車身開閉件包邊設計對質量影響淺析
2023-10-21 07:12:42王彪趙紅建
時代汽車 2023年16期
王彪 趙紅建


摘 要:針對白車身開閉件的包邊工藝設備選擇進行描述,開閉件包邊的內外板搭接尺寸包邊質量的關系進行分析,著重闡述了設計階段影響包邊質量的幾個關鍵因素以及可能存在的缺陷形式;用來輔助工程師理解包邊產品設計與工藝實現之間的相互關系,也能夠供規劃滾邊工藝設計初期設備選型進行參考。
關鍵詞:開角角度 開角長度 曲率半徑 0度包邊 全包邊結構 半包邊結構 水滴包邊結構
1 前言
由于客戶感官安全等因素對車身上可以直接目測及觸碰的區域盡量減少外露連接工藝;車身開閉件打開后可以直接看到門內外板周圈連接的位置,因此大部分的開閉件內外板都會采用包邊加折邊膠的連接形式,用以提高車身精致感和司乘人員觸碰安全性。
汽車工程開發階段,產品設計工程師對開閉件不同連接位置采用不同形式的包邊結構,原因是為了滿足造型設計意圖并完成內外板連接,在外板復雜曲率的外表面上直包邊會產生一些質量缺陷,本文結合現場包邊的實踐經驗將設計階段可能產生的包邊缺陷進行詳細分析,確保在工程階設計階段將問題最大規避,降低后期現場設計變更的風險,從而提高產品設計工作效率,降低工程開發周期,節約項目開發成本。
一般汽車企業在設計階段會對數據包邊位置做一個初始定義值包括外板開角角度,開角長度,內外板間隙值、內外板包邊重疊量,各專業部門基于此開展相關工裝設備開發,產品性能驗證工作;在量產前工程師會基于現場情況調試零件搭接尺寸和相應包邊設備參數從而達到包邊后的質量要求。
2 包邊工藝及設備分類
2.1 一般汽車企業規劃包邊生產線時采用的設備有三種類型,根據節拍,共線車型數量、品質要求、工廠布局等因素進行選擇。
A.壓機+模具組合
B.專用包邊機
C.專機包邊設備
D.機器人滾輪+滾邊胎膜
2.2 由于造型、安全因素車身包邊結構大體分成四類:
A.全包邊結構,小曲率/直邊包邊時采用的包邊連接形式,可以起到較好的連接作用;
B.半包邊結構,尖角位置,大曲率包邊位置采用此種結構,很少的連接功能;
C.0度包邊結構,外板翻邊帶角度與內板貼合,不經過焊裝包邊設備加工處理,沒有連接功能;
D.水滴包邊,包邊截面為水滴狀一般用在發蓋、側圍輪罩區域起到行人碰撞保護作用。
2.3 包邊結構對產品設計的要求:
為了開閉件內外板扣合包邊后具有較強的連接性能又能夠使客戶獲得良好的精致感官,需要在內外板折邊連接位置涂敷折邊膠,這樣可以起到防腐、提高連接強度作用,此時設計需要對內外板搭接尺寸涂膠位置等進行詳細的規范,否則將會產生包邊質量的問題。
2.3.1 包邊涂膠的要求及目的
包邊后內、外板之間無法做到整個面完全貼合(質量規定此間隙值小于0.2mm合格),此包邊重疊區域在涂裝車間由于密閉腔體原因,無法進入電泳液不能形成電泳漆膜,不具備防腐作用;所以務必在包邊扣合前在內外板之間增加折邊膠,使折邊膠在外板壓合后可以充分填充在內板與外板兩接觸面及間隙中,據有防腐、密封、連接的作用。
開閉件總成依靠包邊后外板壓合內板的金屬變形力無法有效固定內、外板之間的相對位置,尤其在門蓋總成線與裝調線的轉運、裝配過程時會存在內外板相對竄動情況,導致開閉件與車身匹配的間隙、面差無法保證。
開閉件總成由焊裝車間輸送涂裝后仍然需要對包邊連接端頭進行涂膠進行細密封處理,使空氣、水汽無法進入到包邊后的內外板間隙中,提高了車身防腐性;也增加了內外板之間的連接結合力,涂裝密封也提高了車身精致感。
有些鋁件包邊結構防腐性能高且包邊位置在車身上部相對較干區域也有不圖涂裝密封膠的案例車型。
2.3.2 包邊內外板搭接尺寸要求
包邊本質是外力驅動零件外板翻邊產生塑性變形將內板包裹住,形成連接力,實質是金屬物理變化;因此決定包邊質量的重要因素取決與板件之間的搭接尺寸及材料的力學性能。
一般全包邊結構內外板的搭接尺寸設計建議值如下:
A.內外板間隙,一般在1.5mm(鋼材料)至2.0mm之間(鋁材料);
B.翻邊角度,一般在95度至105之間;
(滾邊設備可以適當加大角度至155度)
C.翻邊高度,一般在8.3mm至9.6mm之間;
D.材料厚度,一般外板0.7-0.9mm,內板0.7-1.2mm;
E.縮進量,包邊后翻邊向內折疊外R切邊點小于翻邊前外板切邊的輪廓尺寸,一般在0.1-0.4mm之間;設計時根據包邊位置需要預留補償值,便于關聯零件匹配;
