碳質金礦真空焙燒預處理過程的動力學研究
2023-10-23 14:43:12張辛未曹玉萍武甜甜
黃金 2023年10期
張辛未,曹玉萍,武甜甜,張 亮,安 梅
(1.陜西國際商貿學院珠寶學院; 2.西安建筑科技大學分析測試中心; 3.西安建筑科技大學冶金工程學院)
引 言
碳質金礦是重要的難處理金礦資源之一。近年來,隨著易處理金礦資源的逐漸枯竭,黃金開采的主要方向逐漸轉向難處理金礦資源。中國已探明的黃金儲量中約有1/3為難處理金礦,其中難處理碳質金礦約占8 %。因此,開發和利用碳質金礦資源對于提高中國黃金生產能力具有重要意義[1-2]。
碳質金礦通常含有較多的碳質物、硫化礦及石英等脈石礦物。難處理的主要原因在于碳質金礦石中,金礦物經常被黃鐵礦等硫化礦包裹,導致金難以裸露,從而影響金的溶解過程[3]。此外,碳質物會吸附氰化浸出過程中已經溶解的金(即金氰絡合物),降低金的回收率,造成“劫金”現象[4]。為了提高金的浸出率,學者們提出了采用碳質金礦預處理—浸出聯合工藝提金。預處理的主要目的是提高金的解離度,并減輕碳質物對已溶解金的“劫金”作用。目前,廣泛應用的預處理工藝主要包括氧化焙燒法、熱壓氧化法、鈍化法、化學氧化法和生物氧化法等。其中,氧化焙燒預處理工藝應用最為廣泛[5-6]。
