提升電動汽車驅動電機鐵心線切割精度的工藝研究
2023-10-15 01:38:30柳振方李廣林李天文顧博宇
微特電機 2023年9期
柳振方,李廣林,王 斌,趙 凱,李天文,顧博宇
(首鋼智新遷安電磁材料有限公司,遷安 064400)
0 引 言
在電動汽車驅動電機鐵心制作過程中,電火花線切割加工在各類加工形式中對鐵心性能影響相對較小,可以方便地加工各類電機鐵心形狀,適合用于研發類電動汽車驅動電機鐵心的加工制作。
線切割加工時,通常將加工樣品固定于線切割機床,然后依據事先編譯好的程序或CAD圖紙將樣品加工成所要的形狀。電動汽車驅動電機鐵心形狀復雜,制作電機鐵心的無取向硅鋼片的厚度普遍在0.35 mm以下,而且在加工過程中為了提升加工效率,需要疊到一定高度后進行加工,對尺寸精度控制要求更為嚴格,且無取向硅鋼片本身導電性能較差等情況,因此電動汽車用電機鐵心在線切割加工時,需要在常規線切割工藝上進行工藝優化[1]。
通過提升電動汽車驅動電機鐵心線切割精度的工藝研究,提升了線切割加工的精度,保障電動汽車驅動電機的設計需求,避免因加工精度差而影響電機樣機的制作,甚至影響到電機性能。
1 伺服中走絲線切割機介紹
1.1 設備組成
伺服中走絲線切割機主要由機床主體、工作液系統、數控和伺服系統等組成。
1.2 工作原理及流程
伺服中走絲線切割機利用連續移動的電極絲(鉬絲)作為電極,對加工件進行脈沖火花放電蝕除金屬工件,在系統控制下,按預定軌跡對工件進行電火花切割加工成型[2-3]。
