SiCp/2024Al 復合材料板材的顯微組織、力學性能及加工硬化行為
2023-10-13 02:02:32薛鵬鵬曹富翔鄧坤坤聶凱波
航空材料學報 2023年5期
薛鵬鵬, 曹富翔, 鄧坤坤*, 聶凱波, 劉 力
(1.太原理工大學 材料科學與工程學院,太原 030024;2.北京玻鋼院復合材料有限公司,北京 102100;3.興縣經開區鋁鎂新材料研發有限公司,山西 呂梁 033603)
2024 鋁合金作為高強度硬鋁合金,廣泛應用于軌道交通和航空航天等領域[1],但其低彈性模量、低耐磨性以及高線性膨脹系數等缺點,限制了其應用范圍。為了彌補鋁合金的不足,鋁基復合材料應運而生[2]。在基體合金中添加物理化學性質不同的增強體,可以使鋁基復合材料獲得高彈性模量、高耐磨性、高導熱性以及低的熱膨脹系數等[3-4]。與連續長纖維增強體相比,顆粒可以與基體合金協同變形,減少材料的內部損傷,兼顧材料的強塑性,使得顆粒增強鋁基復合材料成為研究熱點之一[5]。
歷經數十年的發展,鋁基復合材料的制備工藝繁多且趨于成熟[6]。目前,制備顆粒增強鋁基復合材料的主流工藝為粉末冶金、攪拌鑄造法和噴射沉積法等[7]。粉末冶金和噴射沉積法存在設備要求高、生產成本高以及工藝繁瑣等問題。而攪拌鑄造工藝的出現,使鋁基復合材料的大規模應用成為可能[8]。此外,攪拌鑄造法生產的復合材料,存在孔隙率大和內部組織不均勻等問題,需要對坯料進行熱變形來提高性能[7]。目前鋁基復合材料常用的熱變形工藝主要有擠壓和軋制。Pakdel 等[9]將火花等離子燒結和攪拌鑄造法相結合,制備出質量分數10 % B4C/ 6063 Al 復合材料,研究了擠壓比、溫度等對顆粒分布、孔隙率、顆粒破碎以及復合材料力學性能的影響,并指出在較高溫度下增加擠壓比,有利于改善復合材料的力學性能。Behnamfard[10]采用液態攪拌鑄造法,制備出SiCp/A356 鋁基復合材料,比較了擠壓和軋制對復合材料的影響,研究發現兩種熱變形工藝均可消除鑄態缺陷,改善顆粒分布,軋制后的力學性能更優異。
目前關于熱變形工藝對鋁基復合材料組織與力學影響已開展了較多研究工作,然而關于顆粒含量對鋁基復合材料晶粒尺寸、第二相析出、顆粒分布、力學性能及加工硬化行為等方面的研究還需深入開展。為此,本工作通過超聲波輔助半固態攪拌鑄造工藝制備出SiCp體積分數為5%、10%和15%的SiCp/2024Al 復合材料,對其進行擠壓和軋制變形,分析SiCp含量對SiCp/2024Al 復合材料的晶粒尺寸、第二相、力學性能和加工硬化行為的影響規律。
1 實驗材料及方法
1.1 實驗材料