在國家推動“碳中和、碳達峰”的背景下,氧化焙燒預處理工藝因高耗能、高排放的特點逐漸被取代。研究表明,對碳質金礦進行真空焙燒預處理可以顯著提高金的浸出率,并且能夠從揮發冷凝物中回收高純硫單質、閃鋅礦等副產品[7-10]。這一新工藝解決了氧化焙燒預處理中有害煙氣和碳氧化物處理成本高和生產不穩定的問題,使碳質金礦實現綠色高效、低成本回收。真空焙燒預處理工藝獲得了顯著效果,具有重要的研究價值。然而,真空焙燒過程中的反應動力學尚未得到深入研究。反應動力學不僅是確定反應過程控制因素、提高反應速率的重要途徑,也是深入研究和優化真空焙燒預處理工藝的前提條件[11]。因此,本文對碳質金礦真空焙燒過程中的動力學展開研究,為進一步優化碳質金礦真空焙燒預處理工藝提供理論指導。
1 礦石性質
利用自動礦物解離分析儀(MLA)并結合電子顯微鏡對碳質金礦石進行分析,結果分別如表1和圖1所示,碳物相分析結果如表2所示。
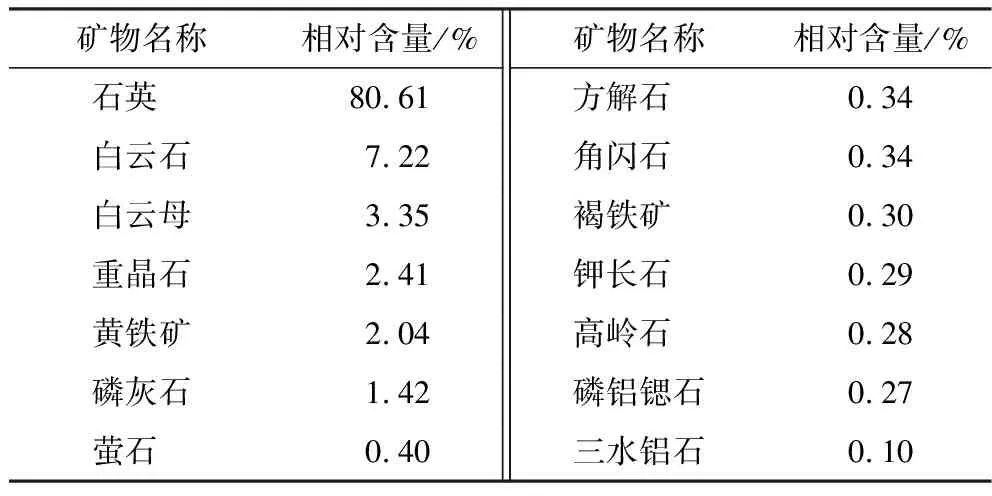
表1 礦石礦物組成分析結果
由表1、表2可知:碳質金礦石中金屬礦物主要為黃鐵礦,其次是褐鐵礦;脈石礦物主要是石英,其次是白云石、白云母、重晶石等。該礦石中總碳為5.58 %。其中,有機碳為4.06 %,分布率為72.76 %,屬于典型的碳硅質低品位金礦石。
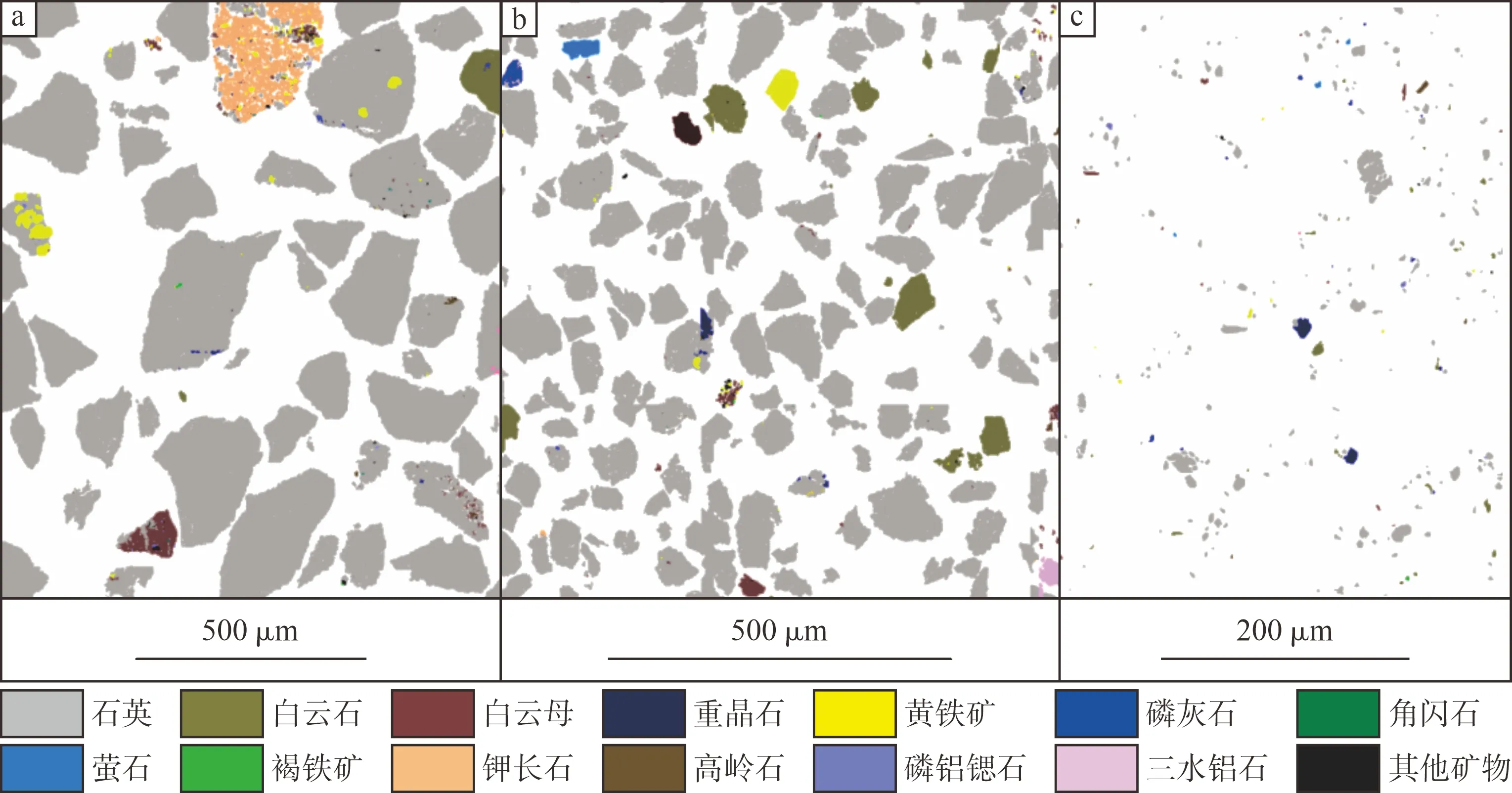
圖1 碳質金礦石礦物分布圖
