基于云計(jì)算的機(jī)器人三維定位方法研究
2023-10-20 03:21:14于洪金胡巖劉眾望孟慶站張?zhí)?/span>莫建旭
汽車(chē)工藝師 2023年10期
關(guān)鍵詞:數(shù)據(jù)處理
于洪金,胡巖,劉眾望,孟慶站,張?zhí)枺ㄐ?/p>
山東省智能機(jī)器人應(yīng)用技術(shù)研究院 山東濟(jì)寧 273500
隨著數(shù)字經(jīng)濟(jì)的快速發(fā)展,國(guó)家出臺(tái)一系列政策,云計(jì)算數(shù)據(jù)定位系統(tǒng)發(fā)展已是大勢(shì)所趨。基于云計(jì)算的機(jī)器人三維定位方法是將其與計(jì)算機(jī)的視覺(jué)控制系統(tǒng)聯(lián)系起來(lái),能夠決定計(jì)算機(jī)在操作中的定位精準(zhǔn)度和精確性。這就要求在工業(yè)機(jī)器人的控制系統(tǒng)中增加立體視覺(jué)處理系統(tǒng),系統(tǒng)中存在的三維坐標(biāo)能夠輔助機(jī)器人進(jìn)行更加精準(zhǔn)的定位。這種三維控制系統(tǒng)較傳統(tǒng)的二維控制技術(shù)新增了高程系統(tǒng),能夠更加精準(zhǔn)地定位空間中的相關(guān)零件,工業(yè)機(jī)器人可以通過(guò)機(jī)器視覺(jué)來(lái)判斷三維系統(tǒng)中的重要坐標(biāo)點(diǎn),并將其作為執(zhí)行定位操作的依據(jù)。這種方式能夠進(jìn)一步提升抓取的精準(zhǔn)性,還可以通過(guò)人為更改的方式調(diào)整坐標(biāo)系,實(shí)現(xiàn)對(duì)不同形狀和規(guī)格的目標(biāo)進(jìn)行操作。
云計(jì)算的機(jī)器人三維定位的發(fā)展現(xiàn)狀
我國(guó)工業(yè)機(jī)器人先進(jìn)的算法基礎(chǔ)整體較薄弱,創(chuàng)新研發(fā)體系不完善,核心技術(shù)對(duì)外依賴度高,數(shù)字化人才匱乏,數(shù)據(jù)收集難,利用率低,云計(jì)算技術(shù)較為復(fù)雜,數(shù)字化轉(zhuǎn)型能力薄弱,缺少自我技術(shù)創(chuàng)新的要素,2020年我國(guó)數(shù)字經(jīng)濟(jì)規(guī)模僅為 38.6%,我國(guó)在機(jī)器人上缺少的是關(guān)鍵零部件、高精度算法等先進(jìn)技術(shù),到目前為止高精度定位技術(shù)還不夠成熟。
