基于TRIZ理論的車—車拉曲軸主軸頸粗加工工藝優化
2023-10-20 03:21:26薛飛
汽車工藝師 2023年10期
薛飛
上汽大眾汽車有限公司 上海 201805
車—車拉是目前加工內燃機曲軸主軸頸的主流加工方式(見圖1)。車指的是對曲軸主軸各檔外圓表面的車削加工。車拉指的是通過梳齒刀對曲軸主軸頸拉削進行精加工。車—車拉設備通常具有雙刀塔,由數控系統雙通道控制,具有高柔性、高效率的特點。隨著隨動銑削加工技術的成熟,目前也出現了將曲軸的主軸頸與連桿頸全部通過外銑方式加工的方式,達到工序集中,簡化生產工藝的目的。但與外銑斷續切削性質相比,車—車拉屬于連續切削,在刀具成本上有較大的優勢,尤其是在平衡塊側面不需要加工的情況下。同時對曲軸頸有軸向沉割槽這一工藝特征時,只能采用車—車拉加工。

圖1 車—車拉設備
上汽大眾發動機二廠(以下簡稱發二)生產的EA888發動機曲軸采用德國“MILES—SIMMONS”機床公司生產的車—車拉設備。據生產線統計AF20主軸頸粗車刀片爆刀平均每月發生10起左右,為生產線爆刀TOP1。該工序每月由主軸頸粗車刀片爆刀引起的工廢約20根左右,工廢占比10%~15% ,為生產線工廢TOP1(見圖2)。觀察加工到耐用度換下的刀片,發現刀體中部往往有貫穿性的裂紋,當這種裂紋繼續蔓延就會使得刀片破損(見圖3),同時還有垂直于刀刃的熱裂紋。
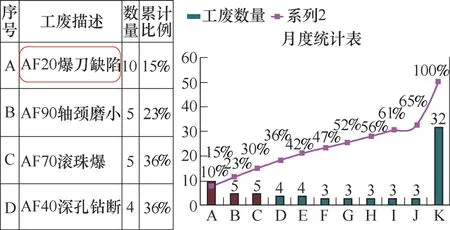
圖2 工廢統計情況