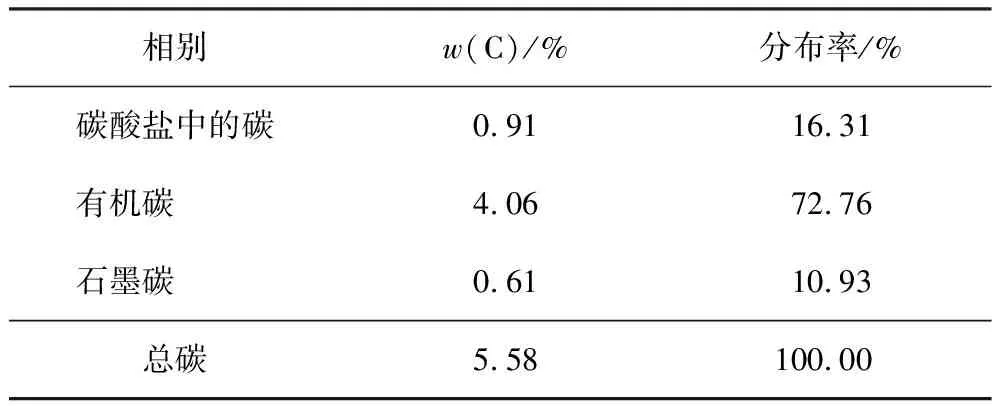
表2 碳物相分析結果
2 試驗方法
真空焙燒試驗在真空管式爐(NBD-T1700-50IT(NBD-4C))中進行,使用的設備裝置如圖2所示。首先,將樣品均勻攤放在石英舟(40 mm×200 mm×2 mm)中,壓實并放置于爐膛恒溫區,封閉爐管。焙燒前,用真空泵將爐管內壓力調節至10 Pa(所有真空焙燒預處理試驗均在此壓力下進行)。根據需求設定焙燒爐的升溫速率、溫度和時間等參數并開展試驗。焙燒結束后,等樣品冷卻至室溫后取出。
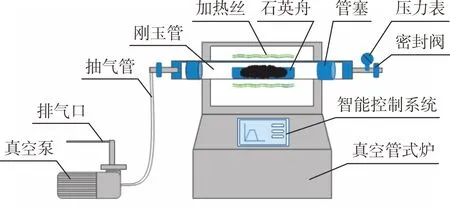
圖2 真空焙燒試驗裝置示意圖
焙燒前后樣品的質量損失率為:
(1)
式中:W為礦石的質量損失率(%);m0為原礦質量(g);m1為焙砂質量(g)。
3 結果與討論
3.1 動力學模型選擇
碳質金礦石在真空焙燒過程中存在固-固反應、分解反應和少量的液-固反應。真空焙燒過程中涉及的動力學模型,如表3所示。
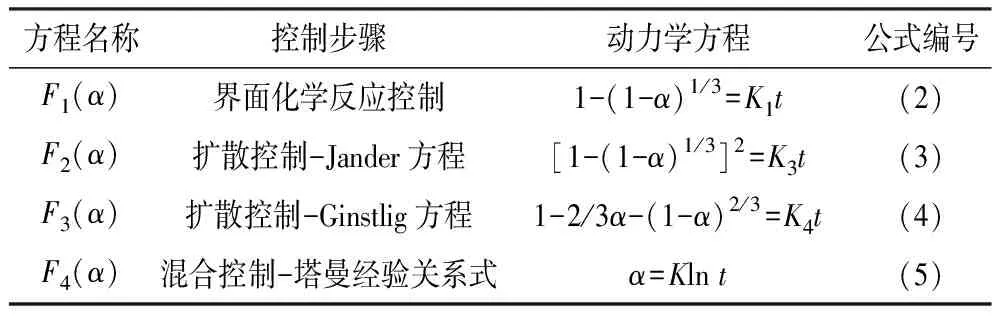
表3 真空焙燒過程中涉及的動力學模型
1)固-固反應。碳質金礦石中發生的固-固反應可以分為2種類型:產生固體產物的固-固反應和產生氣體產物的固-固反應。其中,碳與石英、褐鐵礦、黃鐵礦之間的還原反應是常見的固-固反應。此外,碳質金礦石中可能存在固-固相的二次反應。