根據(jù)IFR、中國(guó)電子學(xué)會(huì)數(shù)據(jù),預(yù)計(jì)全球機(jī)器人市場(chǎng)規(guī)模2024年有望達(dá)到660億美元,2020-2024年CAGR約18%,2020-2024年全球工業(yè)機(jī)器人市場(chǎng)規(guī)模CAGR約13%,同期中國(guó)工業(yè)機(jī)器人市場(chǎng)規(guī)模CAGR約15%,國(guó)內(nèi)機(jī)器人2024年有望達(dá)251億美元市場(chǎng)規(guī)模。目前我國(guó)是全球最大的工業(yè)機(jī)器人市場(chǎng),工業(yè)機(jī)器人市場(chǎng)規(guī)模占比全球規(guī)模不斷提升,2021年我國(guó)工業(yè)機(jī)器人市場(chǎng)規(guī)模約75億美元,占比全球43%,預(yù)計(jì)2024年我國(guó)工業(yè)機(jī)器人市場(chǎng)規(guī)模有望達(dá)115億美元,在全球工業(yè)機(jī)器人銷(xiāo)售額比重有望達(dá)50%。因此云計(jì)算三維定位技術(shù)正在逐步取代半自動(dòng)化設(shè)備,可使工業(yè)機(jī)器人走進(jìn)全自動(dòng)化時(shí)代,真正意義上進(jìn)入機(jī)器人的智能時(shí)代。
云計(jì)算的機(jī)器人三維定位方法的研究
1.技術(shù)路線
云計(jì)算的機(jī)器人三維定位系統(tǒng)組成如圖1所示,包括激光測(cè)距儀、數(shù)據(jù)處理模塊、機(jī)器人模塊和通信模塊,數(shù)據(jù)處理模塊通過(guò)通信模塊連接激光測(cè)距儀和機(jī)器人模塊,激光測(cè)距儀固定于機(jī)器人末端執(zhí)行機(jī)構(gòu)上。
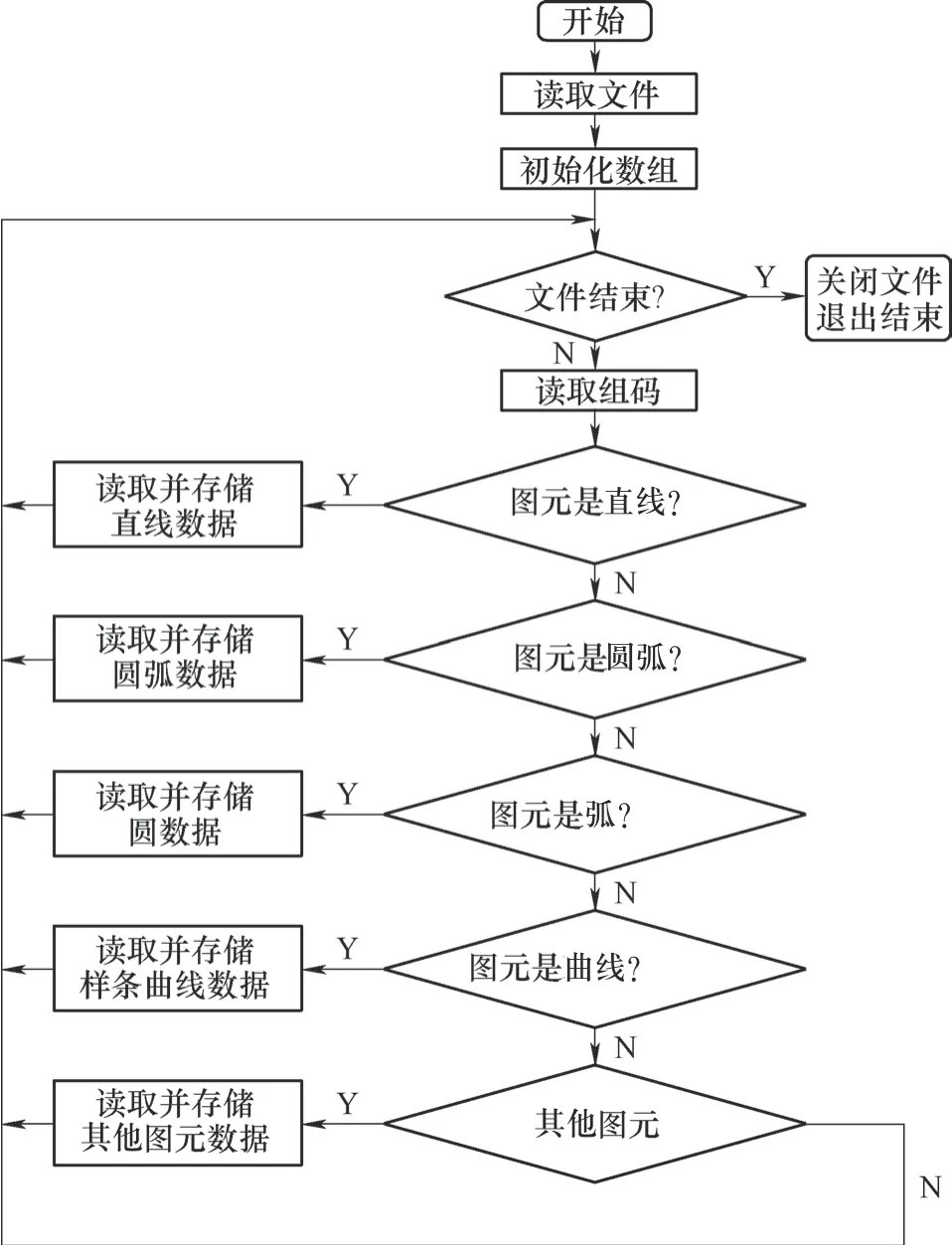
圖1 云計(jì)算機(jī)器人三維定位系統(tǒng)
云計(jì)算的機(jī)器人三維定位系統(tǒng)執(zhí)行下面過(guò)程如下:
1)數(shù)據(jù)處理模塊監(jiān)聽(tīng)機(jī)器人模塊的請(qǐng)求。當(dāng)接到請(qǐng)求時(shí),控制采集激光測(cè)距儀測(cè)量工件的距離。
2)未接收請(qǐng)求則繼續(xù)監(jiān)聽(tīng), 數(shù)據(jù)處理模塊對(duì)比預(yù)先設(shè)定的坐標(biāo)系和坐標(biāo)原點(diǎn)的距離,計(jì)算出移動(dòng)的距離,并轉(zhuǎn)化成機(jī)器人模塊能夠識(shí)別的格式。
