HEV變速器殼體開裂失效分析
2023-10-24 16:57:26許立黃敏鶇李艷華韋賢毅
時代汽車 2023年19期
許立 黃敏鶇 李艷華 韋賢毅

摘 要:某混動車型變速器殼體測試過程開裂,對開裂的變速器殼體從化學成分、金相、硬度、夾雜物、針孔度、掃描電鏡進行檢測分析,發(fā)現(xiàn)開裂位置存在明顯的針孔缺陷。同時掃描電鏡檢測微觀形貌發(fā)現(xiàn)殼體開裂部位大量氣孔富集形成密集孔洞。從優(yōu)化整車總布置,優(yōu)化殼體鑄造工藝降低殼體針孔度等級,改善變速器產(chǎn)品機構提升殼體的鑄造工藝性三方面提出了殼體改善措施。
關鍵詞:鋁合金殼體 失效分析 針孔度 改善措施
近年來,隨著國家戰(zhàn)略的引導和人們生活品質(zhì)提高的需要,純電動汽車和混動汽車獲得了快速發(fā)展。而汽車重量對混動汽車燃油經(jīng)濟性和純電動汽車的續(xù)航里程起著決定性作用,車重每降低100kg,油耗可減少0.7L/100km[1]。根據(jù)業(yè)內(nèi)的共識,簧下質(zhì)量減重降油耗效果顯著優(yōu)于簧上質(zhì)量,在動力底盤零件設計過程中,為了降油耗產(chǎn)品工程師會依據(jù)CAE分析結果,將零件盡可能減薄,譬如文中提到的將某混動車型變速器殼體的壁厚減薄,這往往帶來一些新的問題。
除了優(yōu)化產(chǎn)品結構,汽車降低能耗的途徑主要是使用新型輕量化材料。壓鑄鋁合金因為優(yōu)異的材料性能、加工的穩(wěn)定性和比強度高等優(yōu)點,成為汽車輕量化的熱門材料。高強韌鋁合金壓鑄件從上世紀90年代起開始批量應用,近年來鋁合金壓鑄件逐步替代鑄鐵,用量逐年增加,并廣泛應用于汽車變速器殼體、發(fā)動機部件和汽車輪轂等等。
隨著汽車工業(yè)技術的進步,大部分鋁合金制造的汽車零部件向壁薄、高強度、高質(zhì)量、高可靠性方向發(fā)展。德國萊茵鋁合金公司研究的新型壓鑄鋁合金:Magsimal-59、Silafont-36與Castasil-37,通過控制Fe元素的含量,實現(xiàn)標準圓棒試樣在鑄態(tài)下斷后延伸率達到17%,并成功應用于汽車車門制造。王海東等對Al-Si-Mg系合金中添加微量元素Ti時,能有效細化晶粒,顯著提供鋁合金的抗拉強度和屈服強度,添加微量Zr或Sr元素,鋁合金的力學性能顯著改善,為制造鋁合金汽車車身、吸能件提供了解決方案[2-3]。
目前研究和應用最廣的鋁合金主要是Al-Mg系、Al-Si系、Al-Si-Cu系和Al-Si-Mg四個系列。我司的某變速器殼體屬于Al-Si-Cu系的壓鑄鋁合金,牌號是ADC12。
1 故障描述
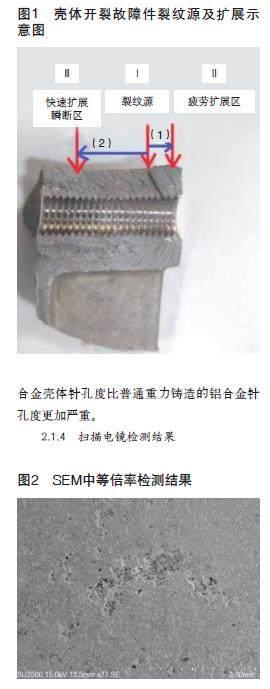
某混動車型變速器在路試測試時,殼體安裝螺栓處開裂,斷裂情況如下圖1所示。
殼體開裂的裂紋源位于螺栓安裝面下第三螺紋根部(圖1,Ⅰ區(qū)箭頭指向位置;CAE仿真分析顯示,該處屬于應力集中部位)。接著,由于整車振動和負載的作用,裂紋繼續(xù)擴展。由于裂紋距離表面的距離小(開裂抗力小),裂紋優(yōu)先向表面擴展[圖1,(1)箭頭指向位置]。隨后,螺栓預緊力清零,殼體裂紋處應力增大,引起裂紋快速擴展[(2)箭頭指向],導致殼體部位開裂脫落。