基體合金為2024 鋁合金,化學成分表如表1所示。本實驗采用粒徑約為10 μm 的SiCp作為增強相,SEM 形貌如圖1 所示。對SiCp進行酸洗,去除表面雜質。一方面,為避免鋁液直接與SiCp反應生成Al4C3,需對其進行預氧化處理形成SiO2薄膜層;另一方面,與SiC 相比,SiO2與鋁液的潤濕性更好,界面結合強度更高。預氧化工藝為:在1200 ℃下保溫2 h[11-12]。
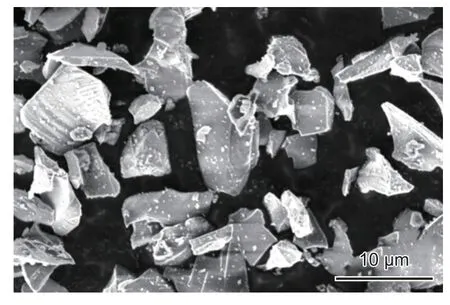
圖1 碳化硅顆粒(SiCp)的SEM 圖像Fig.1 SEM image of SiCp particles

表1 2024 鋁合金的化學成分(質量分數/%)Table 1 Chemical composition of 2024 aluminum alloy(mass fraction/%)
1.2 SiCp /2024Al 復合材料的制備
對1700 g 的2024 鋁合金進行表面打磨,去除氧化皮,并按體積比計算出所需SiCp的質量,稱取預氧化處理后的SiCp。通過超聲波輔助半固態攪拌鑄造法將SiCp加入2024 鋁合金中,制備出SiCp體積分數為5%、10%和15%的SiCp/2024Al復合材料鑄錠。采用的半固態溫度為620 ℃,攪拌速度為400 ~700 r/min,將SiCp全部加入2024鋁合金熔體后,升溫至690 ℃,進行超聲處理,處理工藝為:將超聲變幅桿深入鋁液面2~3 cm,超聲波功率為2 kW,頻率 為20 kHz,超 聲時 間為3~5 min。超聲結束后立即將鋁液澆鑄到不銹鋼模具內,獲得60 mm × 60 mm × 80 mm 的鑄錠。對SiCp/2024Al 復合材料鑄錠進行兩步熱變形,加工流程如圖2 所示。首先將鑄態SiCp/2024Al復合材料放入內徑為80 mm 的擠壓模具內擠壓成板。采用的擠壓溫度為450 ℃,擠壓比為12∶1,擠壓后獲得寬為400 mm ×40 mm×10 mm 的板材。隨后,通過北京科技大學新材料技術研究院實驗中心制造的BKDΦ130 雙輥軋機對SiCp/2024Al 復合材料板材進行軋制成形,軋輥溫度為150~160 ℃,板材預熱溫度為420 ℃,最終得到厚度1 mm 的板材,對板材進行固溶處理(在490 ℃下保溫1 h,隨后水冷)。
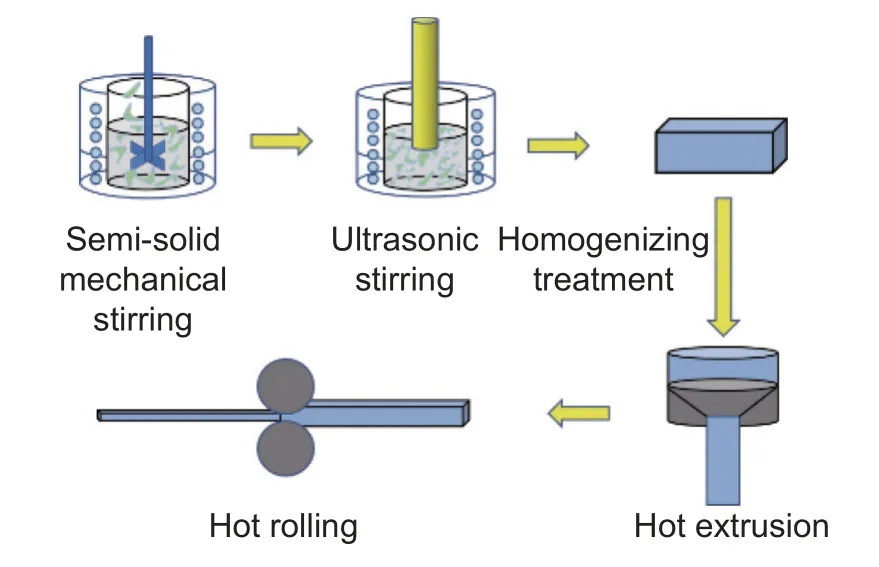
圖2 SiCp/2024Al 復合材料板材制備示意圖Fig.2 Schematic diagram of preparation of SiCp/2024Al composite sheet
1.3 表征方法
