基于PTS預定動作時間法的生產力改善方法研究
2023-10-20 03:21:24朱三武何水云程玉琦
汽車工藝師 2023年10期
朱三武,何水云,程玉琦
1.江西機電職業技術學院車輛工程學院 江西南昌 330013
2.江鈴汽車股份有限公司 江西南昌 330052
PTS預定動作時間法是國際公認的制定時間標準的先進技術。作為時間研究的重要分支,它利用預先為各種動作制定的時間標準,根據作業所包含的動作,確定作業的標準時間與正常時間[1]。
目前的PTS預定動作時間研究在具體的應用中有著各種各樣的操作手法,被公認的可被視為標準的手法主要有三種:MTM法(Methods of Time Measurement)[2-3]、大量作業測定法(也稱模特排時法Modular Arrangement of PTS,簡稱MODAPTS法)[4-6]、工作因素法(Work Factor簡稱WF)[7]。PTS法在企業制定標準工時的過程中起著重要作用,除了標準工時的制定與推廣,預定標準動作時間法也是生產力改善小組活動應用的重要工具[8]。
預定時間標準法最早起源于吉爾布雷斯夫婦早期的動作研究,他們在1912年提出了動作經濟性原則,以及可以通過分析工作動作來確定作業時間的概念,但是在他們的工作中,尚未將動作與時間直接聯系起來[9]。
PTS預定動作時間法的思想是通過確定生產操作過程中的各個動作元素,賦予動作元素以標準時間,在使用過程中將工藝過程涵蓋的動作元素進行組合,時間進行累加,從而得到最終的工藝時間[10]。在標準建立初期,工廠可以依據自身需求,運用PTS預定動作時間法的思想,自定義動作元素的大小與標準。
基于PTS法的工時標準的建立
1.PTS預定動作時間法的特點
采用PTS法可以在新產品及新作業開始生產前事前設定標準時間,為未來的生產管理與改善提供了管理的標準與方法的評估;也可以對作業內動作進行詳細時間預定,最大限度地提供方法優化與評比的可能,從而確定最合理,高效的作業方法。
采用PTS法可以不用秒表,在生產作業前確定標準時間,制定作業標準,但在前期建立驗證過程中需要現場觀察驗證其合理性、可行性。
當標準工時建立時,不需要時間分析中對觀測時間的評比與修正,可直接求得正常時間,只需按照寬放系數比率即可得出總工時。隨著作業方法的變更可修訂作業標準,但所依據的預定時間標準不變。因此,PTS法是生產線的流程再造及平衡改善時最方便的評估與設定手法。
2.工時標準的建立需遵循的原則
在人體方面,作業時工人雙手應同時完成其操作動作,但通常情況下都認為左手的效率不如右手,在作業時都習慣用右手操作,左手處于閑置狀況中,孰不知左手的效率至少可達右手效率的80%以上,充分發揮左手的能力是必不可少的,在操作中應該連續做曲線運動,以突變方向直線為最佳,動作盡可能保持自然的節奏及動作。