3)數(shù)據(jù)處理模塊將移動(dòng)距離的數(shù)據(jù)發(fā)送到機(jī)器人模塊,機(jī)器人模塊將工件移動(dòng)到預(yù)先設(shè)定的坐標(biāo)。
本發(fā)明的優(yōu)點(diǎn)在于:對(duì)現(xiàn)場(chǎng)環(huán)境的適應(yīng)性強(qiáng),實(shí)現(xiàn)機(jī)器人坐標(biāo)的智能定位。
云計(jì)算機(jī)器人三維定位系統(tǒng)與現(xiàn)有技術(shù)相比,優(yōu)點(diǎn)在于:采用激光測(cè)距儀,對(duì)現(xiàn)場(chǎng)環(huán)境的適應(yīng)性強(qiáng),成本低且精度能夠滿足機(jī)器人的工作要求;采用機(jī)器人和工控機(jī)配合的模式,將定位信息轉(zhuǎn)換成機(jī)器人的數(shù)據(jù)格式,實(shí)現(xiàn)機(jī)器人坐標(biāo)的智能定位。
2.工作步驟
云計(jì)算的機(jī)器人三維定位系統(tǒng)工作步驟,如圖2所示。
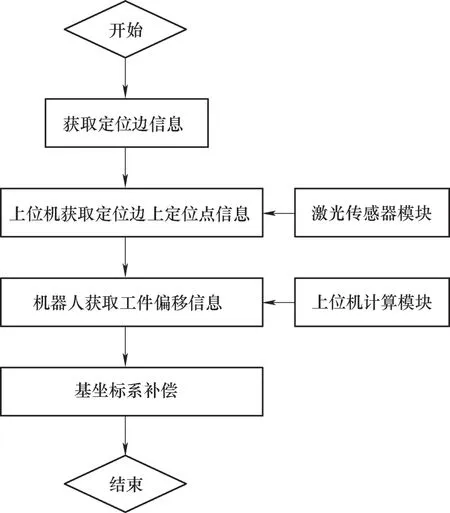
圖2 云計(jì)算機(jī)器人三維定位系統(tǒng)工作流程
1)對(duì)激光測(cè)距儀和工控機(jī)進(jìn)行初始化。
2)初始化結(jié)束后,監(jiān)聽(tīng)服務(wù)和定位服務(wù)啟動(dòng)。
3)通過(guò)Socket套接字指令對(duì)機(jī)器人進(jìn)行監(jiān)聽(tīng),此時(shí)機(jī)器人為工控機(jī)的一個(gè)客戶端。
4)等待機(jī)器人的標(biāo)志信號(hào),并實(shí)時(shí)判斷FLAG==TRUE是否成立,當(dāng)FLAG==TRUE成立時(shí),則執(zhí)行步驟S5,若不成立,則繼續(xù)執(zhí)行S3監(jiān)聽(tīng)程序。
5)工控機(jī)接收到機(jī)器人的數(shù)據(jù)請(qǐng)求指令后,向激光測(cè)距儀發(fā)出測(cè)量信號(hào),激光測(cè)距儀對(duì)加工工件的距離進(jìn)行測(cè)量。
6)激光測(cè)距儀將測(cè)得的距離值反饋給工控機(jī),工控機(jī)將數(shù)據(jù)轉(zhuǎn)換成機(jī)器人的格式,并將數(shù)據(jù)傳送給機(jī)器人,機(jī)器人模塊將工件移動(dòng)到預(yù)先設(shè)定的坐標(biāo),在傳送的過(guò)程中始終對(duì)機(jī)器人進(jìn)行監(jiān)聽(tīng)。
3.軟件應(yīng)用