沿軋制方向切割出10 mm×10 mm×1 mm 的試樣,板材試樣觀察面為平行于軋制方向,并對試樣進行鑲樣處理。經過不同目數砂紙粗磨后,進行水磨拋光去除細小的劃痕,隨后使用凱樂試劑(2.5 mL HNO3+1.5 mL HCl+1 mL HF+95 mL H2O)進行腐蝕。采用OLYMPUS GX53 型光學顯微鏡(OM)和MIRA SXMU 掃描電子顯微鏡(SEM)對軋制態SiCp/2024Al 復合材料顯微組織與室溫拉伸斷口進行觀察分析。利用Image pro-plus 6.0 軟件對軋制態SiCp/2024Al 進行晶粒尺寸和顆粒尺寸的統計。采用Rigaku Smart Lab SE 型X 射線多晶衍射儀(XRD)對軋制態SiCp/2024Al 復合材料的試樣進行物相分析,掃描速度為2 (°)/min。在MTS(E45.105)萬 能 試 驗 機 上 對 軋 制 態SiCp/2024Al 進行室溫拉伸,拉伸速度為0.5 mm/min,拉伸試樣平行于軋制方向。為保證測試結果的準確度,每組試樣至少測試3 個拉伸樣,取測試結果的平均值。拉伸試樣尺寸如圖3 所示。采用PCYG 高精度熱膨脹儀對軋制態SiCp/2024Al 進行熱膨脹系數測量,溫度范圍在100~500 ℃之間,試樣尺寸為50 mm×10 mm×1 mm。
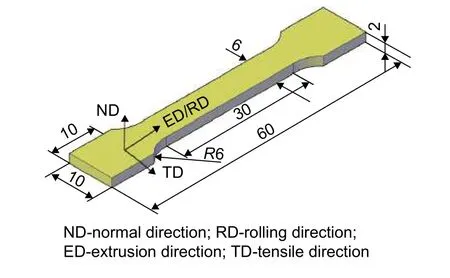
圖3 室溫拉伸試樣示意圖Fig.3 Schematic diagram of tensile specimen at ambient temperature
2 結果與討論
2.1 SiCp /2024Al 復合材料的顯微組織
2024 鋁合金和SiCp/2024Al 復合材料的光學顯微組織如圖4 所示。從圖4(a)可以看出,軋制態2024 鋁合金的微觀組織由大小不一的晶粒組成,沿著軋制方向拉長。利用Image pro-plus 6.0 軟件統計結果顯示,軋制態2024 鋁合金的平均晶粒尺寸為23.7 μm。伴隨著SiCp引入,沿著軋制方向伸長的晶粒消失,晶粒尺寸得到明顯細化。當SiCp體積分數為5%時,晶粒尺寸細化至18.1 μm,如圖4(b)所示。隨SiCp含量的增加,晶粒尺寸逐漸細化,SiCp體積分數達到15%時,晶粒尺寸細化至11 μm,如圖4(d)所示。可見,2024 鋁合金軋制過程中動態再結晶并不完全,仍存在軋制方向的變形組織。SiCp的引入不僅使Al 基體中變形組織減少,而且致使晶粒尺寸顯著細化。上述現象表明,SiCp對鋁基體的動態再結晶具有顯著的促進作用。一般認為,熱變形過程中,因硬質SiCp與鋁基體變形不匹配,致使SiCp周圍基體中位錯密度增大,從而促進動態再結晶形核,有利于晶粒細化。隨SiCp含量的增加,一方面,動態再結晶形核質點增多,再結晶率提高;另一方面,因SiCp對晶界遷移的阻礙作用,抑制了再結晶晶粒的長大[13]。兩方面的共同作用導致軋制態SiCp/2024Al 復合材料的晶粒尺寸隨著微米SiCp含量的增加而減少。
