銑削參數對TC4 鈦合金銑削殘余應力影響的仿真研究
2023-10-26 05:23:04呂償
實驗室研究與探索 2023年7期
呂 償
(廣東白云學院機電工程學院,廣州 510450)
0 引言
TC4 鈦合金具有良好的抗腐蝕性,且剛性好、強度高[1],廣泛應用于航空[2]、航天[3]、海洋[4]、汽車[5]等工業領域。采用硬質合金刀具加工時,銑削速度一般控制在30 ~50 m/min[6-7]。當銑削速度大于60 m/min時,刀具磨損程度加劇,被加工表面粗糙度明顯增大,切削穩定性明顯下降[8-9]。且銑削過程中,刀具與工件之間相互作用力、摩擦熱等因素使已加工的鈦合金表面分布殘余應力降低鈦合金加工質量[10-11]和幾何穩定性[12-14]。因此,探索一種合理的銑削參數加工TC4 鈦合金既能延長刀具使用壽命,又能提高產品加工質量,具有一定的研究意義。
國內外學者在探索銑削參數對金屬銑削性能的影響已做了大量的研究,綜上研究成果發現,早期國內外學者在研究立銑刀結構時主要以單因素水平做對比試驗且多以2D 銑削仿真為主,在仿真分析中作了適當的模型簡化。而對于平底立銑刀而言,當高速銑削時刀具自身尺寸在同一角速度下所產生不同線速度,不能忽略不同線速度下刀刃銑削工件表面產生的應力差值,是二維銑削仿真所不能體現。
本文旨在通過Abaqus有限元仿真軟件,建立硬質合金4 刃等距平底立銑刀銑削TC4 鈦合金3D有限元模型,根據實際鈦合金加工經驗設計多種加工工況,探索不同銑削參數對銑削后工件表面殘余應力(Residual Stress)的影響,通過多角度分析銑削槽殘余應力σr的分布規律,提高鈦合金加工效率及加工質量,以期為銑削TC4 鈦合金采用硬質合金刀具銑削時銑削參數的選擇上提供參考。
1 Abaqus仿真建模
在實際金屬銑削中諸如機床動靜剛度、加工工藝參數、刀具特性、冷卻方式等均對銑削產生一定影響。
金屬銑削仿真屬顯式非線性動力學分析,在高度貼合實際銑削工況下建立簡要的有限元模型,并提出如下幾點假設:①將刀具的角速度、進給速度作為載荷,刀具在銑削過程中加速度為0 m/s;②工件處于靜態;③銑削過程連續;④忽略銑削過程中因溫度引起金相組織的變化,對TC4 鈦合金物理性能及化學成分不產生影響。
基于以上幾點假設建立的刀具及工件有限元模型如圖1 所示。為提高仿真精度及計算效率,對工件被銑削部分采取精細網格劃分,未銑削部分采用粗略網格劃分。
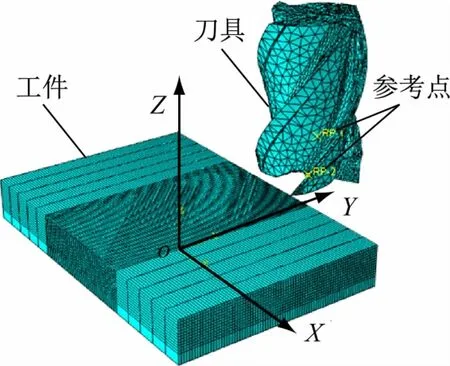
圖1 工件和刀具有限元模型
2 銑削仿真參數
2.1 刀具參數
加工鈦合金時,普遍采用硬質合金刀具,以SolidWorks建立了刀具三維模型,刀具半徑為10 mm,徑向前角10°,徑向后角8°,螺旋角40°的4 刃右旋等齒距刀具。
2.2 材料的本構模型
銑削加工仿真屬于大變形分析,工件TC4 鈦合金的本構關系模型選擇典型的Johnson-cook 本構模型[15],其流動應力
式中:σs為準靜態條件下的屈服強度;B為應變硬化參數;εp為等效塑性應變;n為硬化指數;C為應變率強化參數;為等效塑性應變率為材料的參考應變率;T0為常溫系數,通常取25 ℃;Tmelt為材料熔點;m為熱軟化參數。本文仿真采用的工件材料TC4 鈦合金,Johnson-cook本構模型參數及物理性能如表1、2所示。

表1 TC4 鈦合金Johnson-cook本構模型參數

表2 TC4 鈦合金物理性能
2.3 銑削參數計算
根據實際加工為參照,以被銑削材料的物理性能,刀具的耐磨性、加工效率及使用壽命為依據,制定合理的背吃刀量、進給速度、銑削速度(角速度)。其中由主軸轉速計算刀具角速度計算公式為
式中:n為主軸轉速,根據硬質合金刀具銑削鈦合金加工經驗,取值范圍為2500 ~3000 r/min,故ω的范圍216 ~314 rad/s。進給速度的計算式為
式中:f為每齒進給量,根據硬質合金刀具取經驗值f=0.15 mm/r;z為刀具齒數z=4。由此,vf的范圍為1500 ~1800 mm/min。
2.4 銑削正交試驗方案設計
根據銑削參數計算結果,背吃刀量取經驗值范圍為0.5 ~2.5 mm,所設計的正交試驗方案如表3 所示。