軟件界面:本軟件(見(jiàn)圖3)的特色是跨平臺(tái)(Windows/Linux/MacOS/Android),支持各種設(shè)備(電腦/平板/手機(jī)/嵌入式),只要有Web瀏覽器就可以連接并控制機(jī)器人運(yùn)動(dòng),可以使用任何網(wǎng)頁(yè)編程語(yǔ)言(HTML5/PHP/Python/XML/JavaScript/ASP..)。

圖3 應(yīng)用軟件界面
自適應(yīng)設(shè)備顯示解決了傳統(tǒng)機(jī)器人示教控制存在以下幾個(gè)問(wèn)題:
1)傳統(tǒng)機(jī)器人示教器價(jià)格昂貴。
2)各廠家的示教器不通用。
3)需要學(xué)習(xí)廠家特定的編程語(yǔ)言。
4)采用模塊化設(shè)計(jì),各模塊功能明確、入口參數(shù)完整、編寫(xiě)規(guī)范。
5)各模塊之間邏輯關(guān)系清晰,返回參數(shù)嚴(yán)謹(jǐn),它是通過(guò)解析DXF文件,實(shí)現(xiàn)CAD文件(DXF格式)圖元提取,并利用OpenGL將其復(fù)現(xiàn)到人機(jī)界面上,以便之后對(duì)圖元信息進(jìn)行變換,將提取的圖元位置信息轉(zhuǎn)換為帶有姿態(tài)的機(jī)器人指令。
所以在CCD 拍攝時(shí)得到圖像表面并非均勻光滑,因此設(shè)計(jì)性能優(yōu)越的圖像處理方法非常重要。針對(duì)這些問(wèn)題,首先采用中值濾波減小圖像中的異常值,然后采用最大類間方差法( OTSU) 對(duì)圖像進(jìn)行二值化處理,進(jìn)行消除圖片中的小連通區(qū)域,得到只有目標(biāo)物體和背景的二值圖像。
中值濾波是一種非線性信號(hào)處理方法,中值濾波器本質(zhì)上是一種順序統(tǒng)計(jì)濾波器。中值濾波就能使得其鄰域擁有不同灰度值的點(diǎn)更接近于它的鄰域點(diǎn),因此它能消除一些孤立像素點(diǎn)。
4.硬件設(shè)施
1)工業(yè)機(jī)器人坐標(biāo)定位系統(tǒng)硬件設(shè)施,包括相位式激光測(cè)距儀、作為數(shù)據(jù)處理模塊的工控機(jī)、機(jī)器人和通信模塊。
2)通信模塊采用串行總線RS232轉(zhuǎn)USB接口,相位式激光測(cè)距儀固定于機(jī)器人末端執(zhí)行機(jī)構(gòu)的同一水平線位置上,通過(guò)通信模塊串行總線RS232轉(zhuǎn)USB接口與工控機(jī)相連接,工控機(jī)做為數(shù)據(jù)處理模塊。