固-固反應中,擴散速度決定了反應速率,被稱為速度控制步驟。通常有2種擴散方式:簡單物理擴散和伴隨化學反應的固-固相擴散[12]。簡單物理擴散主要發生在金屬之間,而在碳質金礦石中金屬單質含量極少,因此簡單物理擴散程度相對較低,可以忽略不計。相比之下,伴隨化學反應的固-固相擴散是固-固反應的主要控制步驟。在固-固相體系中,一旦經歷相界面過程形成產物層后,反應要持續進行就必須有一個或多個反應物經過產物層進行擴散和反應。除了在單一產物層內的擴散問題外,某些情況下還需要考慮通過多層產物的擴散[13]。因此,在伴隨化學反應的固-固相擴散中,主要受到3個步驟的影響,即相界面化學反應速率的控制(見式(2))、經過連續產物層的擴散控制(見式(3)、式(4))和混合控制(見式(5))。
2)分解反應。碳質金礦石中的碳酸鹽、有機碳、褐鐵礦、白云母等會發生分解反應,完全分解或脫去羥基,并產生氣體,這些反應屬于分解反應。反應過程中,新生成的產物會不斷罩蓋在礦物顆粒表面,嚴重影響氣體的擴散進程[11]。初步斷定分解過程主要受擴散控制(見式(3)、式(4))。
3)液-固反應。在高溫階段,個別礦物(如黃鐵礦)會熔融,形成液相,因此存在液-固反應。由于無法準確獲取液相的成分,且樣品中熔融的礦物較少,所以不對液-固反應進行深入分析。
3.2 動力學研究
