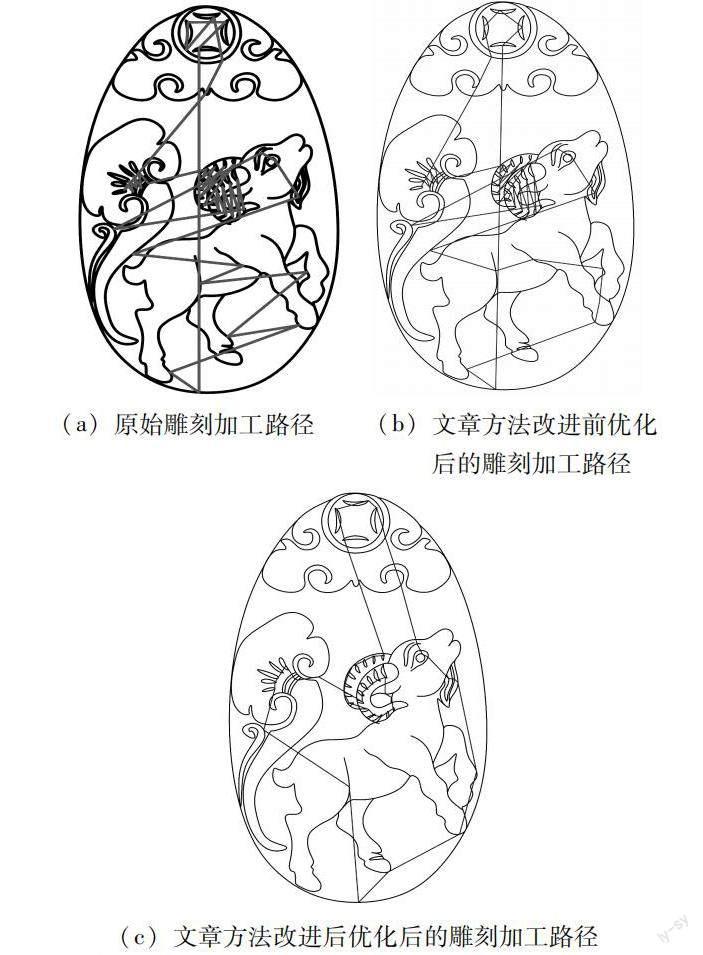
隨機選擇一個產品,利用文章方法優化該產品的雕刻加工路徑,優化后的雕刻加工路徑如圖2所示,圖中紅色線條代表空行路徑,黑色為雕刻加工路徑。
分析圖2可知,文章方法改進后優化的雕刻加工路徑,明顯短于原始雕刻路徑,同時也比文章方法改進前的雕刻加工路徑短。實驗證明:文章方法可有效優化雕刻加工路徑,縮短路徑長度。
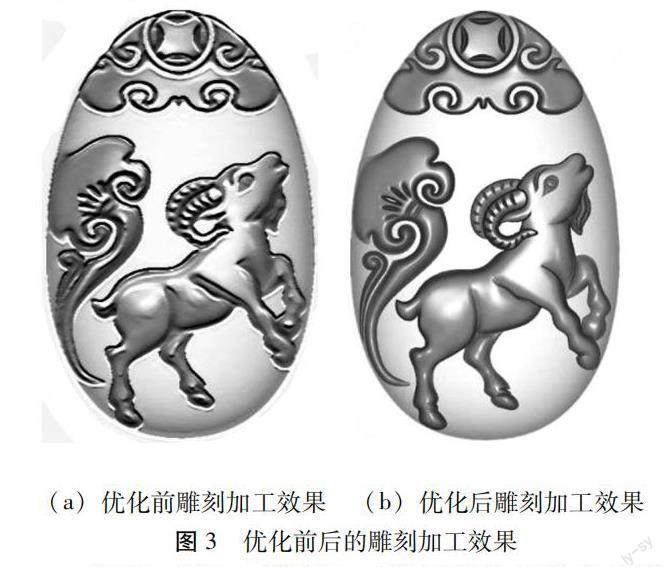
經過文章方法雕刻加工路徑優化前后的產品效果如圖3所示。
由圖3可知,雕刻加工路徑優化前的產品線條存在間斷現象,線條連續性較差;優化后的產品非常光順,線條連續性較優,原因是文章方法是以刀軸矢量光順性為目標函數,建立的有向圖最短路徑模型,既考慮了雕刻加工線條的光順性,又可以縮短加工路徑。實驗證明:文章方法優化雕刻加工路徑后的產品光順性較優,線條連續性較好。
分析文章方法在優化雕刻加工簡單與復雜兩種類型產品路徑時的路徑優化效果,路徑優化效果如表1所示。
根據表1可知,無論是優化簡單產品雕刻加工路徑,還是優化復雜產品雕刻加工路徑,經過文章方法優化后總加工路徑均有所縮短,切削距離與空行距離均有所下降,尤其是優化復雜產品雕刻加工路徑時,空行路徑占比、加工時間與刀具起落次數均有明顯改善,改善效果優于簡單產品。實驗證明:應用文章方法可有效縮短產品雕刻加工路徑長度,減少切削與空行距離,提升雕刻加工效率。
分析文章方法求解最優雕刻加工路徑的收斂效果,分析結果如圖4所示。
由圖4可知,在求解簡單產品與復雜產品最優雕刻加工路徑時,文章方法的收斂速度均較快,均在迭代次數為50次左右時完成收斂。
3結論
為雕刻出符合消費者需求的產品,提升雕刻速度與實時性需求,設計基于改進遺傳算法的三軸數控雕刻加工路徑優化方法,合理優化產品雕刻加工路徑,提升產品光順性,縮短雕刻加工時間。隨著產品加工質量與效率的提升,日后文章方法還需考慮產品切削特性與雕刻時的動態因素等,進一步優化雕刻加工路徑。
參考文獻:
[1]麥啟明,張建強.數控雕刻機路徑優化技術研究[J].機床與液壓,2021,49(16):60.
[2]廖義輝,楊恩君,劉安東,等.基于改進變鄰域搜索的數控裁床路徑優化[J].計算機科學,2020,47(10):233.
[3]郭祥雨,王琳,張永健.規則約束下基于免疫遺傳算法的機加工藝規劃[J].中國機械工程,2020,31(4):482.
[4]劉振鵬,王雪峰,薛雷,等.實數編碼遺傳算法的改進及并行化實現[J].河北大學學報(自然科學版),2019,39(1):86.
[5]潘美虹,鄭芹.基于改進遺傳算法的稀疏重構算法[J].計算機應用研究,2020,37(4):1010.
[6]謝蘊文,魯宇明,劉毅.求解約束優化問題的改進元胞遺傳算法[J].計算機仿真,2021,38(8):323.
(責任編輯 王一諾)