加工件接入脈沖電源正極,鉬絲作為切割電極接入高頻脈沖電源負極,鉬絲與加工件之間保持一定空隙形成放電間隙。在電場的作用下,陰極和陽極表面分別受到電子流和離子流的轟擊,在電極和加工件的間隙內形成瞬時高溫熱源,使局部金屬熔化和氣化,從而對加工件進行切割。在鉬絲和加工部位之間澆注工作液,幫助排除加工間隙內電蝕產物和冷卻電極。貯絲筒上的伺服電機帶動鉬絲作正反向交替移動,工作臺按預定的控制程序,根據火花間隙狀態作伺服進給移動,從而把工件切割成設定的形狀。線切割流程如圖1所示。
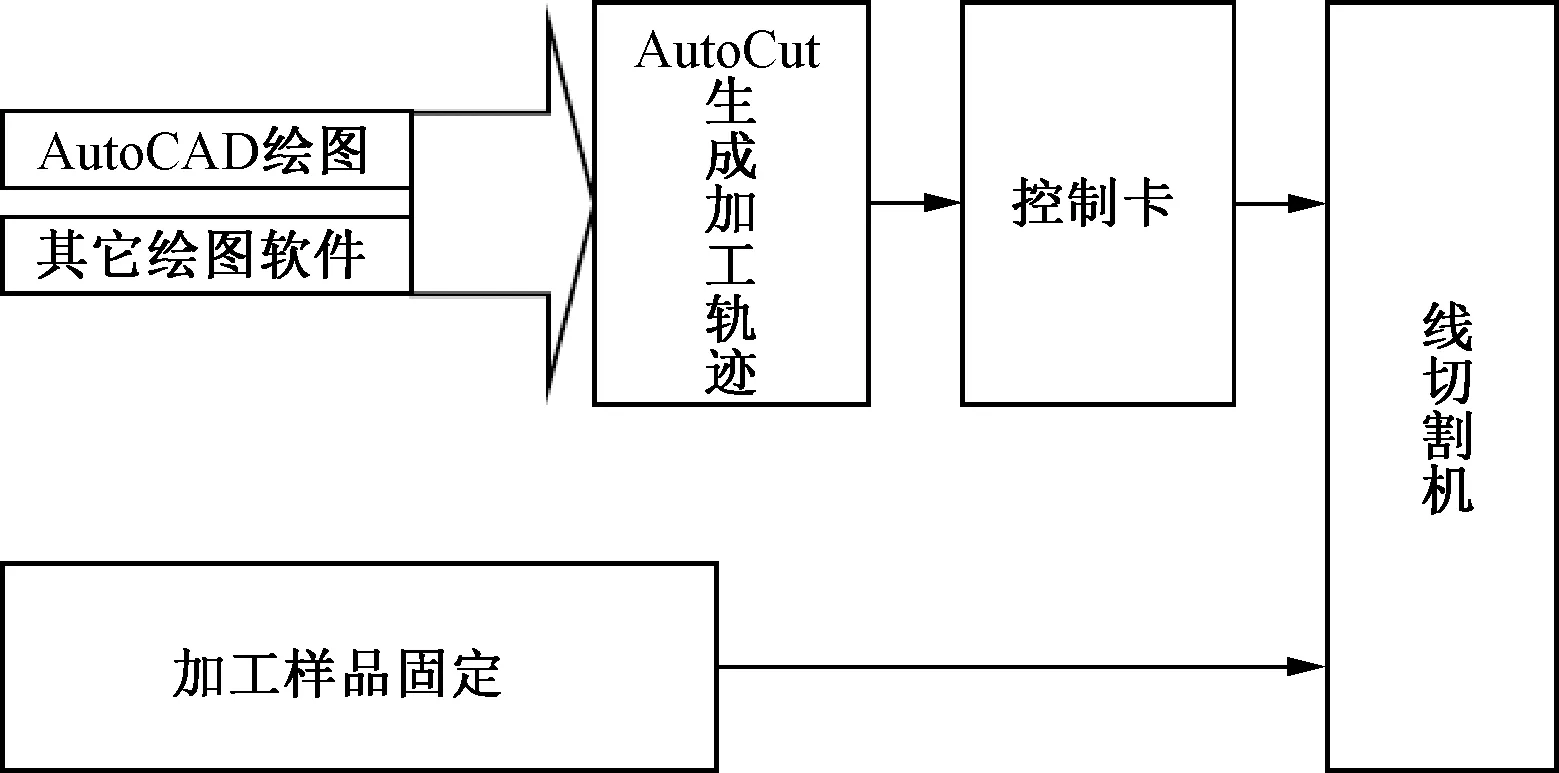
圖1 線切割流程
2 提升加工精度的工藝研究
在電動汽車驅動電機鐵心的整個加工流程中,不論是無取向硅鋼樣片的前處理,還是加工定位、鉬絲補償等都會影響到鐵心加工的最終精度。線切割加工無取向硅鋼片時,為了提高加工效率,采用疊加樣片的形式將硅鋼片疊到指定高度進行加工。在應用研究過程中,從硅鋼疊片、加工定位、參數設定等多方面進行分析,旨在提升線切割機加工電機鐵心的精度,確保線切割加工滿足電機鐵心設計要求。
下面以某一新能源汽車驅動電機定子鐵心為例,某定子鐵心外圓尺寸為210 mm,尺寸偏差要求控制在+0.05 mm~+0.08 mm,定子鐵心外圓與齒部內徑同軸度偏差要求控制在0.03 mm以內。目前加工硅鋼樣片制作電機定子鐵心,樣片疊加到所需高度后直接進行加工,樣片受固定、定位等因素影響,單片的定子鐵心外徑尺寸在210.00~210.13 mm,同軸度偏差主要在0.12 mm以內,尺寸偏差較大,加工后的樣片無法滿足電機鐵心的后續制作。
2.1 無取向硅鋼樣片的疊加