圖5 為2024 鋁合金和SiCp/2024Al 復合材料的SEM 形貌。軋制態2024 鋁合金中含有第二相,沿軋制方向排列,如圖5(a-3)所示。由圖5(b)可知,當SiCp體積分數為5%時,SiCp沿金屬流線方向呈條帶狀分布,且條帶間距較寬。隨著SiCp含量的增加,條帶狀分布逐漸消失,SiCp宏觀分布更加均勻,如圖5(c)、(d)所示。軋制態SiCp/2024Al復合材料中SiCp呈現條帶分布主要是由于SiCp沿軋制方向隨基體流動所致,在此過程中,易在SiCp周圍產生應力集中。本工作采用平面應力等效壓縮模型估算復合材料基體中的最大應力[14]:式中: σmax是最大應力; σM是鋁基體的流變應力;d是SiCp的平均尺寸; λ是兩個SiCp之間的間距。

圖5 不同SiCp 體積分數 SiCp/2024Al 復合材料的 SEM 圖像 (a)0%;(b)5%;(c)10%;(d)15%(1)低倍;(2)中倍;(3)高倍Fig.5 SEM images of SiCp/2024Al composite with different volume fractions of SiCp (a)0%;(b)5%;(c)10%;(d)15%;(1)low magnification;(2)medium magnification;(3)high magnification
由式(1)可知,顆粒尺寸相同,隨著SiCp含量的增加,SiCp間距越小,基體所受應力越大。因此,在熱變形過程中,當基體所受應力( σmax)超過顆粒變形臨界應力時,將引起顆粒破碎[15]。如圖5 所示,當SiCp由5%增加至10%時,SiCp/2024Al 復合材料中的SiCp尺寸略有減小,由7.3 μm 細化至7.1 μm。隨SiCp進一步增加至15% 時,SiCp破碎嚴重,其平均顆粒尺寸為4.9 μm。
圖6 為軋制后2024 鋁合金和SiCp/2024Al 復合材料的BSE 形貌。在圖6(a-2)中,存在大塊的相,且沿軋制方向排列。由圖7 的EDS 分析結果可知,SiCp周圍是Al 和Cu 元素的富集區,原子比接近2∶1。圖8 為X 射線衍射圖譜。由圖8 可知,圖譜中出現CuAl2相峰,表明該第二相為CuAl2相。Cao 等[16]也得出類似的結果。對比圖6(a-2)、(b-2)、(c-2)、(d-2)可知,SiCp引入后,CuAl2相主要分布在SiCp周圍。這是由于SiCp作為非均質形核位點,使CuAl2相優先在SiCp周圍形核長大。隨著SiCp含量的增加,CuAl2相彌散分布在基體合金上。如上所述,SiCp/2024Al 復合材料在兩步熱變形過程中,易在SiCp周圍產生應力集中而導致SiCp破碎,且隨SiCp含量增加,基體內應力集中增大,致使SiCp破碎更為明顯。不規則形狀的CuAl2相圍繞在SiCp周圍,當SiCp尖端產生的應力集中超過CuAl2相的變形臨界應力時,CuAl2相在切應力作用下破碎,導致CuAl2相細化[17]。