圖3 刀片破損情況
問題分析
觀察刀片產生裂紋的部位與加工過程,認為產生爆刀有以下原因。
1)曲軸毛坯飛邊較高。曲軸毛坯采用模鍛,最后一道工序是切邊。由于切邊模刃口鈍化,剪切效果減弱。擠壓導致合模面產生較高的飛邊。車刀加工飛邊時受到較大沖擊。根據外協質保提供的毛坯會簽圖樣上的技術要求(見圖4),曲軸毛坯飛邊的高度不得>1.5mm。現場測量飛邊高度約1.3mm,雖屬合格,但我們認為車削刀片的硬質合金牌號和刀具角度是根據連續加工選用的,如果有明顯的斷續沖擊將會大幅縮短刀具耐用度。如需供應商減少飛邊厚度需要重新簽訂毛坯采購合同,這顯然短期內無法實現。
2)車刀片粗加工軸頸時切削參數較高,最大切削厚度6.7mm 、切削速度180m/min 、進給量0.46r/mim。切削抗力較大,易產生振動。由于車—車拉工序是整個曲軸生產線的瓶頸工序,如降低切削參數勢必影響整個曲軸生產線的產量。
3)車—車拉刀盤結構和刀片的裝夾空間限制,刀片采用螺栓緊固的連接方式。刀片中部受螺栓孔影響強度較弱。不易承受彎曲載荷。可以從刀片材質入手,選用添加有鉭、鈮等元素,韌性和強度較好的硬質合金牌號。但刀片材質優化周期較長,即使優化刀片材質后,在原有高負載加工參數(ap=6.7mm,f=0.46 r/mim)的情況下也很難保證不發生爆刀。
是否有一種簡單高效的優化方法解決這一問題呢?
幾種主軸頸粗加工工藝對比
對比了國內幾家乘用車內燃機曲軸主軸頸粗加工工藝,并整理如下。實線箭頭表示刀具切削軌跡,虛線箭頭表示刀具快速定位軌跡,陰影表示本工步刀具加工的毛坯部位。
1)發二曲軸主軸頸粗加工方案如圖5所示。工步1、工步2分別用左右偏刀對曲軸主軸頸兩側端面預加工。由于采用立裝槽刀,如果不對曲軸主軸頸端面預加工,槽刀座的右側面就會與曲軸毛坯發生干涉。工步3采用立裝槽刀從主軸頸中間下刀。工步4、工步5分別用左右偏刀對主軸頸外圓加工至粗加工尺寸。整個粗加工過程5次換刀,車刀進給速度0.46 r/mim。
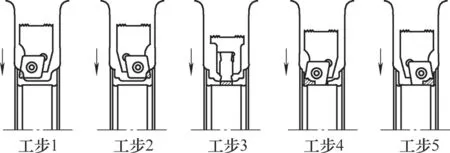
圖5 上汽大眾發動機二廠曲軸主軸頸粗加工方案
2)上海大眾動力總成有限公司曲軸主軸頸粗加工方案如圖6所示。工步1采用雙頭車刀同時對曲軸主軸頸兩側端面預加工。用該工步代替了發二對應的工步1、工步2的加工內容。工步2~工步4與發二所述工藝一致。整個粗加工過程有4次換刀,車刀進給速度為0.4 r/mim。
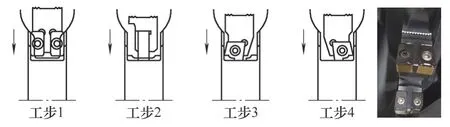
圖6 上海大眾動力總成曲軸主軸頸粗加工方案及雙頭車刀實物
3)一汽大眾長春發動機廠曲軸主軸頸粗加工方案如圖7所示。工步1采用右偏刀對主軸頸右側端面預加工。與發二工藝相比,將主軸頸左側端面預加工與工步3合并。整個粗加工過程有4次換刀,車刀進給速度為0.4 r/mim。
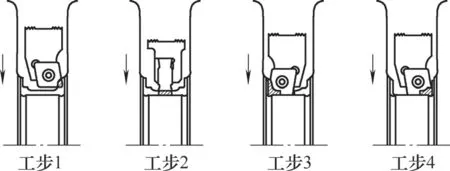
圖7 一汽大眾長春發動機廠曲軸主軸頸粗加工方案
4)上汽大眾發動機一廠(以下簡稱發一)曲軸主軸頸粗加工方案如圖8所示。工步1采用平裝槽刀從主軸頸中部下刀。工步2、工步3分別將主軸頸左、右側端面與主軸頸外圓一刀加工至粗加工尺寸。整個粗加工過程3次換刀,車刀進給速度0.37r/mim。
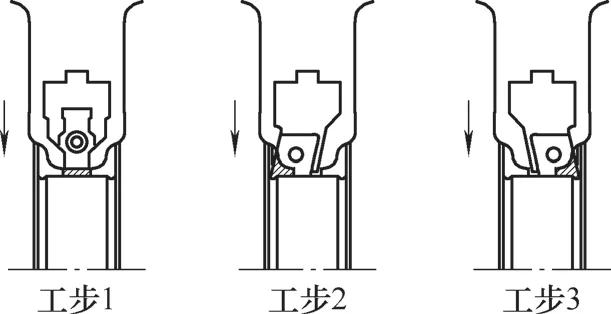
圖8 上汽大眾發動機一廠曲軸主軸頸粗加工方案
綜上所述,發一曲軸主軸頸粗加工方案換刀次數最少。車—車拉設備的刀塔采用伺服電動機,通過行星齒輪減速機構降速增矩,液壓夾緊套鎖緊(見圖9)。完成整個換刀動作,并從換刀位置重新運動到刀具切削位置耗時約1.6s。在去除金屬總量相同的情況下,減少換刀次數,縮短換刀所需的輔助時間,再將這部分時間補償到刀具去除材料的基本時間內。實現降低刀具進給參數、分刀切削等措施,是減少軸頸粗車刀爆刀的有效方法。將發二原7.5mm寬立裝槽刀按發一平裝槽刀的結構設計(見圖10),為了降低刀具成本選用標準寬度的8mm槽刀片。采用原7.5mm槽刀加工參數,試加工時機床發生輪廓監控報警。將槽刀進給參數由原來的0.26 r/mim降低到0.14 r/mim設備勉強能夠加工。對比發一所使用的“MAG車床”和發二所使用的“MILES—SIMMONS車床”,我們認為由于設備剛性和承載能力的差異,發二車床只能沿用7.5mm寬的槽刀。如按7.5mm設計平裝槽刀則為非標刀片,刀具成本大大增加,優化工作陷入了瓶頸。