F.包邊重疊量,一般在3.5-5.5mm之間,能夠起到連接作用。
由于內外板包邊面受造型影響較大,很多位置不可以設計成平直的全包邊結構,此種情況的包邊結構和尺寸要根據外表面曲率進行調整為特殊區域;這些情況一般包括內凹包邊區域、外凸包邊區域、尖角包邊區域、過渡包邊區域。
A-內凹包邊區域:包邊外表面向外凸出使外板翻邊向內凹陷聚集形成包邊的結構;
B-外凸包邊區域:包邊外表面向內凹陷使外板翻邊向外凸出聚集形成的包邊結構;
C-尖角包邊區域:尖角位置區域包邊的結構
D-過渡包邊區域:完全直包邊與半包邊過渡區域的漸變包邊區一般設置在15mm-25mm。
2.4 -機器人滾邊工藝與壓機、專機包邊對產品外觀質量的影響:
2.4.1 模具壓機、專機包邊特點,都是采用壓塊推動外板壓合內板形成鎖緊力,壓機模具包邊采用上下模壓塊進行,采用壓機作為動力源進行壓合,上下模具內部結構多步動作完成折邊;專機包邊原理與模具壓塊工作原理基本一樣,只是采用液壓缸\伺服缸動力推動機構。
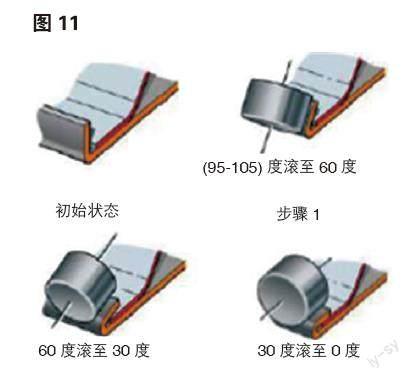
2.4.2 機器人滾邊特點是機器人連接機械滾輪使外板翻邊在滾輪推力作用下彎曲并移動,達到所期望的角度(半包邊/完全包邊),一般包邊區域滾輪需要滾壓3遍。
有些車身的前、后蓋受造型影響,外板翻邊的開角角度需要大于105度,滾邊工藝需增加一遍預滾邊操作,一般使外板翻邊角度達到正常滾邊開角角度小于105度;此時滾邊操作一共需要滾壓4遍,才可以完成包邊活動。
滾輪工具結構尺寸會根據包邊位置、生產節拍、滾邊角度的不同采用不同直徑的錐形滾輪或圓柱滾輪;一般為了適用不同空間的滾邊操作,可以將不同種類尺寸的滾輪集成到一起形成復合滾輪組,這樣機器人在滾邊操作時就可以根據需求采用不同的滾輪對零件進行操作,不需要進行滾輪工具切換操作提高效率。
2.5 滾邊工藝與壓機模具、專機包邊對產品曲率要求:
壓機、專機包邊時,作用到外板力是模具刀塊整體推壓外板翻邊實現折彎包邊;上模刀塊與下胎模是可以完全按照外板曲率設計的;能夠使上模刀塊壓合外板翻邊與下胎膜完全貼合壓實可以獲得較高的包邊質量(見2.4.1)。
滾邊包邊是依靠滾輪圓柱側面與外板翻邊切線接觸依序進行滾壓板金使整個翻邊逐漸折到設計要求;整個折彎過程是需要多次滾壓且受滾輪圓柱體結構影響,第三步終折彎壓實的過程對包邊截面有要求,當截面為曲率凹、凸弧狀時滾輪面無法使板件達到完全貼合狀態;一般滾邊會要求產品滾邊面法相截面在20mm內為近直線,否則將由于弧度曲率拱高因素使外板受力不均勻易產生表面缺陷。
基于假設內外板包邊各參數計算拱高、包邊截面曲率的相互影響;當包邊壓合長度L按照10mm時,曲率R≥200mm時包邊拱高小于0.1mm,此間隙可以用折邊膠填充滿足連接質量要求。
包邊壓合長度L按照20mm時,曲率R≥300mm,拱高小于0.2mm,可以用用折邊膠填充,且滿足內外包邊厚度間隙檢測要求。
特殊區域造型要求為小曲率半徑包邊時,如拱高>0.2mm也可以采用曲面滾輪進行滾邊操作;但是此種情況增加現場滾邊調試難度;同一種曲率的滾輪要適應不同曲率的截面要求。
在進行包邊設計、工裝設備開發過程中要充分考慮包邊曲率的對面品的影響,以及對包邊設備的選擇。
3 結語
本文簡要介紹了包邊工藝的種類、設備種類、質量缺陷;對不同包邊設備包邊的原理進行解析,由于滾邊包邊時對板件受力作用的特殊性會對產品包邊外觀面有反向需求。
所以在規劃選擇車身開閉件包邊方式時除了考慮生產線節拍,場地布局、生產柔性,也需要重點考慮造型因素對包邊方式選擇的影響;在A面外觀影響較明顯位置如果是包邊截面為曲面,且曲率R較小時建議優先選用壓機或者專機包邊,質量更容易保證。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2019年7期)2019-11-25 01:43:04
中國生殖健康(2019年2期)2019-08-23 08:12:08
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
汽車觀察(2016年3期)2016-02-28 13:16:26
電測與儀表(2015年5期)2015-04-09 11:30:52