在碳質金礦石真空焙燒過程中,焙燒過程的反應速率可以通過礦石質量變化來表示。因此,本節以礦石質量變化為基礎建立焙燒過程的動力學方程[11]。前期工藝試驗結果[10]表明:在不同的焙燒溫度和時間下,碳質金礦石真空焙燒預處理的效果存在明顯差異,這表明焙燒溫度和時間對焙燒預處理過程影響顯著。因此,在真空度為10 Pa的條件下,研究了礦石質量變化與升溫過程中焙燒溫度和時間的關系,結果如圖3所示。
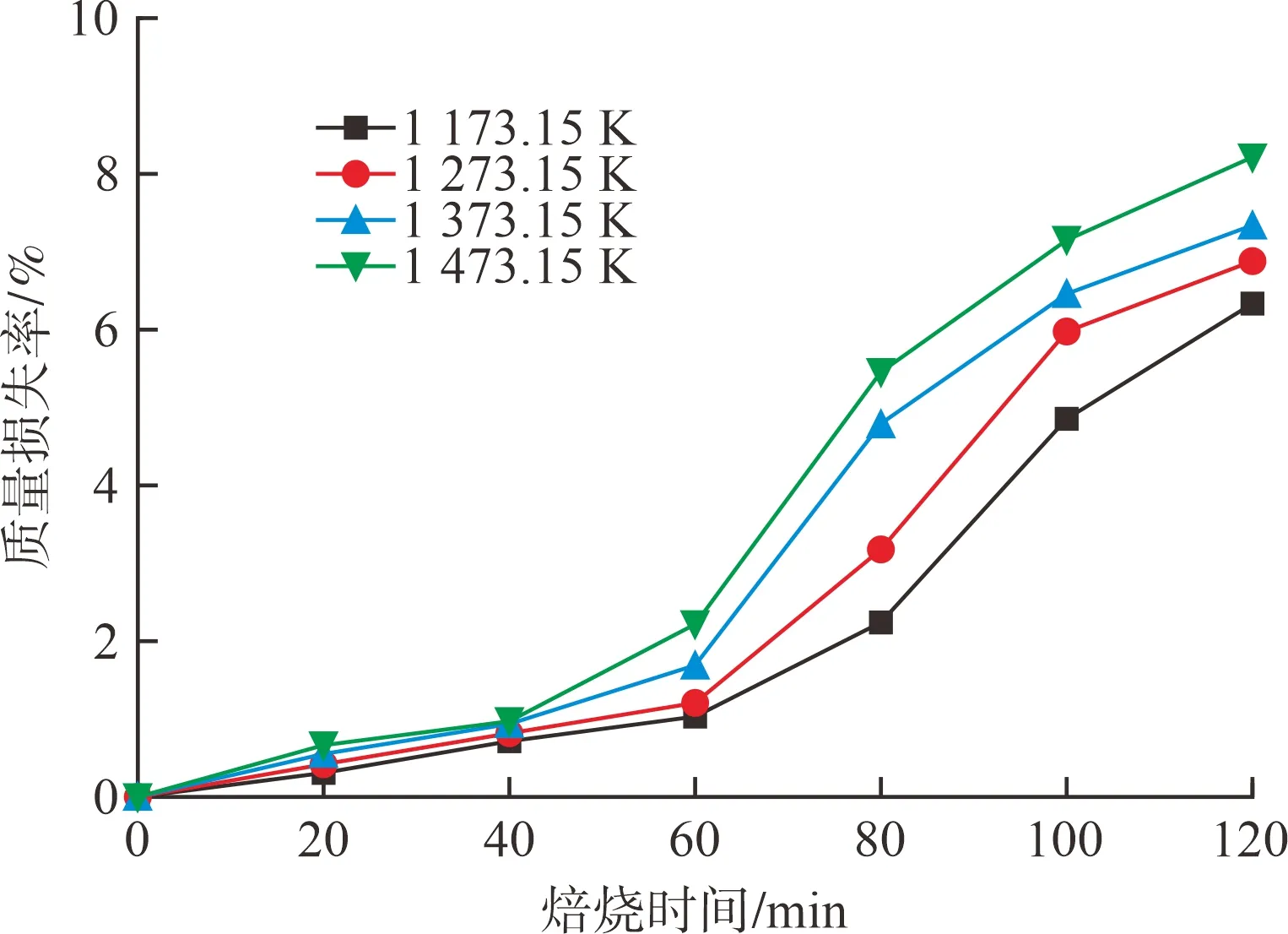
圖3 焙燒時間與焙砂質量損失率的關系
由圖3可知:在0~120 min的真空焙燒過程中,隨著焙燒時間的增加和溫度的升高,碳質金礦石的質量損失率逐漸增大。在0~60 min和60~120 min這2個不同的焙燒時間段,礦石的質量損失率差異較大。由于這2個階段的反應控制方程有所不同。因此,在后續動力學方程擬合過程中需分別對這2個時間段進行擬合計算。
對碳質金礦石在0~60 min和60~120 min 2個焙燒時段不同控制步驟對應的動力學方程相關系數(R2)進行擬合,結果如表4所示。
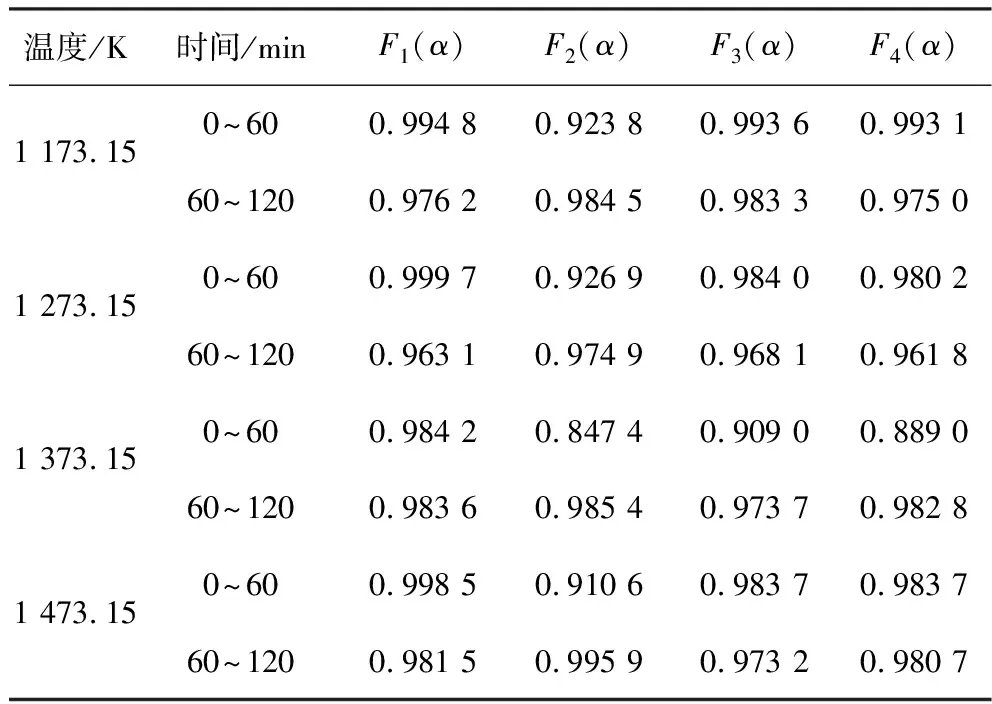
表4 真空焙燒過程動力學方程線性擬合結果