2 故障變速器殼體檢測分析
2.1 檢測計劃
檢測對象:殼體開裂故障件;材料牌號:ADC12,滿足日標JIS H5302-2006;經(jīng)T1處理;鑄造工藝:低壓鑄造。將殼體開裂件進行化學成分和表面硬度檢測,剖切開進行金相檢測和掃描電鏡檢測(SEM)。將殼體開裂件腐蝕后進行針孔度檢測,鐵系夾雜物檢測。
2.1.1 成分及硬度檢測
由表1可見,開裂部位的化學成分合格。
由表2可見,表面布氏硬度實測合格。
2.1.2 金相檢測及鐵系夾雜物檢測,見圖1
金相組織為α固溶體+短針條狀共晶硅,有部分小塊狀初晶硅;鐵系夾雜物少,為細碎小塊狀,金相組織合格。
2.1.3 針孔度檢測
將殼體開裂件沿裂紋剖切開,經(jīng)過15%NaOH溶液腐蝕10min,后經(jīng)20%硝酸水溶液清洗,并經(jīng)清水沖洗后評級。
開裂殼體樣件經(jīng)過針孔度檢測,斷面存在大量肉眼可見的小孔。評定其針孔度,要求:≤2級(普通鑄造鋁合金要求),實測5級,針孔度不合格。(依據(jù)《JB/T 7946.3-2017鑄造鋁合金針孔》評定)
暫時沒有檢索到關于壓鑄鋁合金的相關標準,實際采用了普通重力鑄造鋁合金關于針孔度的評定標準,從檢測結果看,開裂鋁合金殼體針孔度比普通重力鑄造的鋁合金針孔度更加嚴重。
2.1.4 掃描電鏡檢測結果
斷裂件的斷口為準解理形貌,表明斷口是過載型斷口。斷口表面分布大小不一的孔洞缺陷,典型的缺陷大小0.1mm的針孔,部分位置針孔富集成1.7×0.6的蜂窩孔(見圖2所示)。孔洞的缺陷特征表現(xiàn)為輪廓清晰,內(nèi)壁光滑,說明樣件基體缺陷內(nèi)存在未來得及析出的氫氣。
2.2 鋁合金針孔產(chǎn)生的原因及影響
鋁合金熔煉過程中,原料、設備、輔料、空氣等,都有可能攜帶水分與鋁發(fā)生化學反應。
不同溫度反應方程式如下:
小于250℃:2Al+6H2O→2Al(OH)3+3H2↑
大于400℃:2Al(OH)3→Al2O3+3H2O
2Al+3H2O→Al2O3+3H2↑
產(chǎn)生的H2溶解在液態(tài)鋁中。660℃是純鋁的熔點,在660℃液態(tài)鋁液中氫氣的溶解度是0.7cm3/100g;在660℃固態(tài)鋁液中氫氣的溶解度是0.037cm3/100g。液態(tài)鋁氫氣的溶解度是同溫度固態(tài)鋁的19倍[4]。
鋁合金在鑄造過程時,氫元素在液態(tài)鋁合金中有很大的溶解度,當鋁合金完成在模具中的澆注后,隨著溫度降低,氫氣在鋁中的溶解度下降,氫從液態(tài)鋁合金中析出,并合成氫氣。而零件的厚大部位由于結構影響,仍然處于液-固兩相區(qū)時,而零件外緣和模具接觸已優(yōu)先冷卻轉化為固相,厚大部位最后析出的氫氣由于零件外緣結構的封閉,無法析出,形成氣泡留在零件中。這也是零件厚大部位容易出現(xiàn)針孔度超差的原因。
針孔的存在破壞了組織的致密度,降低了組織的力學性能。而常規(guī)的鋁合金零件(例如變速器殼體)厚大部位往往是應力集中的位置,針孔存在將顯著降低零件的力學性能和可靠性壽命。
3 改進方案設計
