線性液動壓拋光流場的循環交變動壓力衍生機制
2023-10-21 04:01:12文東輝成志超孔凡志
中國機械工程 2023年19期
謝 重 文東輝 成志超 孔凡志
1.浙江工業大學機械工程學院,杭州,3100232.臺州職業技術學院機電工程學院,臺州,318000
0 引言
當前,超光滑表面制備已成為光學元件、光電器件、集成電路元件及納米薄膜襯底等元器件制造的先決條件[1-3],與之相關的高科技行業極大地帶動了國民經濟的增長。通過改善磨粒與工件表面的接觸狀態來制備超光滑表面的流體拋光方法,一直以來都備受國內外學者的關注,相繼出現了浴法拋光[4]、浮法拋光[5]、彈性發射加工[6]、動壓浮離拋光[7]等,其共性特征是浸液環境熱影響小、準/非接觸實現無損傷加工、磨粒以近似水平角度撞擊實現超光滑表面拋光[8-9]。
在多相流的超精密拋光中,流場動壓力的作用規律對流場中固相磨粒撞擊工件表面的材料去除效果及拋光表面質量起著至關重要的作用。曹志強[10]研究了加工間隙對流體動壓力的影響規律,并建立了流體動壓力的辨識模型,為實現加工過程中流體動壓力的實時控制提供了依據。李巖[11]建立了液膜流場數學模型,該模型表明流動動壓效應對有槽的工具表面粗糙度會產生影響。於加峰[12]通過仿真和實驗研究了流場的動壓力分布規律對工件表面材料的去除率和去除速率的影響。彭文強等[13-14]建立了流體動壓超光滑加工的三維材料去除模型,其材料去除效果受流體動壓和流體剪切力共同作用的影響。尹林志[15]、鄭子軍等[16-17]基于理論推導和數值仿真方法探究了拋光工具盤結構參數對動壓力大小和均勻性的影響規律。文東輝等[18-20]基于流體動壓潤滑原理提出了線性液動壓拋光方法,通過對拋光流場的數值模擬探究了流場動壓力在工件表面的分布狀況,在K9玻璃拋光試驗中獲得了表面粗糙度Ra為0.91 nm的超光滑表面,但還未建立拋光過程中流場動壓力的調控機制,實現更好的材料去除效果。