當(dāng)機(jī)器人有數(shù)據(jù)獲取請(qǐng)求時(shí),將請(qǐng)求發(fā)送給工控機(jī),工控機(jī)通過(guò)串行總線向相位式激光測(cè)距儀發(fā)出信號(hào),相位式激光測(cè)距儀用無(wú)線電波段的頻率,對(duì)激光束進(jìn)行幅度調(diào)制并測(cè)定調(diào)制光往返測(cè)線一次所需的相位延遲,再根據(jù)調(diào)制光的波長(zhǎng),即可換算此相位延遲所代表的距離,根據(jù)返回激光的相位差,換算出距離,并反饋給工控機(jī)。
3)工控機(jī)上安裝Visual C++編程軟件,通過(guò)Socket套接字指令監(jiān)聽(tīng)機(jī)器人的請(qǐng)求,當(dāng)接到請(qǐng)求時(shí),將激光測(cè)距儀測(cè)得的數(shù)據(jù)進(jìn)行采集,對(duì)比預(yù)先設(shè)定的坐標(biāo)系和坐標(biāo)原點(diǎn)的距離,計(jì)算出移動(dòng)距離,并轉(zhuǎn)化成機(jī)器人能夠識(shí)別的格式,并傳送給機(jī)器人。
4)通信模塊還可以是RS232串行通信和工業(yè)以太網(wǎng)連接,RS232用于激光測(cè)距儀和工控機(jī)之間的通信,將激光測(cè)距儀測(cè)得的距離數(shù)據(jù)信息傳送給工控機(jī),機(jī)器人模塊為KUKA機(jī)器人,控制系統(tǒng)為KRC4,通信協(xié)議為 Ethernet KRL,通過(guò)工業(yè)以太網(wǎng)與工控機(jī)連接,進(jìn)行信號(hào)和數(shù)據(jù)的傳輸。
5.定位測(cè)試
使用工業(yè)機(jī)器人末端執(zhí)行器方法,經(jīng)過(guò)下面的步驟:末端執(zhí)行器的打磨配件進(jìn)行識(shí)別作業(yè),移動(dòng)到機(jī)械部件的上方,末端執(zhí)行器下降到指定的工作區(qū),進(jìn)行系統(tǒng)識(shí)別圖像,傳感器感應(yīng)形狀位置,進(jìn)行磨合,其特征是,打磨零部時(shí),使零部件相對(duì)的曲線形狀進(jìn)行貼合處理,然后系統(tǒng)感應(yīng)圖像,命令傳達(dá)到機(jī)器人本體,進(jìn)行曲線不規(guī)則作業(yè),完成形狀,末端執(zhí)行器在材料上方時(shí),轉(zhuǎn)動(dòng)末端執(zhí)行器,使末端執(zhí)行器后側(cè)面朝向任意位置。