在工具設備方面,盡量減少手的工作,使用夾具及足踏工具代替,在可行的情況下使兩種工具進行合并,工具物料預先放置工作位置, 以便于拿取。如磁鐵及真空技術拿取物品,將工件的表面涂以不同的顏色做為標識,以辨于分辨拿取物品。
在操作場所布置方面,工具物料應放于固定地方并處理操作者的前方,盡量不使用眼睛動作,物料在產品架的位置呈梯形狀使作業范圍控制在正常視野的范圍內,按照最佳的工作排序以聲音及觸覺進行判斷,減少尋找、挑選物料的動作浪費及動作頻次。
3.工時標準建立的步驟
實踐工作中利用P T S法制定標準工時的步驟如下[11]。
充分認識標準動作的17個動作元素,主要分為有效性動作元素和無效性動作元素。有效性動作元素又分為實體性或生量性動作元素和目標性動作元素:實體性或生量性動作元素主要分為5種,伸手、拿取、移動、定位及放置;目標性動作元素主要分為3種,生產、取料、拆下。無效性動作元素分為心智性動作元素和遲延性動作元素:心智性動作元素分為5種,尋找、選擇、停留、對準及檢驗;而遲延性動作主要分為4種,休息、遲延、故延及持住。在生產作業過程中,消除無效性動作元素正是建立標準工時改善的方向。
要給出動作元素相對應的基準時間,從而計算出相應的作業時間,首先到生產現場觀察測定,與相關人員討論,根據不同的專業確定動作元素相對應的基準時間,然后通過攝像機記錄工位的作業內容,分析確定其最佳的操作方法,將操作方法分解成一些基本的動作元素,制作標準工時數據庫,再把預先確定好的動作元素時間應用到各動作元素上。
決定調節因素,以便選擇合適的表格值,調節因素包括質量、距離、物體尺寸及動作的難度等。對于沖壓來說,不同設備的生產時間不同,需要區分說明,拆模時間為一個批次,應按照經濟批量分攤到每個零件。
在正常時間標準上加上寬放時間,得出標準工作時間,見表1。
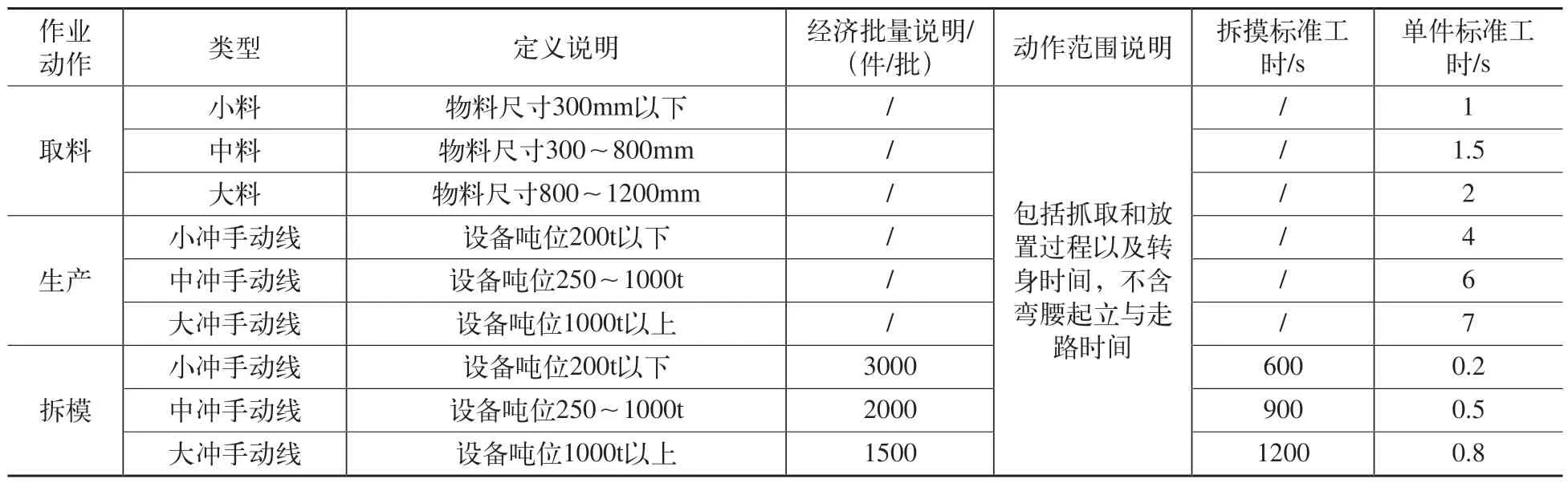
表1 標準作業動作時間表
將作業動作進行合理分解并賦予單個動作的標準時間,包含取料動作、生產動作和拆模動作等,拆模時間應按照經濟批量分攤到每個零件。實際操作中,企業可以根據自身需要制定動作單元的分解標準,但需要遵循與現場工藝一致的原則。利用Excel辦公工具制定工序的標準時間表格見表2。

表2 標準工時工序時間表
實踐中運用PTS預定動作時間進行標準工時的制定時,其基本動作元素及基本動作被賦予時間的討論與確認通常需要現場工藝人員的支持。一旦標準發布實施,就不可輕易更改;只有需要進行生產力提升或者動作本身發生改變,通過討論確認的才能做出更改并重新發布。
通過標準工時的引入和制定,形成標準工時的規范化管理,作為現場作業工時的驗證與分析,并作為動作研究改善的支持文件等。