本文基于線性液動壓拋光方法,通過理論推導和數值仿真對拋光流場中工件表面的動壓力作用規律進行了研究,建立了工件表面動壓力隨時間變化的數學模型。考慮拋光工藝參數對動壓力的影響,建立了線性液動壓拋光流場的循環交變動壓力載荷衍生機制,從而實現拋光過程中工件表面動壓力及其分布均勻性的可調節。
1 拋光流場動壓力數學模型建立
1.1 線性液動壓拋光原理
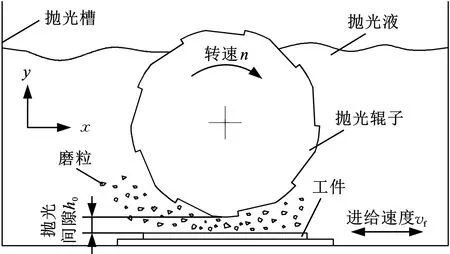
圖1 線性液動壓拋光原理Fig.1 LHP polishing principle
圖1所示為線性液動壓拋光原理,采用一種新型的圓柱形拋光輥子,其表面周期性地分布有楔形槽微觀結構。拋光工件固定在一個速度可調且能往復進給的運動平臺上,拋光輥子和拋光工件都浸沒在拋光液中,它們之間的間隙可實現微米級精度的調節。拋光加工時,在高旋轉精度電機的驅動下,帶動拋光輥子高速旋轉,使得拋光輥子與工件表面之間形成周期性變化的結構流場。由于流體動壓效應的作用,在微小拋光間隙中的拋光表面上會產生強大的流體動壓力,且該動壓力會以循環交變的形式作用于流場,使拋光液中的磨粒規律性地不斷沖擊工件表面。在材料去除的過程中,拋光磨粒以近似水平的角度撞擊工件表面,實現磨粒與工件表面的“軟”接觸,獲得極薄的材料去除效果。
1.2 拋光輥子結構化單元
楔形槽拋光輥子表面的微結構如圖2所示,其中R為拋光輥子半徑;θ1、θ2為拋光輥子的結構圓心角,θ1+θ2為單個楔形槽對應的圓心角度之和,則拋光輥子沿圓周方向上的周期性楔形槽個數為360°/(θ1+θ2);d為槽深;hB′、hB″、hB?、B1、B2、B為流場結構參數(其中,hB′、hhB″、hB?分別為x=0,x=B1,X=B位置的液膜厚度)。楔形槽拋光輥子結構尺寸具體值如表1所示。
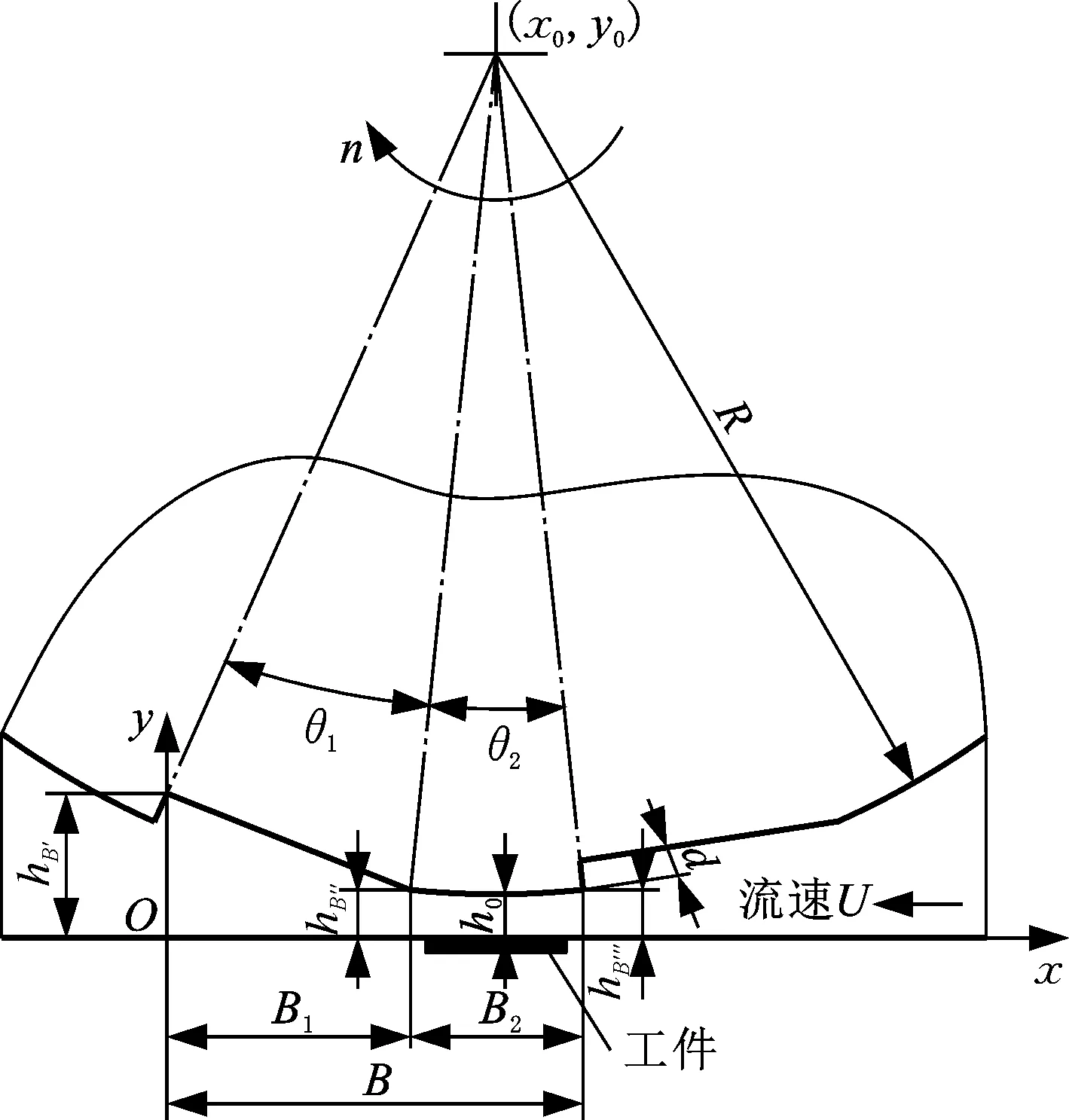
圖2 楔形槽拋光輥子微結構Fig.2 Roller with wedge microstructure