由表4可知:2個階段反應機理是不同的,在0~60 min,主要發生有機碳、黃鐵礦的熱分解反應及褐鐵礦的脫羥基反應等,焙燒過程受界面化學反應控制。而在60~120 min的焙燒階段,主要發生白云石的熱分解反應及礦物間的二次反應等,焙燒過程受擴散控制。在整個焙燒過程中,60 min附近的動力學控制步驟發生了改變。對碳質金礦石焙燒過程的動力學方程進行擬合,結果如圖4所示。
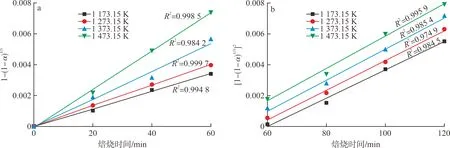
圖4 不同焙燒溫度下焙燒時間與動力學方程之間的關系
根據圖4的擬合結果,計算得到了不同時間段和溫度下的表觀反應速率常數K,其數值如表5所示。然后,將K值代入阿倫尼烏斯方程(見式(6)),得到lnK與1/T的關系圖。通過對該圖進行計算,可以得到碳質金礦石在不同控制階段的表觀反應活化能Ea及指前因子A[14-15]。
(6)
式中:K為表觀反應速率常數(min-1);Ea為表觀反應活化能(J/mol);R為摩爾氣體常數,R=8.314 J/(mol·K);T為絕對溫度(K);A為指前因子。
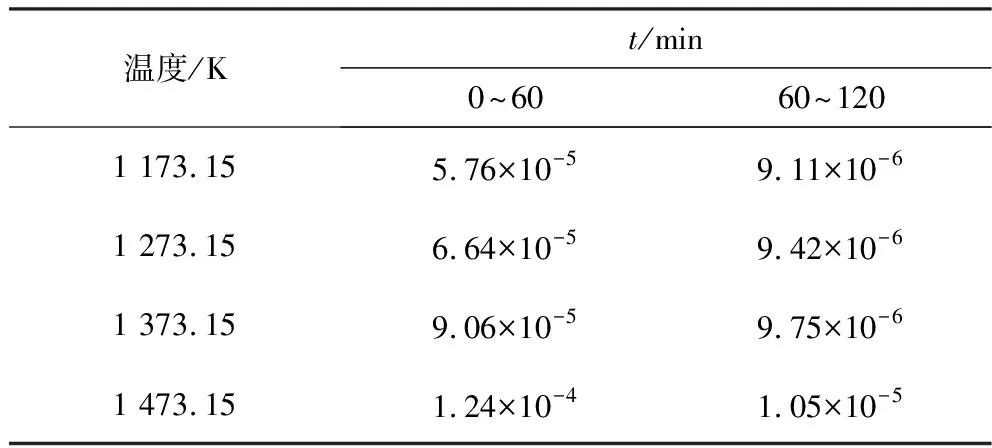
表5 不同溫度下焙燒過程的表觀反應速率常數 min-1
根據表5中的K值和阿倫尼烏斯方程,以lnK對溫度1/T作圖,如圖5所示。
根據圖5中不同焙燒階段下各溫度與表現反應速率常數的lnK-1/T關系計算結果,可得到以下數據:在0~60 min的焙燒階段,表觀反應活化能Ea為332.64 kJ/mol,指前因子A為204.00;在60~120 min的焙燒階段,表觀反應活化能Ea為110.08 kJ/mol,指前因子A為1 984.36。