通過(guò)測(cè)試,本文所采用的云計(jì)算機(jī)器人三維定位技術(shù)已應(yīng)用在力控打磨機(jī)器人上,通過(guò)測(cè)試可以根據(jù)其云計(jì)算定位測(cè)量并輸出在笛卡爾直角坐標(biāo)系中各個(gè)坐標(biāo)(X,Y和Z)上的力和力矩,通過(guò)計(jì)算出的坐標(biāo)變換調(diào)整末端姿態(tài)使得加在工件表面的力與傳感器返回值相同。
對(duì)工件進(jìn)行打磨有非接觸式(比如磁研磨、電火花研磨等)及接觸式(也稱作柔順控制)。打磨和拋光等接觸性質(zhì)的作業(yè)任務(wù)對(duì)機(jī)器人來(lái)說(shuō)具有相對(duì)較大的難度,必須在控制位置的同時(shí)對(duì)機(jī)械手和工件之間的接觸力進(jìn)行控制。如圖4所示,通過(guò)云計(jì)算的機(jī)器人三維定位可以根據(jù)對(duì)打磨力控制方式的不同,分為被動(dòng)柔順控制(研磨工具通過(guò)輔助的柔順機(jī)構(gòu),使其在與工件接觸時(shí)能夠?qū)ν獠孔饔昧Ξa(chǎn)生自然順從,比如氣動(dòng)打磨頭、彈簧打磨頭),及主動(dòng)柔順控制(研磨工具利用力的反饋信息去主動(dòng)控制打磨頭作用力)。
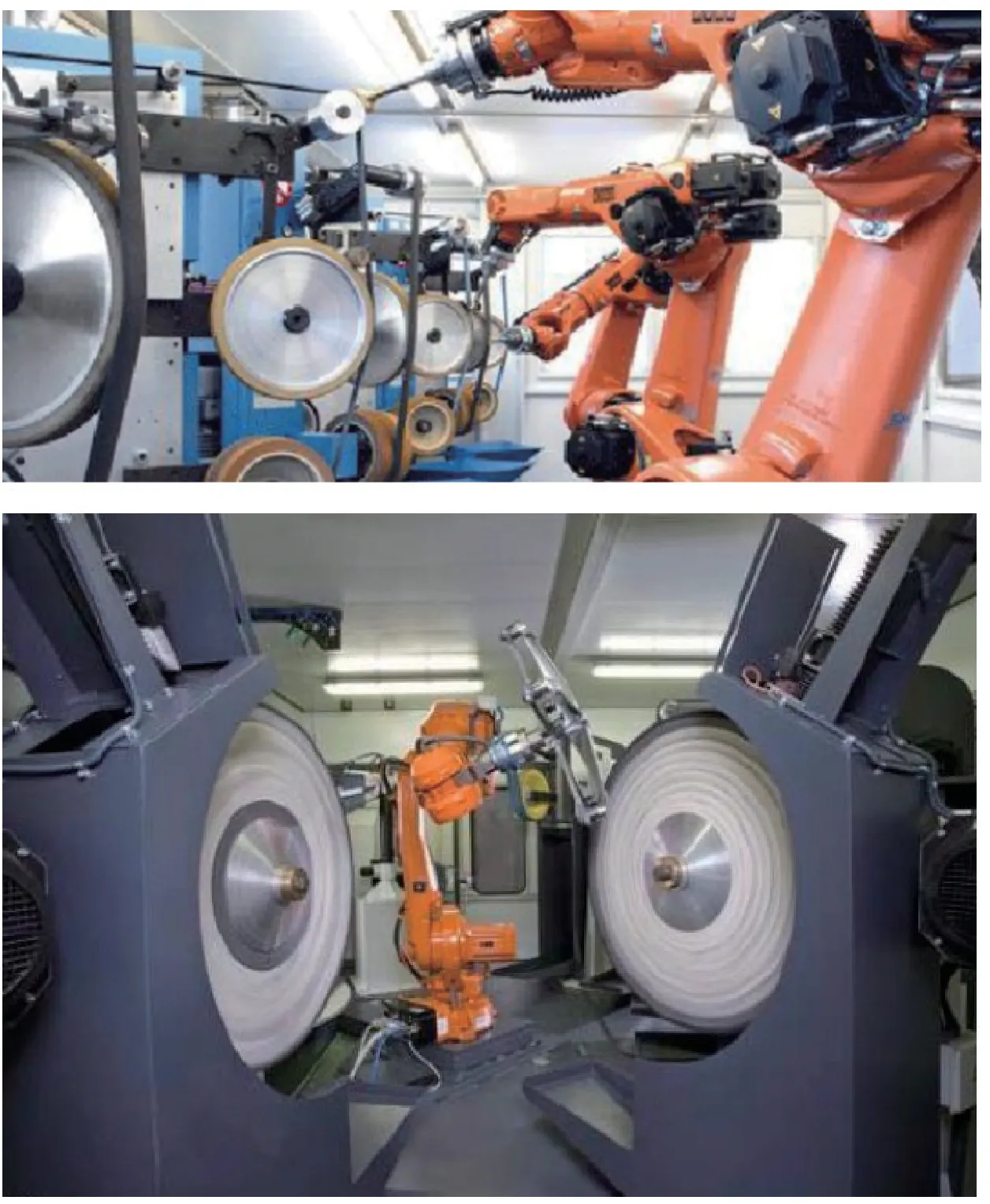
圖4 對(duì)工件進(jìn)行打磨
通過(guò)本文所采用的云計(jì)算機(jī)器人三維定位技術(shù)在機(jī)器人末端加裝了ATI Gamma六軸力/力矩傳感器用于負(fù)反饋,實(shí)時(shí)將力/力矩?cái)?shù)據(jù)進(jìn)行補(bǔ)償、濾波處理后,傳入云計(jì)算三維定位技術(shù)算法中進(jìn)行坐標(biāo)變換,由“力矩坐標(biāo)系”轉(zhuǎn)為“工具坐標(biāo)系”,然后再由逆運(yùn)動(dòng)學(xué)D-H算法計(jì)算出各關(guān)節(jié)運(yùn)動(dòng)角度,從而實(shí)現(xiàn)末端力的恒定控制,從而得出三套計(jì)算方法。
1)交叉計(jì)算方法,分別擬合空間球和空間直線,然后求交。
2)圓心計(jì)算方法,利用理論空間圓半徑作為約束,直接擬合空間球圓心即空間圓圓心。
3)平面計(jì)算方法,擬合空間平面,然后將其作為約束條件進(jìn)行求解。
結(jié)語(yǔ)