用于制作電動汽車驅動電機鐵心的無取向硅鋼片厚度普遍在0.35 mm以下,為提高加工效率,一般采取硅鋼樣片疊加到一定厚度(30~105 mm)的方式進行線切割加工,有時甚至疊加到110 mm的厚度進行線切割加工。樣片疊加后直接放到線切割機橋架上,會自然彎曲形成一個弧度,此時樣片的加工精度無法得到保障。
此外,對于電機鐵心,需要加工鐵心內圓和外圓,在線切割加工硅鋼片之前,需要使用穿孔機對疊加好的硅鋼片進行穿孔。疊加的硅鋼片在穿孔過程中容易鼓起或翹邊,導致硅鋼片局部變形,直接影響后續線切割加工的精度。
針對上述問題,嘗試采用夾板固定疊加的硅鋼片,四角采用螺栓進行疊加樣片的固定。此方法可以較好的固定樣片,并且有夾板支撐,樣片放置在穿孔機和線切割工作臺上時不會發生變形。在緊固螺栓過程中,如果對四角的螺栓施力過大,將導致中間部位有輕微鼓起,線切割加工完成后尺寸誤差較大,不滿足電機設計需求。
經過驗證探索,采用焊接方式對疊加硅鋼片進行邊部固定。根據電機鐵心圖紙,選定要求的尺寸及厚度的散片后,在樣片上下各疊加一塊厚度約3~5 mm、表面平整的鋼板,然后使用壓力機將樣片壓緊,采用焊機在疊加樣片四周進行焊接。焊接后的硅鋼疊片如圖2所示。此方法保障了硅鋼樣片整體平整,焊接也使硅鋼片之間導電性更好,有利于線切割電火花放電加工。

圖2 焊接后的硅鋼疊片
無取向硅鋼樣片的疊加直接影響到穿孔及線切割的加工,在疊加過程中必須保證硅鋼片整體平整,無鼓起、翹邊等情況,否則將直接影響后期加工的尺寸精度;同時在疊加環節利用焊接解決了樣片之間的導電性問題,有利于后續線切割的加工。
2.2 疊加樣片的精準定位