圖9 車—車拉刀塔

圖10 平裝槽刀與立裝槽刀對比
運用TRIZ理論優化加工軌跡
與傳統解決技術矛盾所使用的,在技術參數中尋找平衡點的妥協折中方法相比, TRIZ理論更加明確技術矛盾,并運用發明原理完全解決矛盾。TRIZ理論通過將現場的問題經過抽象轉化,再通過TRIZ理論工具獲得可能的解決方案,然后到現場加以運用。
我們所使用的TRIZ理論工具是TRIZ矛盾矩陣。其縱坐標是39個抽象的、使用者想要改善的通用工程參數,橫坐標是抽象的會引起惡化的通用工程參數。在表格中對應的序號就是解決該問題的推薦發明原理。將需要改善爆刀的現場問題抽象為TRIZ矛盾矩陣(見表1)中的“可靠性”工程參數,將立裝槽刀座與毛坯干涉的現場問題抽象為TRIZ矛盾矩陣中的“運動物體的長度” 工程參數。經過查閱TRIZ矛盾矩陣,所對應的發明原理是15動態化原理、9預先反作用原理、14曲面化原理及4增加不對稱性原理。

表1 TRIZ矛盾矩陣
受到發明原理4增加不對稱性原理的啟發,將原立裝槽刀的下刀位置從主軸頸中間位置改為向左側偏移,避免槽刀座右側與左側主軸頸端面的毛坯干涉(見圖11),從而實現省去對主軸頸端面的預加工。

圖11 槽刀主軸頸中間下刀位置和向左偏移下刀位置
優化后的加工方案如圖12所示,工步1槽刀向左側偏移下刀,與原加工方案相比槽刀的切削負載不變。工步2左偏刀對主軸頸左側端面及外圓粗加工。由于槽刀下刀位置偏左,所以主軸頸左側的加工余量相對于原加工方案減少,切削負載隨之減少,避免了爆刀的風險。由于槽刀下刀位置偏左,造成主軸頸右側的加工余量增加。受到發明原理14曲面化原理的啟發,將原方案左側毛坯余量,由僅主切削刃(與曲軸軸徑平行的刀刃)承受的情況轉化為主切削刃和副切削刃分別承受。其具體做法是,工步3右偏刀先徑向進刀,對主軸頸右端面預加工。當加工至軸頸毛坯位置時向左快速退刀。再做徑向進刀至軸頸外圓粗加工尺寸,此時主切削刃切削長度較原方案減少。再沿軸向向右進刀,車出整個軸頸外圓,此時由副切削刃切削。

圖12 優化后的加工方案
優化后加工方案的優勢如下:
1)不需要新增加刀輔具,原有刀輔具可以沿用不產生浪費。只需要對NC程序做相應修改即可實現,簡單高效。
2)將原方案的5次換刀動作減少為3次,節省輔助時間3.2s。用于降低車刀的進給速度。
3)毛坯飛邊平行于軸心線。飛邊隨著曲軸外圓高速旋轉,當刀具徑向進刀時,主切削刃與整個切削長度的飛邊發生沖擊。而刀具改成沿軸向進刀時,飛邊僅對副切削刃上一個點產生沖擊。因此優化后方案能減少主切削刃與飛邊直接發生沖擊的長度,有效避免爆刀。
4)副切削刃同時參加切削有利于刀尖散熱和減緩主切削刃磨損。
結語
優化軌跡后月均爆刀次數下降67%,由爆刀所產生的月均工廢數量下降78% (見圖13)。在原有設備、刀具、毛坯不變的情況下,通過優化刀具加工軌跡有效減少了爆刀引起的工廢,大幅降低了生產成本。

圖13 優化前后爆刀工廢對比