4.工時標準建立的驗證
一個標準的建立,是否符合現場的時間生產情況,驗證階段很重要。驗證過程是將工廠主要車型的工位代入標準工時數據庫里計算其標準工時,驗證其效果及補充遺漏動作元素,再與年度正式分布工時對比分析并找出差異點,通過重組、合并、簡化及刪除,并遵循動作經濟原則進行改善。
在實踐實施中選取某款車型并進行了兩周的生產過程跟蹤、測量、拍攝,得到了可信度較高的現場信息。通過將信息導入上述表格,得到標準時間,并與錄像時間及年度正式發布時間相對比,其差異度小于10%。
需要指出的是,驗證階段也是標準的修訂階段。在這一階段,不符合現場實際的標準可以在討論后修改,同時描述現場遺漏的動作元素、不準確的動作元素,都要進行修訂。并且即使在標準正式發布后,也需要持續進行。
基于PTS法的生產力改善
傳統的生產力改善活動中,對于問題點的導入通常較片面化與簡單化,在特定工藝流程的生產線或者工藝較簡單直接的生產線,因為流程明確、目標明確,通常較容易找到問題點,實現目標的改善。對于較復雜的生產線,雖然設計中有明確的工作分工,清晰的工位布置,生產中卻往往與設計有偏差,存在越工位生產、工序間作業不均衡與交叉的現象。此時利用傳統方法直接對瓶頸工序進行分析改善,可改善程度不高,往往達不到預期的改善效果。
1.應用PTS法的改善問題點導入
應用PTS法導入改善問題點,從傳統的點式尋找問題變為線式甚至面式尋找問題,擴大了問題尋找范圍,同時增加了改善機會,增強了改善力度。
PTS預定動作時間法導入改善問題點的步驟如下:
1)確定生產線流程、布局、工位布置與各工位工序內容。
2)對各產品的實際操作進行攝像。應在時間計劃允許的前提下進行盡可能多次的拍攝,通過增加樣本數減少測量誤差,多次測量的均值即為工序拍攝時間。
3)統計工序中使用的工具、零件的名稱、數量及行走距離等相關數據,并做好記錄。
4)根據各產品作業內容、作業順序與操作動作,利用標準工時工序時間表對各工序時間進行衡量。
5)將攝像時間與產品時間表衡量時間相對比分析,得到各產品實際生產時間與標準工時時間的差異,見表3。

表3 標準工時與錄像工時差異統計表
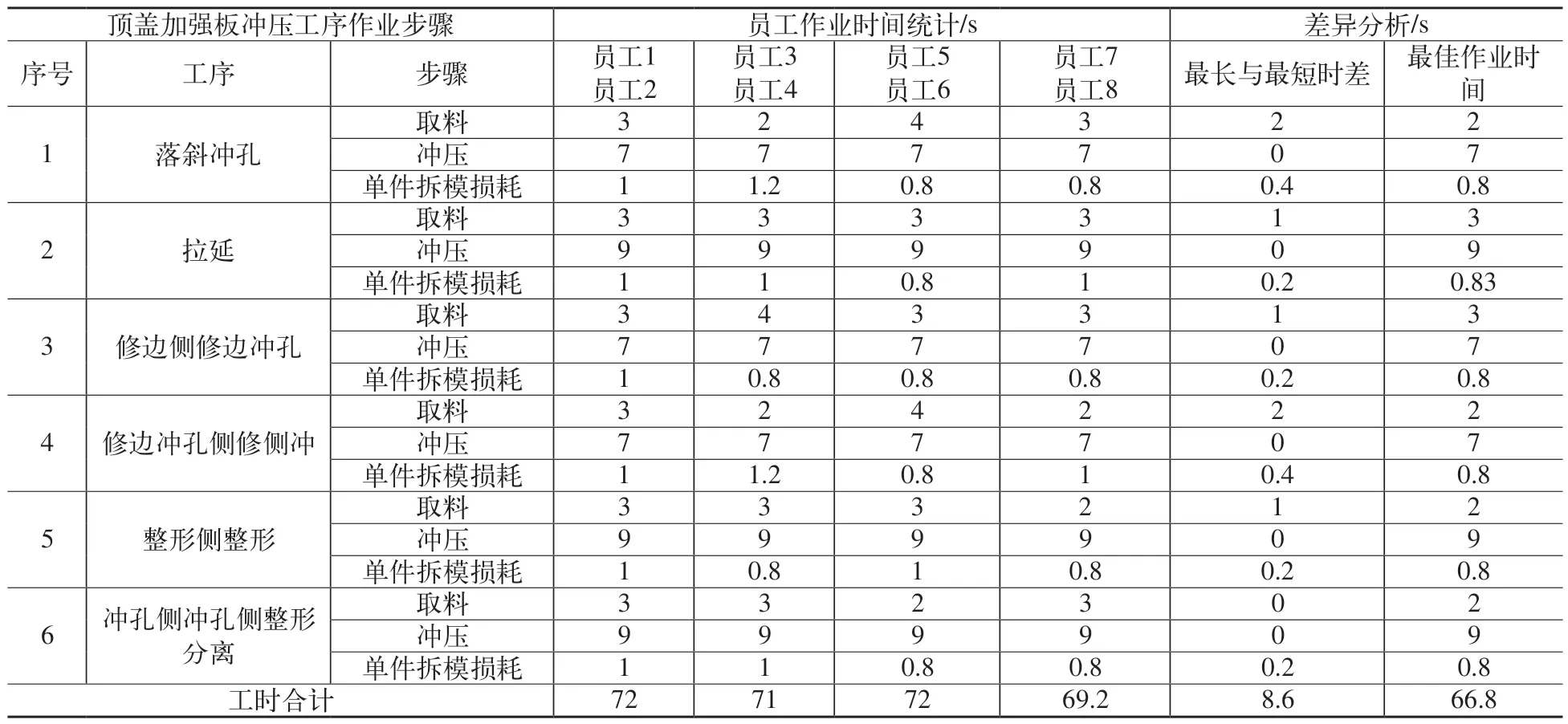
表4 最佳操作對比分析表
6)對差異時間進行分析排名,根據改善目標確定改善問題點。
應用PTS預定動作時間法分析得到的潛在改善問題點,或許不是目前生產線上的瓶頸工序,而是標準工時與錄像工時差異度最大的工序。如“頂蓋加強板左”產品和“B立柱內板”產品,其差異度排名前兩位,即作為本次活動的優先改善點,其原因就是基于“差異度越大,可改善空間越大”的思想。
2.PTS法原因分析與改善方法選擇