表1 楔形槽拋光輥子結構尺寸
1.3 流場動壓力靜態模型
1.3.1雷諾方程
如圖2所示,楔形槽拋光流場中的流體以速度U沿x軸負方向運動,由不可壓縮黏性流體的運動方程可以得到[17]:
(1)
式中,p為流體壓力;μ為拋光液的動力黏度;h為流場中的液膜厚度;D0為待定系數。
1.3.2液膜厚度函數
拋光流場中的液膜厚度與拋光輥子的輪廓形狀相關,楔形槽拋光流場的膜厚函數為
(2)
為便于計算,給出液膜厚度h相對于坐標x的變化率:
(3)
(4)
1.3.3邊界條件
設定楔形槽拋光流場單元結構的入口和出口壓力為零,區域QB1和QB2(其中,QB1、QB2分別為x與拋光輥子間B1、B2對應的區域)的中間過渡位置的壓力相等,且在區域QB2液膜最薄的位置是流場壓力值的一個拐點,則有如下邊界條件:
(5)
1.3.4壓力函數
對于區域QB1,將膜厚函數及膜厚變化率代入式(1)可得
(6)
0≤x≤B1
式中,D1為待定系數。
對于區域QB2,將式(5)中的邊界條件h=h0,dp/dx=0代入式(1),可獲得區域QB2的壓力關于膜厚h的偏微分:
(7)
對式(7)進行積分,可得區域QB2的壓力關于膜厚h的函數:
(8)
式中,D2為待定系數。
最終,將式(5)中的邊界條件分別代入式(6)和式(8),解得
(9)
將式(9)中的待定系數D0-D2、膜厚的變化率KB1和KB2,以及區域B2的膜厚函數代回式(6)和式(8),即可得整個區域QB的流場動壓力靜態模型。
1.4 流場動壓力動態模型
在線性液動壓拋光過程中,拋光流場的結構呈周期性變化,且在單個微結構運動周期內工件表面的液膜厚度隨時間而發生改變(即流場結構在周期內隨時間變化),則工件表面的壓力分布也與時間有關。由此,需要建立拋光流場中工件表面動壓力在單個運動周期內隨時間變化的動態模型。為了清晰表述這一過程,以及便于分析周期內拋光流場結構的變化,將單個運動周期內的拋光輥子旋轉的角度θ1+θ2分為三個階段,即0~θ1/2、θ1/2~θ1、θ1~θ1+θ2三段,圖3為楔形槽拋光流場周期內的結構變化圖。
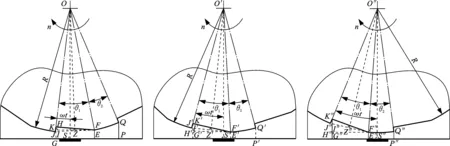
(a)0~θ1/2運動階段 (b)θ1/2~θ1運動階段 (c)θ1~θ1+θ2運動階段圖3 拋光流場周期內的結構變化圖Fig.3 Structure change of polishing flow field during the period
基于前面推導的流場動壓力靜態模型,為了探究拋光流場中工件表面壓力隨時間的變化規律,需要獲得拋光輥子在不同轉速下流場結構參數hB′、hB″、hB?、B1、B2、x0、y0隨時間的變化規律。如圖3所示,單個周期內三個運動階段對應的流場結構參數分別如下:0~θ1/2運動階段為lKG、lFE、lQP、lGE、lEP、lGS、lOS;θ1/2~θ1運動階段為lK′G′、lF′E′、lQ′P′、lG′E′、lE′P′、lG′S′、lO′S′;θ1~θ1+θ2運動階段為lK″G″、lF″E″、lQ″P″、lG″E″、lE″P″、lG″S″、lO″S″。
根據幾何關系,推導出楔形槽拋光流場在單個周期T內的流場結構參數與時間的關系。
0~θ1/2運動階段:
(10)
θ1/2~θ1運動階段:
(11)
θ1~θ1+θ2運動階段:
(12)
將式(10)~式(12)分別代入楔形槽拋光流場的靜態壓力公式(式(6)和式(8))中,即可得到整個區域QB的流場動壓力隨時間變化的動態模型,其單個周期內的動壓力分段函數如下:
(13)
2 拋光流場循環交變動壓力衍生機制
2.1 拋光流場動壓力分布
通過MATLAB編制程序,對動壓力公式進行計算并繪制曲線圖,進而分析工件表面動壓力的分布規律。設拋光轉速n=3000 r/min,流場平均流速U=23.562 m/s,拋光間隙h0=50 μm。選擇拋光液濃度(質量分數)C=40%,基于Batchelor模型[21],計算得拋光液動力黏度μ=1.6 mPa·s。圖2中所示時刻(ωt=θ1+θ2/2)的流場結構參數值為:B1=5.331 mm,B2=4.175 mm,B=9.506 mm,hB′=3.177 mm,hB″=hB?=0.196 mm,x0=7.419 mm,y0=15.05 mm。楔形槽拋光輥子結構尺寸見表1。