電動汽車驅動電機鐵心在整體成形的基礎上會有多處開孔,需要多次穿絲。待加工樣品在穿孔和線切割時需要進行精準定位,并確保定位一致,才能確保線切割的穿絲切割。若在穿孔機和線切割機上的定位只靠肉眼或者直尺測量,則偏差較大,影響電機鐵心的最終加工。
經過摸索驗證,利用百分表進行精準定位,檢查待加工樣品的同一基準邊在穿孔和線切割時,都與設備工作臺面保持X方向或者Y方向平行。
定位時將百分表通過磁力座吸附在穿孔機主軸上,使百分表的測量頭與待加工樣品側面接觸,調整指針使其擺動1圈,然后把刻度盤零位對準指針,搖動工作臺沿X方向慢慢移動待加工樣品,觀察百分表指針擺動情況并調整樣品,指針擺動在0.02 mm內則滿足要求。在百分表接觸的位置進行標記作為基準位置的參考線,樣品在穿孔機和線切割機上都采用此同一基準位置進行定位。百分表固定在線切割機上時,百分表指針同樣接觸此參考線,移動線切割機加工平臺X方向,依據在穿孔機上的調整方法進行檢查并調整樣品位置,使樣品在兩臺設備上的定位保持一致,從而確保線切割在多次穿絲走位的情況下仍能夠進行精準定位加工。利用百分表定位如圖3所示。

圖3 百分表在穿孔、線切割時精準定位
2.3 線切割加工工藝研究
2.3.1 鉬絲垂直度校準
在線切割加工之前,首先檢測鉬絲的上下絲架是否存在偏移,確認后使用鉬絲垂直校正塊來觀察上下電火花是否均勻,依此判斷調整鉬絲X方向和Y方向的垂直度。設備精度的保證,是加工電機鐵心精度得到保證的前提。
采用電火花放電法調整垂直度比較直觀,偏差較小,而且方便快捷。校準時,在無水小電流狀態下,一般只需要開啟線切割的一路功放管。如圖4所示,將垂直校準塊放置在線切割支撐橋架上,分別緩慢移動X、Y方向工作臺,使校準塊輕輕接觸放電鉬絲,觀察標準塊與鉬絲輕觸時的上下電火花情況,依此判斷鉬絲垂直情況并針對X和Y方向分別進行調整。在X、Y兩個方向上交替調整,重復兩次,可將誤差控制在0.01 mm以內。