為了降低鋁合金變速器殼體開裂的概率,主要從三個方面開展改進方案。第一,優(yōu)化整車總布置,降低殼體在最大應力處的應力值;第二,改進殼體的鑄造工藝,降低殼體的針孔度缺陷,提升殼體本體機械性能。第三,改進殼體的設計結構,提高殼體可鑄造工藝性,降低殼體鑄造時產(chǎn)生針孔的概率。
3.1 優(yōu)化整車總布置
通過CAE分析模擬,如增加懸置螺栓,將有助于降低殼體開裂位置的應力水平。通過CAE分析,現(xiàn)殼體懸置有三顆懸置螺栓,如增加到4顆,懸置螺栓處的最大應力水平將從149Mpa降低到136Mpa,有利于緩解殼體懸置螺栓處的應力集中問題。
3.2 殼體壓鑄工藝優(yōu)化
國內(nèi)的科研工作者的工程技術人員,對優(yōu)化鑄造鋁合金針孔度,進行了大量的研究和實踐。葉鳳柏等人,通過調(diào)整冷鐵的位置,顯著降低了鋁合金殼體的針孔缺陷[5]。
王琦對ZL101鑄鋁合金的針孔的成因進行了研究,并通過提高冷卻速度,增加凝固壓力,降低澆注溫度,同時進行鈉變質(zhì)處理,減少了鑄造針孔缺陷[6]。
3.3 殼體結構設計優(yōu)化
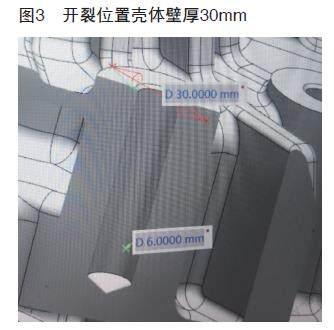
由下圖3可見,開裂位置安裝螺栓處鑄件壁厚30mm(見圖3數(shù)模截圖處),而開裂位置旁殼體壁厚只有約4mm,由于相鄰兩處明顯的壁厚效應差(30/4=7.5),在鑄造澆注鋁液后,冷卻過程中,當壁厚4mm處的殼體冷卻成固態(tài)鋁時,而壁厚30mm的螺栓安裝位置仍然處于固液兩相區(qū),鋁液中溶解的氫氣由于溶解度降低析出時,由于周圍零件的鋁液已經(jīng)凝固形成封閉結構,最后析出的氫氣無法析出,殘留在殼體螺栓安裝處形成針孔。
所以在零件設計時,盡量考慮鑄造的工藝性,相鄰結構處厚度差,譬如可以在厚度突變處增加過渡加強筋,既降低了壁厚效應差,減少了鋁合金鑄造時針孔的產(chǎn)生,又能明顯降低零件的應力集中,增強零件的可靠性水平。
由于殼體暫時處于手工樣件階段,按照項目計劃后續(xù)將從以上改進措施對殼體進行優(yōu)化。
4 結語
通過一系列的檢測分析,可得到結論,鋁合金殼體鑄造不良引起的針孔度超差是殼體開裂的直接原因。
列舉優(yōu)化殼體開裂的三種方案,分別是優(yōu)化整車的總布置降低開裂位置的應力水平,改進殼體鑄造工藝降低殼體的針孔度,及對殼體的產(chǎn)品結構進行優(yōu)化提升鑄造工藝性。
參考文獻:
[1]邱慶榮,孫寶德,周堯和.鋁合金鑄件在汽車上得應用[J].鑄造,1998,1:46-49.
[2]王海東,徐駿,張志峰,等.新型半固態(tài)鋁合金AlSi6Mg2設計與實驗研究[J].中國鑄造裝備與技術,2006(2):22-25.
[3]王海東,徐駿,楊必成,等.半固態(tài)專用鋁合金AlSi6Mg2微合金化研究[J].稀有金屬,2005,29(5):780-784.
[4]李育才,鋁合金鑄件針孔缺陷及排除方法[J].航空工藝技術,1997(4):43-44.
[5]葉鳳柏,郭李勝,王勤儉,等.鋁合金殼體針孔問題的探討[J].鑄造設備研究,2006,5:36-38.
[6]王琦,鑄造針孔和鈉變質(zhì)對ZL101鑄鋁合金組織和性能的影響,理化檢驗-物理分冊[J].2004,9:443-445.