圖4 ωt=θ1+θ2/2時刻的動壓力分布Fig.4 Dynamic pressure distribution at ωt=θ1+θ2/2 time
計算得到的工件表面動壓力分布曲線見圖4、圖5,在周期內某時刻工件表面的動壓力作用寬度小,流場QB1區域的動壓力趨向于線性增大,其動壓力與QB2區域的動壓力相比不在一個數量級上。周期內隨著時間的變化,流場結構發生改變,不同時刻的動壓力分布及其最值在變動。通過選取多個時刻的動壓力分布曲線,擬合出拋光流場單個運動周期內工件表面的動壓力分布情況,即如圖5所示的結果,其動壓力作用寬度相較于某時刻的動壓力作用寬度有明顯增大,周期內流場動壓力最大值出現在ωt=θ1+θ2/2時刻流場結構的拐點位置。

圖5 單個周期內的動壓力分布Fig.5 Dynamic pressure distribution within a single period
通過CFD建模仿真,獲得楔形槽輥子拋光流場中工件表面的動壓力分布云圖,如圖6所示。該動壓云圖沿拋光輥子的軸向均勻分布且呈帶狀,具有一定的動壓力作用寬度。在云圖的中心位置沿動壓帶的寬度方向提取動壓力值,繪制其分布曲線并與理論計算的結果進行比較,結果如圖7所示。數值仿真中拋光動壓力的最大值為656.5 kPa,與理論計算結果相近,且拋光動壓力在工件表面的分布規律及有效作用寬度與理論計算結果也相似,同時,由于拋光輥子的轉動效應,動壓力云圖的左側相較于右側具有更明顯的動壓力波動梯度,在理論計算中動壓力分布結果對此也有一定的體現。由此,基本驗證了前面關于流場動壓力模型的理論推導的正確性。
圖6 楔形槽輥子拋光流場的動壓力云圖Fig.6 Dynamic Pressure nephograph of wedge roller polishing flow field
圖7 流場動壓力的理論計算與數值仿真對比Fig.7 Comparison between theoretical calculation and numerical simulation of dynamic pressure
2.2 循環交變動壓力的衍生機制
在線性液動壓拋光過程中,周期性的槽型結構在工件表面會形成周期性的動壓力,呈現循環交變效果,圖8所示為楔形拋光輥子流場中工件固定不動時工件表面動壓力的循環交變規律,周期性的動壓力作用于工件表面的相同位置,只能實現較窄范圍內的表面加工。當拋光工件具有往復進給運動時,則不僅能增大拋光區域的范圍還能調節拋光表面動壓力的均勻性。工件表面拋光動壓力的均勻性可以用相鄰兩周期內動壓力作用范圍的重疊率來衡量。

圖8 工件固定時表面動壓力的循環交變規律Fig.8 Cyclic alternating law of surface dynamic pressure when workpiece is fixed