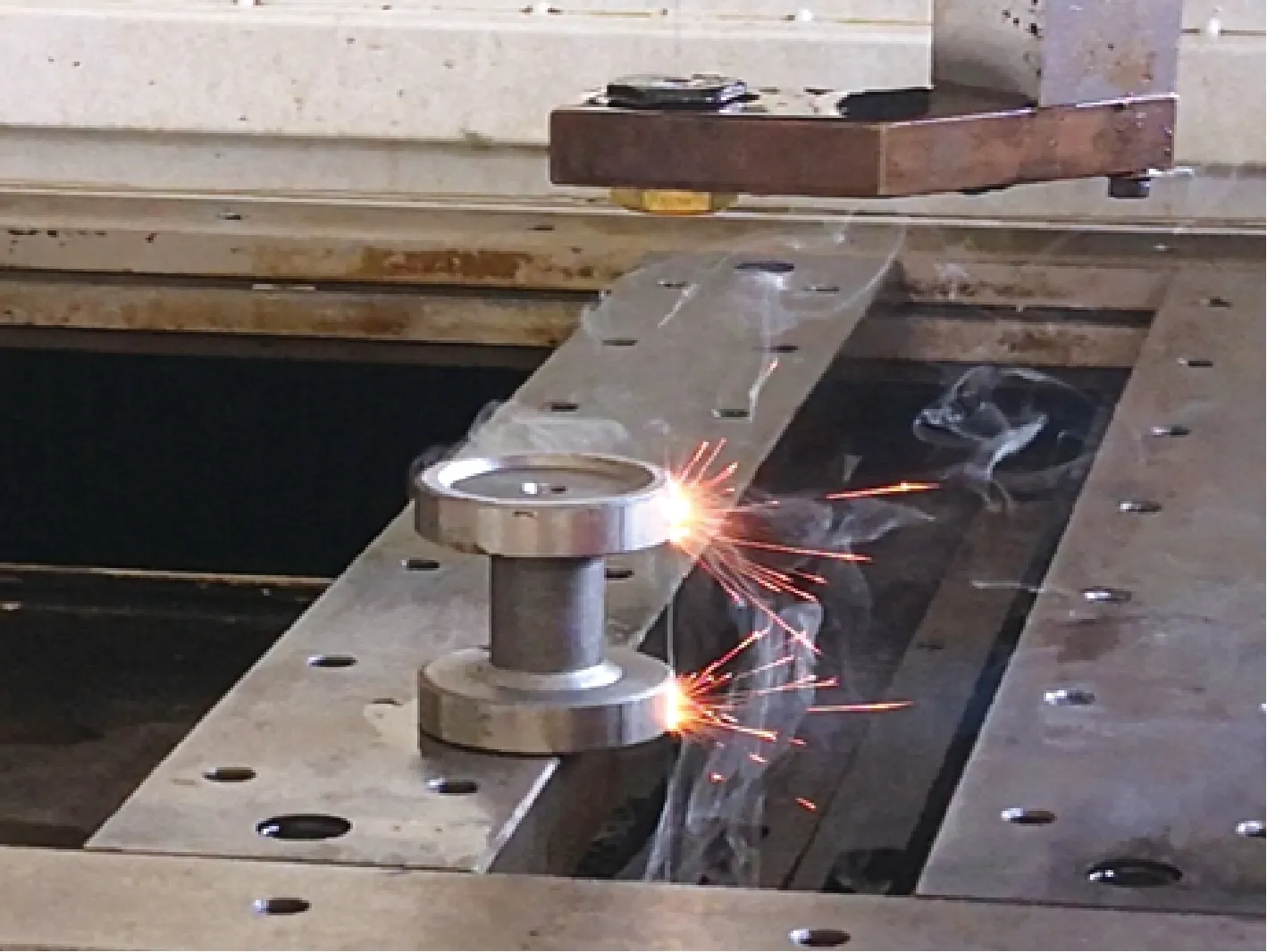
圖4 使用垂直校準塊進行鉬絲垂直度校準
2.3.2 線切割工藝參數設定
根據硅鋼片疊加厚度、表面粗糙度要求等,分析脈間、脈寬、功放、進給速度等對表面粗糙度、穩定性及加工效率的影響[4-5],并在每次切割前確認鉬絲直徑,預判鉬絲損耗及壽命,根據鉬絲實際直徑和放電間隙計算補償值,制定最佳的線切割參數。要獲得較好的表面粗糙度,則需要選用較小的切割參數;若追求較高的切割效率,則需要選用較大的脈沖參數。而加工電流的增大容易引起斷絲,會影響加工效率。
電流的穩定與否可以在一定程度上判斷工藝參數的設定是否匹配,適當范圍內穩定的電流可以保障線切割加工過程中的穩定性,電流越大,加工效率越高,但相應的表面粗糙度和尺寸精度會有所下降。通過摸索總結發現,切割過程中電流穩定在1.5~2.0 A之間,可以確保電機定子鐵心加工表面達到設計要求,表面粗糙度優于Ra3.2,邊部毛刺小于0.04 mm[6-7]。表1為某0.35 mm規格無取向硅鋼片疊加不同厚度摸索出的工藝參數,不同線切割機之間參數的定義可能存在一定差異。
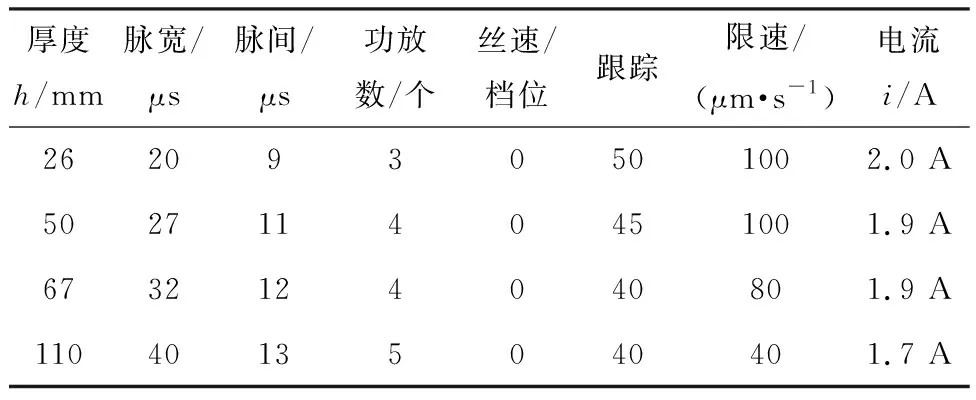
表1 不同疊加厚度對應的線切割工藝參數
2.3.3 加工工件固定技術