基于云計(jì)算的機(jī)器人三維定位技術(shù)處理海量數(shù)據(jù)是云計(jì)算的一大優(yōu)勢(shì),那么如何處理則涉及到很多層面的東西,因此高效的數(shù)據(jù)處理技術(shù)也是云計(jì)算不可或缺的核心技術(shù)之一,對(duì)于云計(jì)算來(lái)說(shuō),數(shù)據(jù)管理面臨巨大的挑戰(zhàn)。云計(jì)算不僅要保證數(shù)據(jù)的存儲(chǔ)和訪問(wèn),還要能夠?qū)A繑?shù)據(jù)進(jìn)行特定的檢索和分析,由于云計(jì)算需要對(duì)海量的分布式數(shù)據(jù)進(jìn)行處理、分析,因此,數(shù)據(jù)管理技術(shù)必需能夠高效管理大量的數(shù)據(jù),工業(yè)機(jī)器人目前需要這種高精度處理海量數(shù)據(jù)的算法。通過(guò)本文采用的圓心計(jì)算方法與平面計(jì)算方法,可以得知工件的尺寸數(shù)據(jù),然后對(duì)工件進(jìn)行加工,解決了重復(fù)定位精度低、容易偏離軌跡、需要反復(fù)校對(duì)等技術(shù)難題。從技術(shù)上講,三維定位是一種在軟件中仿真計(jì)算機(jī)硬件,以真實(shí)數(shù)據(jù)資源為用戶提供服務(wù)的計(jì)算形式。旨在合理調(diào)配計(jì)算機(jī)資源,使其更高效地提供服務(wù)。它把應(yīng)用系統(tǒng)各硬件間的物理劃分打破,從而實(shí)現(xiàn)架構(gòu)的動(dòng)態(tài)化,實(shí)現(xiàn)物理資源的集中管理和使用。數(shù)據(jù)化的最大好處是增強(qiáng)系統(tǒng)的彈性和靈活性,降低成本、改進(jìn)服務(wù)、提高資源利用效率。
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2022年9期)2022-05-30 10:48:04
心理學(xué)報(bào)(2022年4期)2022-04-12 07:38:02
水泵技術(shù)(2021年3期)2021-08-14 02:09:20
電子測(cè)試(2018年4期)2018-05-09 07:28:12
當(dāng)代化工研究(2016年9期)2016-03-20 16:22:13
中國(guó)慣性技術(shù)學(xué)報(bào)(2015年1期)2015-12-19 13:12:17
計(jì)算機(jī)工程(2015年4期)2015-07-05 08:28:04
西華師范大學(xué)學(xué)報(bào)(自然科學(xué)版)(2015年3期)2015-02-27 15:31:22
聯(lián)合國(guó)青年技術(shù)培訓(xùn)(2014年7期)2014-04-12 00:00:00
中國(guó)質(zhì)量與標(biāo)準(zhǔn)導(dǎo)報(bào)(2014年7期)2014-02-28 22:24:35