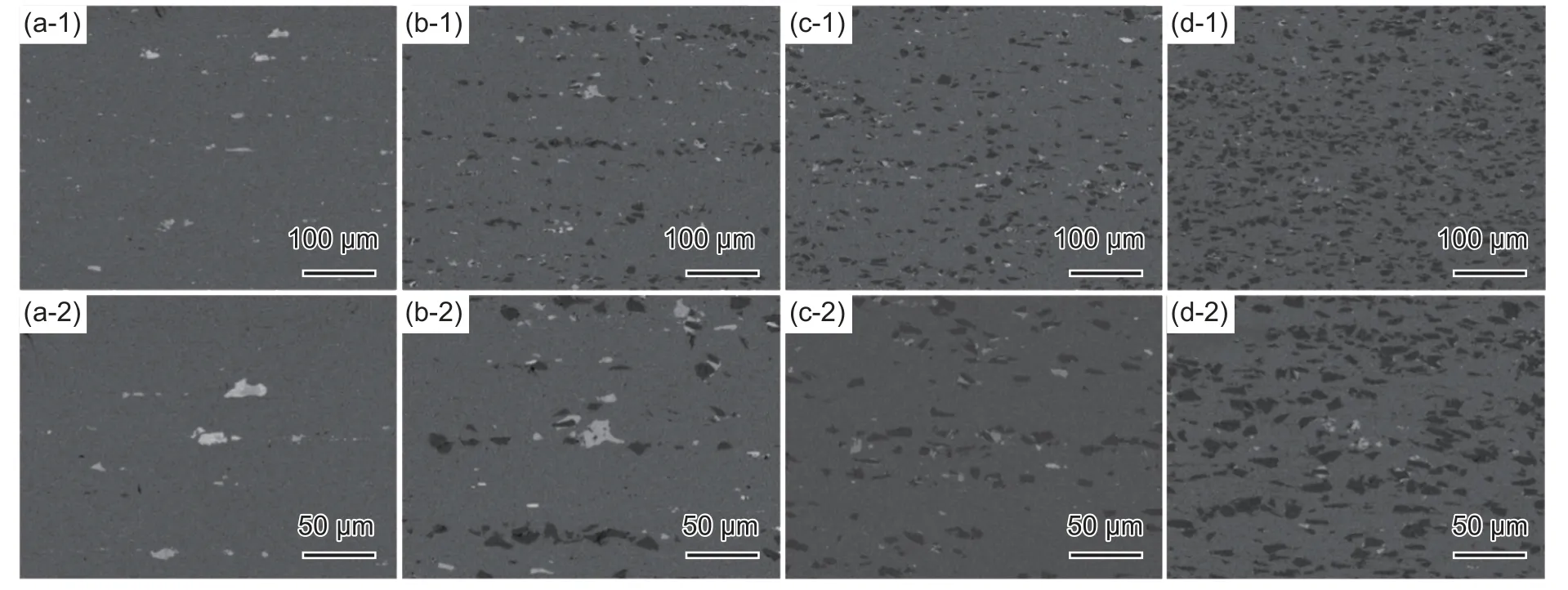
圖6 不同SiCp 體積分數 SiCp/2024Al 復合材料的BSE 圖像 (a)0%;(b)5%;(c)10%;(d)15%;(1)低倍;(2)高倍Fig.6 BSE images of solid solution SiCp/2024Al composite with different volume fractions of SiCp (a)0%;(b)5%;(c)10%;(d)15%;(1)low magnification;(2)high magnification
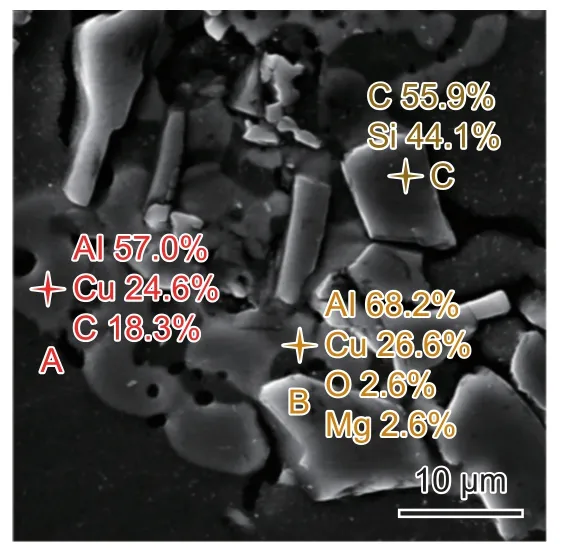
圖7 SiCp/2024Al 復合材料的EDS 分析結果Fig.7 Corresponding EDS results of SiCp/2024Al composite
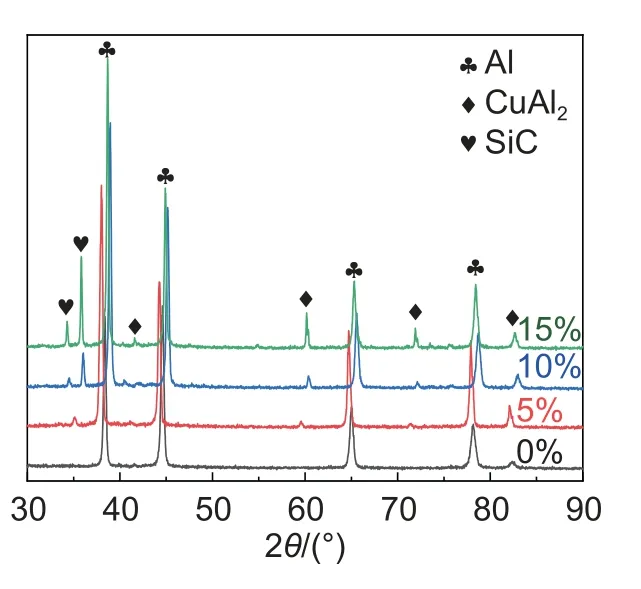
圖8 不同SiCp 體積分數SiCp/2024Al 復合材料的XRD 圖譜Fig.8 X-ray diffraction patterns of SiCp/2024Al composite with different volume fractions of SiCp
2.2 SiCp /2024Al 復合材料的拉伸性能
圖9(a)為軋制態2024 鋁合金和軋制態SiCp/2024Al 復合材料的室溫拉伸應力-應變曲線,相應的屈服強度(YS)、抗拉強度(UTS)和伸長率(EL),如圖9(b)所示。可見,SiCp對2024 鋁合金力學性能的影響與顆粒含量有關。SiCp的引入,提高了2024 鋁合金的YS 和UTS,但SiCp與2024 鋁合金的協調變形能力差,導致EL 有所降低。隨著SiCp含量的增加,SiCp對2024 鋁合金的強化效果更加明顯。當SiCp含量為10% 時,SiCp/2024Al復合材料中SiCp宏觀分布更加均勻,在細晶強化、載荷傳遞和位錯強化的共同作用下,其YS、UTS和EL 可分別達到305、490 MPa 和8%;當SiCp含量進一步增加至15%,SiCp的破碎導致SiCp/2024Al 復合材料出現大量SiCp的團聚,在團聚區域產生高的應力集中,致使材料提前失效。SiCp/2024Al 復合材料的彈性模量,如圖9(c)所示。可見,SiCp顯著提高了SiCp/2024Al 復合材料的彈性模量。當SiCp為15% 時,SiCp/2024Al 復合材料的彈性模量提至96 GPa,相較于2024 鋁合金,提高了37.10%。