碳質金礦石真空焙燒過程中的動力學模型、表觀反應活化能及指前因子等參數的計算結果如表6所示。
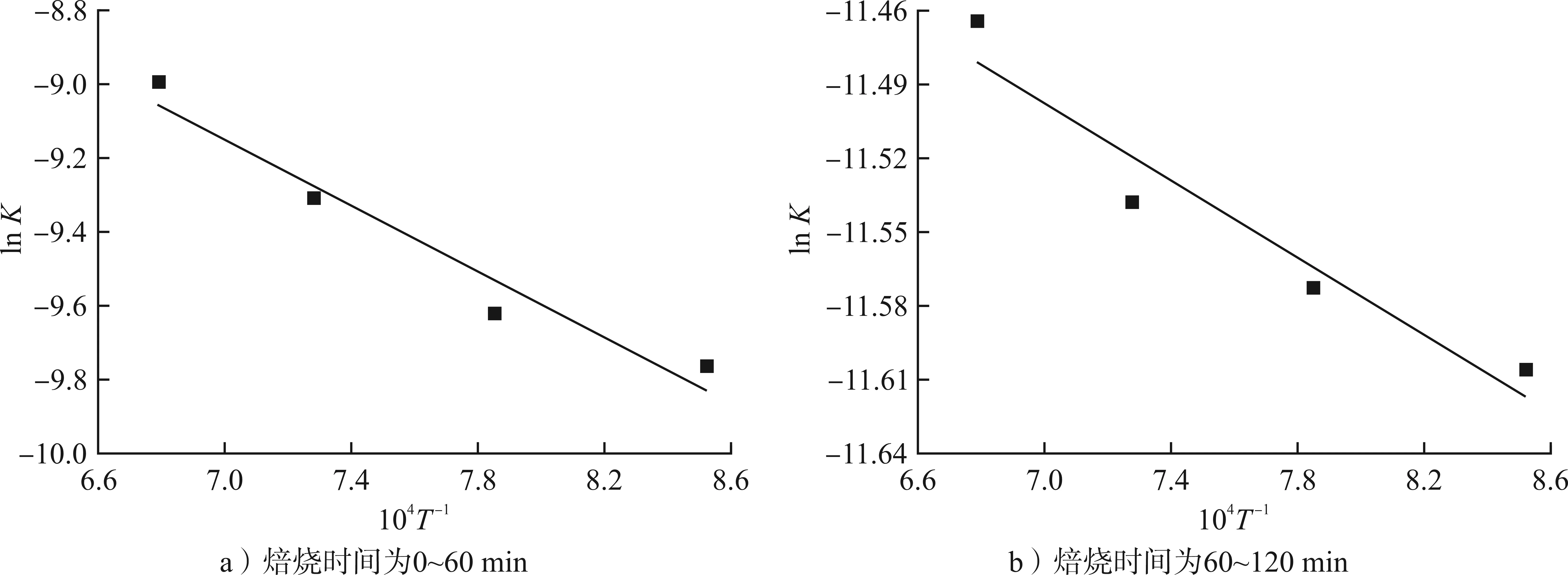
圖5 碳質金礦石真空焙燒過程ln K與1/T的關系

表6 真空焙燒動力學方程及參數
由表6可知:在0~60 min的焙燒階段,碳質金礦石的焙燒過程主要受界面化學反應控制,表觀反應活化能較高,反應速率較慢,導致礦石的質量損失率相對較慢。而在60~120 min的焙燒階段,焙燒過程轉為擴散控制,表觀反應活化能較低,反應速度較快,礦石的質量損失率加快,為礦物反應的主要發生階段。
4 結 論
1)在真空焙燒過程中,溫度是決定反應速率的重要因素。隨著溫度升高,礦石的質量損失率也會加快。
2)在0~60 min的焙燒階段,礦石的質量損失率較小,焙燒過程主要受界面化學反應控制。此階段下,碳質金礦石焙燒過程的表觀反應活化能較高,導致反應速率較慢,進而使得礦石的質量損失率相對較緩。
3)在60~120 min的焙燒階段,礦石的質量損失率較快,此時焙燒過程受擴散控制。這一階段的表觀反應活化能較低,導致反應速度加快,使得礦石的質量損失率相對提高。因此,礦物的反應主要發生在這一階段。