圖9 工件進給時表面動壓力的循環交變規律Fig.9 Cyclic alternating law of surface dynamic pressure during workpiece feeding
為了定義相鄰兩作用周期間的動壓力分布的重疊效果,繪制了圖9所示的拋光工件進給時工件表面的循環交變動壓力分布示意圖。其中W1為周期內動壓力有效作用區域的寬度,pmax為周期內的最大壓力,W2為相鄰周期之間動壓力峰值位置的距離,該重疊率可定義為
(14)
W2由工件的進給速度vf和單個運動周期時間T=30(θ1+θ2)/(πn)決定,其值為
W2=vfT
(15)
將式(15)代入式(14)得到相鄰周期內動壓力分布的重疊率:
(16)
給定圖7所示的動壓力有效作用區域的寬度W1=3.5 mm,拋光輥子結構參數如表1所示,則可獲得不同重疊率下拋光轉速n和工件進給速度vf之間的關系,如圖10所示。不同重疊率下拋光轉速與工件進給速度都是成正比例的線性關系,且隨著重疊率的增加該線性的斜率越小,即在需要通過較大的重疊率來獲得更均勻的工件表面動壓力分布時,雖然拋光轉速需要有較大的提高,但工件的進給速度已然在較低的水平,有利于工件進給平臺的穩定性及進給運動的精確性。

圖10 不同重疊率下拋光轉速和進給速度的關系Fig.10 relationship between polishing speed and feed speed under different overlap ratio
設定拋光轉速為30 000 r/min時,繪制80%、85%、90%和95%四種重疊率下動壓力循環交變的分布圖,如圖11所示。可以看出,重疊率越大,工件表面的動壓力會越均勻,但在相同時間內動壓力的有效作用區域會縮小,拋光加工的效率會降低。由此,結合圖10中不同重疊率下拋光轉速與工件進給速度的關系,當拋光轉速固定時,可以通過調節不同的工件進給速度來改變動壓力的重疊率,從而調節線性液動壓拋光流場中循環交變動壓力分布的均勻性。

(a)δ=80%
(b)δ=85%

(c)δ=90%

(d)δ=95%圖11 不同重疊率下動壓力循環交變規律Fig.11 Cyclic alternating law of dynamic pressure under different overlap rates
另外,拋光流場的循環交變動壓力的大小也需要實現調控。在實際拋光過程中,改變拋光工藝參數對拋光工件表面的動壓力有至關重要的影響。基于楔形槽拋光流場的動壓力公式,研究拋光轉速、拋光間隙和拋光液濃度三個拋光工藝參數對工件表面動壓力分布的影響,結果分別如圖12~圖14所示。可以看出,三個拋光工藝參數對工件表面動壓力的影響由高到低依次為:拋光間隙、拋光轉速、拋光液濃度。流場動壓力大小與拋光轉速成正比例關系,且隨著拋光間隙的增大流場動壓力急劇下降,同時磨粒濃度的提高會使流場動壓力緩慢地增大。調節拋光間隙對改變流場動壓力大小的效率最高,但流場拋光間隙在數十微米內,對拋光間隙調節裝置的精度提出了更高的要求,同時整個拋光系統的振動及穩定性對拋光流場動壓力也具有不可忽視的影響。因此,在拋光流場的循環交變動壓力大小的調控過程中,盡量采用固定拋光間隙而調節拋光轉速的方式來改變流場動壓力大小,因為拋光轉速與動壓力大小成正比,獲得流場動壓力更方便,而且提高拋光轉速還有助于提高流場動壓力的均勻性。

圖13 拋光間隙對流場動壓力的影響Fig.13 Influence of polishing gaps on dynamic pressure in flow field

圖14 拋光液濃度對流場動壓力的影響Fig.14 Influence of polishing slurry concentration on dynamic pressure in flow field
3 結論
(1)由所建立的線性液動壓拋光流場動壓力靜態模型可知,某一時刻流場動壓力的有效作用區域狹窄,隨著時間的變化,流場結構發生改變,不同時刻的動壓力大小及分布發生改變,綜合周期內的動壓力作用效果,可獲得較寬的動壓力作用區域。
(2)基于拋光工藝參數(拋光轉速、拋光間隙和拋光液濃度)對動壓力幅值的影響研究,并結合不同轉速下工件進給速度對動壓力周期的調節作用,建立了線性液動壓拋光流場的循環交變動壓力衍生機制。
(3)通過調節不同拋光轉速下的工件進給速度可以獲得良好的動壓力均勻性,但隨著動壓力均勻性的提高,拋光加工的效率會降低;通過改變拋光工藝參數(拋光轉速、拋光間隙和拋光液濃度)可以調節流場動壓力的大小,它們對動壓力的影響大小由高到低依次為:拋光間隙、拋光轉速和磨粒濃度。