表3 正交試驗的水平與因素
2.5 位移邊界條件及載荷
在工件底部邊界施加全約束(自由度為0)如圖2所示。由圖可見,刀具具有2 個自由度,即繞刀具軸線方向的轉動、沿走刀方向(Y軸)的直線移動,將表3 中的角速度、進給速度施加于參考點作為輸入載荷。

圖2 工件施加邊界條件
3 銑削TC4 鈦合金仿真結果分析
由表3 所設計的3 種工況條件下,在已建立的有限元模型中分別計算出銑削TC4 鈦合金時整體mise應力云圖,如圖3 所示。
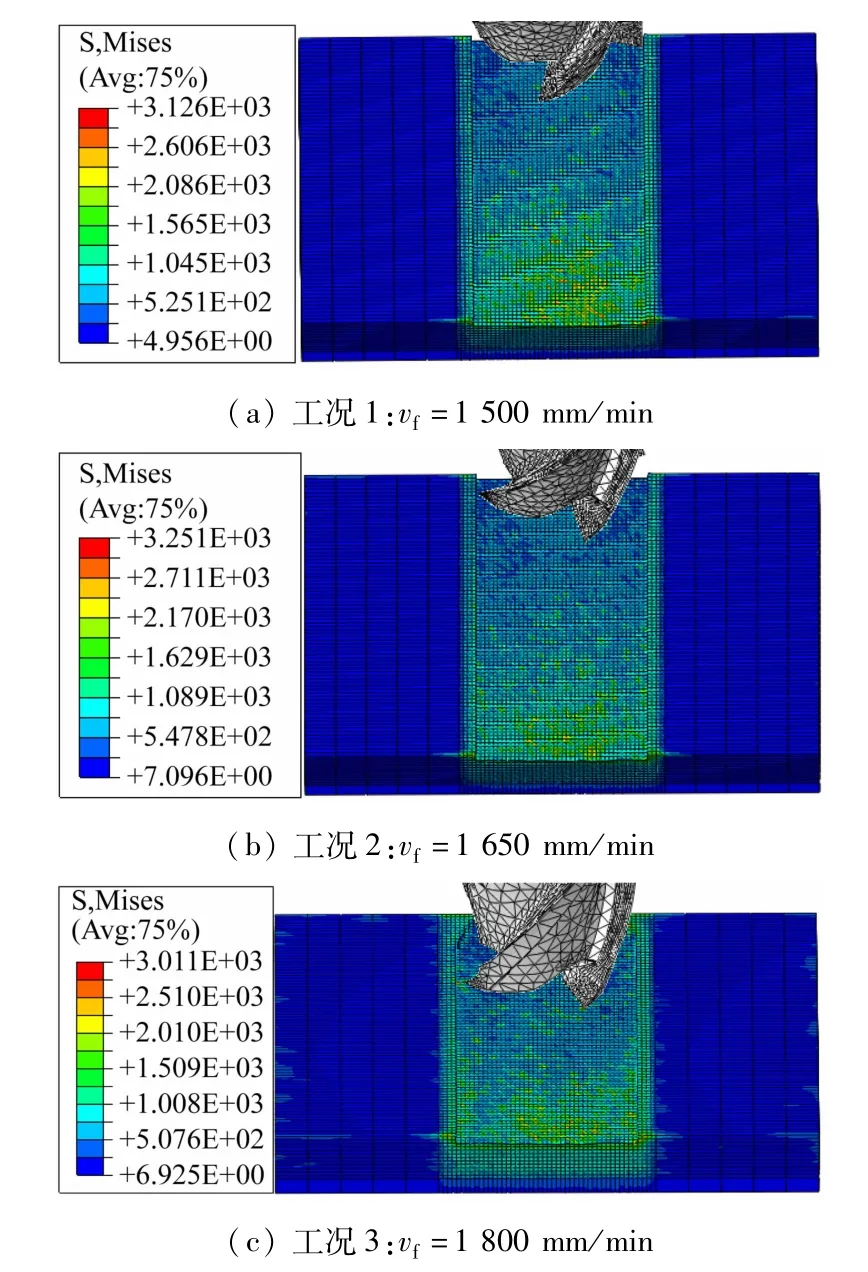
圖3 工件銑削過程中的mise應力云圖
3.1 被銑削表面整體應力分布情況
當刀具沿Y軸方向銑削,銑削過程中產生的應力不斷變化,銑削結束后銑削應力趨于穩定。由圖3 可知,最大的銑削應力分別為3.12、3.25、3.01 GPa,工件被銑削表面靠近進刀槽一側的σr大于靠近退刀槽一側的σr;在銑削槽進刀處亦分布較大的應力,即在銑削槽幾何變形突變處均分布較大應力。由此,分析銑削槽σr時以銑削槽進給方向及進(退)刀槽處作為重點觀察區域,探討σr分布規律。
3.2 在刀具進給方向的σr 分布
為研究銑削參數對銑削區域σr的影響,繪制了工件、銑削槽及參考坐標系示意圖如圖4 所示。選取沿刀具進給方向(Y軸)的路徑節點,選取原則基于銑削后工件表面沿Y軸方向均勻分布的5 個路徑節點上的應力值反映工件表面銑削后的σr,其分布情況如圖5所示。由圖5 可知,3 種工況下,沿刀具切削方向最大σr值分別為1990.31、1920.04、2489.03 MPa,平均σr絕對值分別為832.52、805.73、728.35 MPa。綜合3種工況可知,隨進給速度、角速度增大被銑削工件表面最大σr值亦增大,而平均σr值卻逐步減小。當銑削路徑值超過2 ~3 mm時,銑削σr值急劇增大,而當銑削路徑超過6 mm 時被銑削工件表面的σr值開始下降趨于平穩。對比3 種工況,在工況3 時刀具進給方向被銑削工件表面的σr普遍小于另外2 種工況。