在線切割加工過程中,由于受切割加工而分離的樣品的自身質量、切削乳化液水流沖擊等因素的影響,切割開的樣品與母體材料之間存在鉬絲直徑加放電間隙的切割縫隙,很容易發生樣品傾斜情況;且切割分離開的樣品自身變形產生的樣品傾斜會改變線切割路徑,直接影響樣品的加工精度。因此,需要及時將切割分離的樣品進行固定,確保不影響后續未切割部分產生變形等。
如圖5所示,設計了一種線切割加工工件的輔助固定支撐裝置,用于輔助固定支撐線切割加工后分離開的硅鋼樣片與母料,使加工工件不發生偏斜和變形,確保電機鐵心的加工精度[8]。將電機定子鐵心圖紙導入線切割軟件后,可通過線切割控制軟件在加工軌跡上選擇適當位置設置3~5個暫停點,然后在加工過程中用此輔助固定支撐裝置托住硅鋼片,線切割加工到預設暫停點時暫停加工,調整此輔助固定支撐裝置的支撐臺位置,確定不影響加工過程中的走絲軌跡,同時確保加工工件的已切割部分由此裝置支撐住,直到整個工件加工完成。
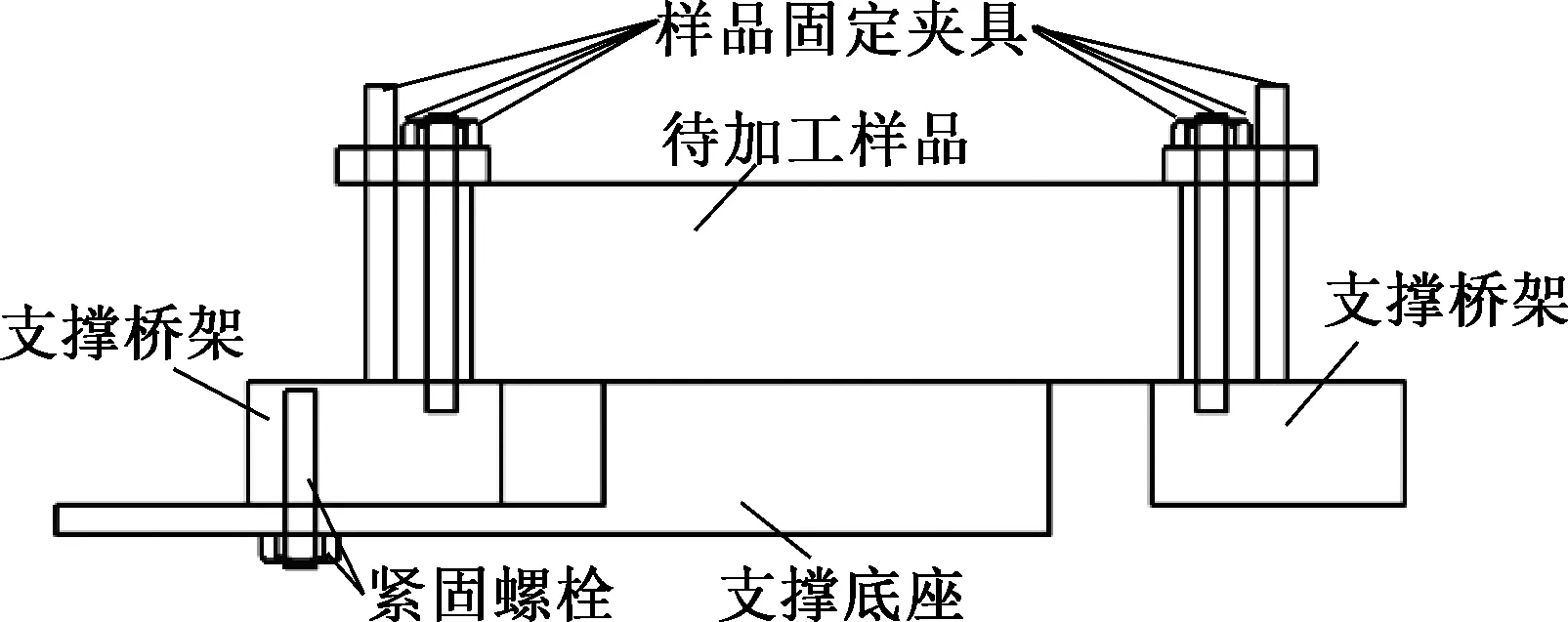
圖5 線切割加工工件的輔助固定支撐裝置
3 結 語
綜上所述,在線切割機加工電動汽車驅動電機鐵心時,加工流程中的每個環節都會影響到最終尺寸,需要重視整個加工過程,對每個環節進行把控。
通過本次工藝研究,優化了線切割機加工制作電動汽車驅動電機鐵心的工藝技術,加工尺寸可以控制在0.03 mm內,提升了線切割加工無取向硅鋼片的加工精度,滿足了電動汽車驅動電機鐵心的設計及制作要求。針對不同疊加厚度的無取向硅鋼樣片,經過實際加工摸索驗證,總結出了一套較為成熟的加工工藝參數,積累了一些經驗,尤其是設計的固定支撐裝置,具有較好的推廣價值,為采用線切割加工制作電動汽車驅動電機鐵心提供一定參考。