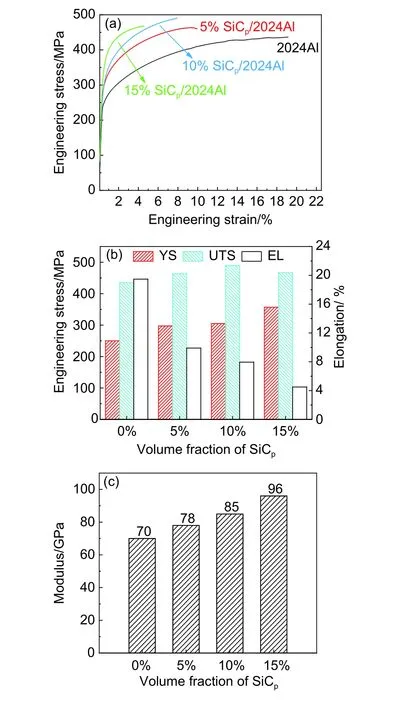
圖9 不同SiCp 體積分數SiCp/2024Al 復合材料的力學性能 (a)工程應力-應變曲線;(b)YS、UTS 和伸長率;(c)彈性模量Fig.9 Mechanical properties of SiCp/2024Al composite with different volume fractions of SiCp (a)engineering stress-strain curves;(b)YS, UTS and elongation;(c)elastic modulus
2.3 SiCp /2024Al 復合材料的熱膨脹系數
圖10 為2024 鋁合金和 SiCp/2024Al 復合材料在100~500 ℃的熱膨脹系數。由圖10 可見,2024 鋁合金的熱膨脹系數隨溫度的升高而升高。軋制態SiCp/2024Al 復合材料的熱膨脹系數顯著低于軋制態2024 鋁合金,且隨SiCp含量的增加而降低。熱膨脹是由于材料受熱后晶格振動加劇引起材料的容積膨脹。根據復合材料的混合定則,復合材料的熱膨脹系數主要取決于各組元的熱膨脹特性。與2024 鋁合金相比,SiC 具有較低的熱膨脹系數(4.6×10-6℃-1)。SiCp的引入使2024 鋁合金的相對含量降低,復合材料的熱膨脹系數降低[18]。另一方面,隨著溫度的升高,SiCp限制了2024 鋁合金的膨脹,導致SiCp/2024Al 復合材料線膨脹系數降低[19]。在300~500 ℃之間,軋制態2024 鋁合金的熱膨脹系數曲線上升趨勢減緩,這是由于試樣內部的殘余熱應力逐漸釋放,使熱膨脹系數出現波動。添加5% 顆粒后,呈現與合金類似的現象。而對于SiCp含量為10%和15%的復合材料而言,在300~500 ℃之間,隨著溫度的增加,熱膨脹系數先降低后增加。這是由于在100~300 ℃之間大量顆粒的引入使復合材料內部存儲了更多的殘余熱應力。隨著溫度升高至400 ℃,殘余熱應力得到釋放,熱膨脹系數波動更大[20]。
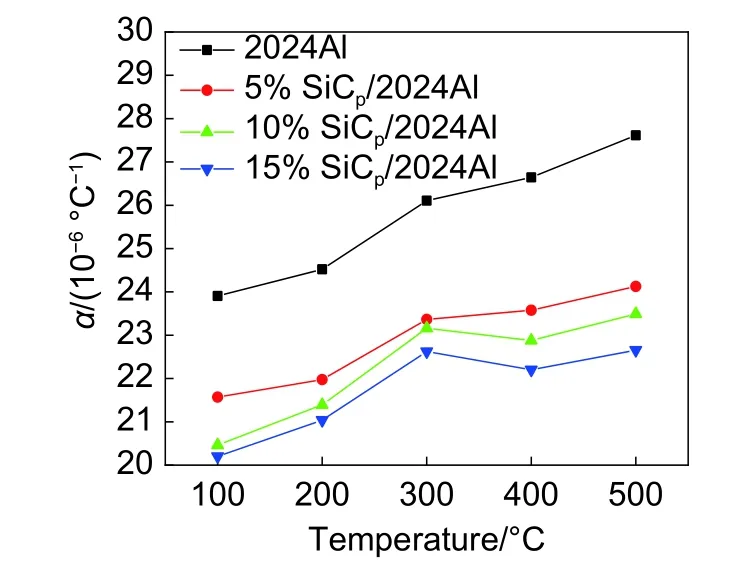
圖10 不同SiCp 體積分數SiCp/2024Al 復合材料在 100~500 ℃測定的熱膨脹系數曲線Fig.10 Thermal expansion coefficient curves of solid solution SiCp/2024Al composite with different volume fractions of SiCp measured at 100-500 ℃