圖4 銑削槽及坐標示意圖

圖5 沿銑削方向被加工表面σr 分布
3.3 進(退)刀槽處σr 分布
進(退)刀槽在銑削過程中因其幾何形狀突變,易引起應力集中,故在進(退)刀槽拾取路徑節點以觀察其σr值。在刀具進給方向為法向(見圖4)X軸方向,沿進(退)刀槽拾取每個路徑節點作為觀察對象。分別在3 種工況下由Abaqus軟件導出進(退)刀槽路徑節點應力值,繪制了所拾取路徑上σr的分布圖,如圖6 所示。由圖可知,3 種工況下均出現路徑中間區域所分布的σr普遍小于兩側的σr。對比3 種工況,工況3的σr分布值相較于另外2 種工況平緩,即中間區域應力與兩側應力差值較小。

圖6 進(退)刀槽σr 分布
3.4 進刀槽縱向深度的σr 分布
縱向深度即圖4 中Z軸負向,縱向深度σr值一定程度上影響銑削表面粗糙度,3 種工況分別拾取5 條縱向深度路徑觀測其σr的分布情況如圖7 所示。3種工況下,縱向深度的σr表層應力值較大,沿銑削表面Z軸負向0.2 ~0.25 mm區域時σr值達到最大,隨后逐步減小,當距離銑削面沿Z軸負向0.5 mm 時σr絕對值開始減小隨之趨于平穩,當縱向深度超過2 mm時縱向深度σr絕對值下降至300 MPa。對比于3 種工況,工況1 的σr值小于另外2 種工況,且更快收斂。由此表明,工況1 時縱向深度的σr值對其銑削面粗糙度影響較小。

圖7 進刀槽縱向深度拾取路徑上σr 分布
3.5 退刀槽縱向深度的σr 分布
以參照進刀槽縱向深度觀測其殘余應力值的方法,在退刀槽處均勻拾取5 個路徑節點以觀測其σr在縱向深度的分布情況如圖8 所示。由圖可知,3 種工況下總體上隨縱向深度增加其σr值隨之減小,工況1和工況2 其退刀槽縱向深度σr最大值距被銑削面0 ~0.2 mm處,隨縱向深度增加σr值逐步減小。

圖8 退刀槽縱向深度拾取路徑上σr 分布
4 結論
基于Abaqus有限元軟件對TC4 鈦合金三維銑削仿真研究其結果表明,在沿刀具進給方向被銑削工件表面σr值逐步減小,即靠近進刀槽區域的σr值小于靠近退刀槽區域的σr值。進刀槽處的σr值高于退刀槽處的σr值。觀測進刀槽與退刀槽縱向深度的σr值發現,即隨縱向深度增加σr值逐步減小。綜合文中3種工況參數,當角速度ω=314 rad/s、vf=1800 mm/min(工況3)時各觀察指標中的σr相對較小,對加工后的可能產生的幾何變形、銑削面粗糙度影響較小。
創新是引領發展的第一動力,科技是戰勝困難的有力武器。面對突如其來的新冠肺炎疫情,全國科技工作者迎難而上、攻堅克難,在臨床救治、疫苗研發、物質保障、大數據應用等方面夜以繼日攻關,為疫情防控斗爭提供了科技支撐。希望全國科技工作者弘揚優良傳統,堅定創新自信,著力攻克關鍵核心技術,促進產學研深度融合,勇于攀登科技高峰,為把我國建設成為世界科技強國作出新的更大的貢獻。
——2020 年5 月29 日,習近平給袁隆平、鐘南山、葉培建等25 位科技工作者代表的回信
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2015年10期)2015-07-18 11:05:40
機械工程師(2015年10期)2015-02-02 01:14:03