傳統IE的七大改善手法中,應用于改善問題點原因分析階段的有三個,即程序分析法、操作分析法、動作分析法。程序分析法做為最有效的改善分析手法,備受青睞。然而對于一條成熟的手工沖壓生產線,不能說其工藝流程完全不存在問題,或者完全不可更改,但是在應用程序分析法進行研究改善的空間卻是相對較小的。
PTS法在標準工時的制定及作為改善問題點導入方法的過程中,標準作業動作的分析與引入非常重要,因此,選擇以動作分析法為主,程序分析、操作分析法為輔的研究方法進行原因分析與改善分析,是最合理也是最有效的。在應用PTS法進行標準動作分析時,需要將各工位工序操作過程進行分解。分解的過程片段應該參考之前制定的標準作業動作時間表中的動作片段,通常以單個零件的完整操作片段為基準,以便于后續的動作分析與改善。
對工序的動作研究在遵循動作經濟型原則的同時也應注重動作效率的提高。例如操作的環境、使用的工具及動作的速度、節奏及準確度等,都直接影響到動作的效率;而動作經濟型則對動作的數量,操作過程中身體部位移動的距離和移動的方式等提出要求。
實踐改善活動中,要充分發揮員工的智慧參與到改善中去,往往會達到意想不到的結果。例如以下方法就是員工提出后推廣的改善手法:在實際生產中,多能工的作用是提升生產效率必不可少的環節。對于同一工序,多名操作工輪流操作并進行對比,也許最終的工序操作時間相差不大;但是將工序內容細化后,操作工之間在各個工步中依然存在差異。若該工序時間由每一工步的最佳作業時間相加得到的話,則與實際的工序操作時間相差會很大。如何使每名操作工都能達到最佳作業時間,就是改善對策。這個方法稱為“最佳操作對比分析法”,見表4。
應用PTS法進行分析與改善并不是對所有的改善點均適用,在改善實踐中也不能忽略傳統的分析手法,如五五法、魚骨分析等傳統的精益研究手法,這樣才能透徹地識別可改善問題點,深入地分析問題原因,快速地找到改善方法。
結語
在推行精益理念的企業中,PTS預定動作時間法的應用頻率是最高的,此法在標準工時的管理與生產力改善中的作用非常大,對企業的效率、效益提升也非常可觀。但是PTS法也有其自身的制約性,通常企業中應用PTS法的初期,在確定基本動作以及對基本動作賦予標準工時的過程中,都會相對主觀,給予現場操作的工序時間會相對寬松,實際效率會相對低下。如何消除標準的主觀性,減少方法與實際的誤差,使PTS方法本身不斷進化,需要企業在推行方法、推行理念的同時不斷思考、不斷進步。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
故事大王(2016年7期)2016-09-22 17:30:08
專用汽車(2016年4期)2016-03-01 04:13:43
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37