2.4 SiCp /2024Al 復合材料的加工硬化行為
SiCp/2024Al 復合材料的加工硬化行為可以用宏觀加工硬化率來表示:
式中: σ和ε為材料變形時的真應力和真應變值。
圖11 為2024 鋁合金和SiCp/2024Al 復合材料的加工硬化率曲線。在第三階段,四條曲線均隨著σ - σ0.2的增加而線性下降,但在同一 σ - σ0.2值時,加工硬化率值并不相同。這表明顆粒含量會顯著影響SiCp/2024Al 復合材料的加工硬率。材料的加工硬化行為主要受到位錯應力場的影響[21]。幾何必須位錯是在克服基體與SiCp的不相容性所產生(即增殖)的,其位錯數量與SiCp的含量和尺寸有關[22]。與2024 鋁合金相比,SiCp的引入,能在其周圍形成顆粒變形區(PDZ)[23]。PDZ 中畸變度較大,位錯密度較高,并隨著顆粒體積分數的增加,PDZ 的位錯密度增大;另一方面,PDZ 的存在,提高再結晶驅動力,有利于促進動態再結晶形核,導致晶粒細化。隨著SiCp含量和晶界數量的同步增加,促使位錯滑移進一步受阻[24-25]。因此,SiCp/2024Al 復合材料的加工硬化率應隨著SiCp含量的增加而增加[26],但隨著顆粒含量繼續增加至15%時,SiCp/2024Al 復合材料的加工硬化率并沒有明顯變化,這主要與顆粒破碎有關。在軋制態15% SiCp/2024Al 復合材料中,SiCp破碎嚴重,其平均顆粒尺寸從10 μm 降低至4.9 μm。相對于小尺寸顆粒,顆粒尺寸越大,顆粒向基體的載荷傳遞效率越高,其加工硬化率越大。這一結果與其他研究的研究結果一致[27-30],故大量破碎的SiCp并沒有顯著提高15% SiCp/2024Al 復合材料的加工硬化率。并且,由于破碎的SiCp與基體的界面結合強度降 低,導 致15% SiCp/2024Al復 合材 料的θ-σσ0.2曲線無第四階段。
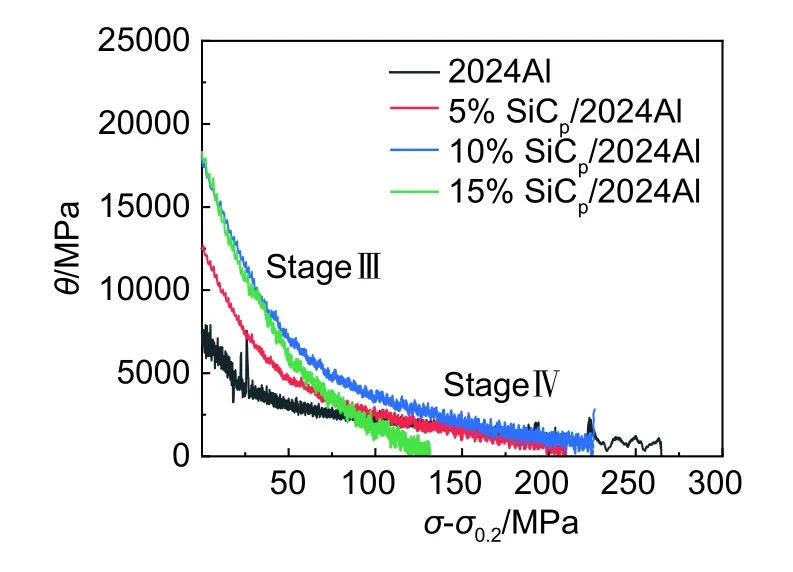
圖11 不同SiCp 體積分數 SiCp/2024Al 復合材料的加工硬化率Fig.11 Work hardening rates of SiCp/2024Al composite with different volume fractions of SiCp
2.5 SiCp /2024Al 復合材料的斷口形貌
圖12 為2024 鋁合金和SiCp/2024Al 復合材料斷口的SEM 組織。由圖12(a-2)可見,合金斷口表面存在著等軸狀的小尺寸韌窩,斷口表現出明顯的韌性斷裂。由圖12(b-2)可見,復合材料斷口的撕裂棱上分布著小尺寸韌窩,并發生了顆粒脫粘現象,斷口附近沒有SiCp的斷裂。隨著顆粒含量的增加,韌窩數量減少,斷裂方式由韌性斷裂向脆性斷裂轉變。在拉伸變形過程中,5% SiCp/2024Al 復合材料的斷口表面存在較多的撕裂棱,SiCp被基體合金所包覆;10% SiCp/2024Al 復合材料的斷口表面有微裂紋,微裂紋的產生直接導致復合材料伸長率降低,且并無SiCp的斷裂和拔出,表明載荷傳遞效果更好;顆粒含量增加到15%時,斷口表面出現SiCp的斷裂和拔出現象。這是由于SiCp未被基體合金完全包覆,發生了SiCp的撥出。在載荷傳遞過程中,應力沿著SiCp的斷裂表面釋放,不能有效傳遞載荷,導致材料塑性變形能力減弱。

圖12 不同SiCp 體積分數 SiCp/2024Al 復合材料斷裂表面的 SEM 組織 (a)0 %;(b)5 %;(c)10 %;(d)15 %(1)低倍;(2)高倍Fig.12 SEM structures of fracture surface of SiCp/2024Al composite with different volume fractions of SiCp (a)0 %;(b)5 %;(c)10 %;(d)15 %;(1)low magnification;(2)high magnification
3 結論
(1)因SiCp對動態再結晶形核的促進作用及對晶界遷移的阻礙作用,致使2024 鋁基體晶粒顯著細化,隨著SiCp含量的提高,軋制態SiCp/2024Al 復合材料的晶粒尺寸逐漸減小。
(2)SiCp含量的增加使SiCp條帶消失,SiCp宏觀分布更加均勻。當SiCp由5%增加至10%時,軋制態SiCp/2024Al 復合材料的顆粒尺寸略有減小,由7.3 μm 細化至7.1 μm。隨SiCp進一步增加至15% 時,SiCp破碎嚴重,細化至4.9 μm。
(3)硬質SiCp的添加,獲得了高彈性模量、低線膨脹系數的軋制態SiCp/2024Al 復合材料。隨著SiCp含量的增加,彈性模量由70 GPa 升至96 GPa,熱膨脹系數降低。
(4)SiCp/2024Al 復合材料的加工硬化率因SiCp的引入而增加,當SiCp含量達到15%時,加工硬化率快速下降。其中,軋制態10% SiCp/2024Al復合材料的力學性能最優,其屈服強度、極限抗拉強度和斷后伸長率可分別達到305、490 MPa 和8%。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
應用化工(2014年10期)2014-08-16 13:11:29