航空增材制造技術中的跨尺度力學研究進展
2023-10-13 02:02:30於之杰徐碧涵王向盈孫啟星王艷飛
航空材料學報 2023年5期
於之杰, 徐碧涵, 王向盈, 孫啟星, 王艷飛
(1.中國航空研究院 技術研究六部,北京 100029;2.西安交通大學 航天航空學院,西安 710049)
綠色航空是在航空領域實現國家雙碳目標的重要途徑,減輕飛行器結構質量、提高飛行效率、降低燃油消耗率是綠色航空的重點發展方向。目前,結構輕量化主要依賴于輕量化材料的應用以及結構的優化設計。然而,由于傳統制造工藝方法的限制,結構減重效果已達到一定的瓶頸,且許多優化結構的制造難以實現,或是加工及裝配成本過高而無法實際應用。增材制造(additive manufacturing,AM)能夠實現零件的無模具快速成形,避免了模具制造的時間和費用,同時由于增材制造是在零件表面上逐層堆積材料,使得加工過程中的加工余量大幅減少,材料利用率更高。增材制造方法對于復雜結構的制造尤其具有優勢,這使得其在航空航天等需求先進制造的領域中大放異彩,受到廣泛關注[1-4]。對于這些零部件,如使用傳統制造工藝,鑄造需有制模脫模的繁瑣過程,減材制造會耗費大量的材料,造成刀具磨損,零件裝配也會引入需要額外考慮的因素。因此盡管當前的增材制造尤其是金屬增材制造技術尚不完善,但這一新方法已經在許多領域都得到了應用,例如具有內部流道的航空或火箭發動機部件,以及一些結構承載連接部件[5-6]。增材制造的應用極大優化了這些場景的傳統制造產品,具有輕量化、高效率、少裝配等獨特優勢,使得增材制造在許多領域內得到了越來越廣泛的應用,且其在航空領域的發展尤為重要,當前,越來越多的科學家和工程師正在關注這一技術中的科學問題、應用和未來發展[7-9]。然而,作為一種金屬制造的新方法,其中仍然有大量懸而未決的科學問題需要研究,其中,制造缺陷、殘余應力、表面質量、微觀結構是制約增材制造走向更廣闊應用的主要問題。這些問題的解決將有望進一步提升增材制造材料性能,擴大增材制造工藝在航空材料與結構制造中的應用范圍,提高飛行器結構的比強度/剛度和疲勞性能等。
本文主要從增材制造材料的微結構和金屬材料的尺度效應角度出發,介紹國內外學者在增材制造的工藝、材料微結構、跨尺度力學性能等方面的研究,并著重介紹具有不均勻結構的金屬材料上的尺度效應強韌性研究,同時指出未來在增材制造工藝、材料微結構控制和對應的材料性能提升等科學與工程結合領域內可能的研究方向。
1 增材制造材料的不均勻結構
金屬增材制造涉及粉材/絲材熔化、凝固的制造過程和“離散-堆積”的逐點累積的特殊工藝,因此增材制造的材料在均勻性上,不論是宏觀還是微觀角度,都遠遠不及鑄造、鍛造等傳統方法制造的材料。這使得增材制造的材料在彈塑性性能、各向異性、疲勞斷裂性能等多方面都與傳統方法生產的材料有所不同[11]。
增材制造在宏觀尺度具有最典型的各向異性。除人為設計的非均勻結構外,增材制造中最顯著的非均勻特性在于,其逐層制造堆疊的特性所導致的材料在層內與層間的差異,這種非均勻性的特征長度一般在毫米量級。一般來說,堆疊方向上的主要力學性能顯著弱于面內。Carroll 等[12]在定向能量沉積(directed energy deposition,DED)方法制得的Ti-6Al-4V 樣品中的不同方向和位置發現,鑄造基底、打印材料的下部、上部的橫縱向樣件中都表現出了不盡相同的強韌性性能。這種非均勻性也是增材制造材料中最宏觀、最直觀的非均勻性,對于非均勻受力的材料,通常可以通過調整零件打印方向的方法避免讓較弱的層間承擔主要載荷。
在介觀尺度,增材制造樣品的各向異性主要來自逐點成形的熔池幾何。此外,由于金屬增材制造都依賴于金屬粉材或絲材在激光或電弧等能量下熔化,形成熔池并快速凝固,因此在微觀尺度,材料也通常會形成類似于焊接的魚鱗紋等非均勻表面[13],這種非均勻性的特征長度通常在亞毫米量級(圖1)。由于激光掃描間距通常總是小于光斑直徑,且鋪粉厚度也應小于光斑直徑才能保證粉末都已燒結凝固,因此除掃描路徑上的熔池凝固會產生一定的周期性非均勻結構外,與路徑垂直的方向上也會產生不同的形狀與力學性能,帶來微觀非均勻結構以及介觀各向異性。
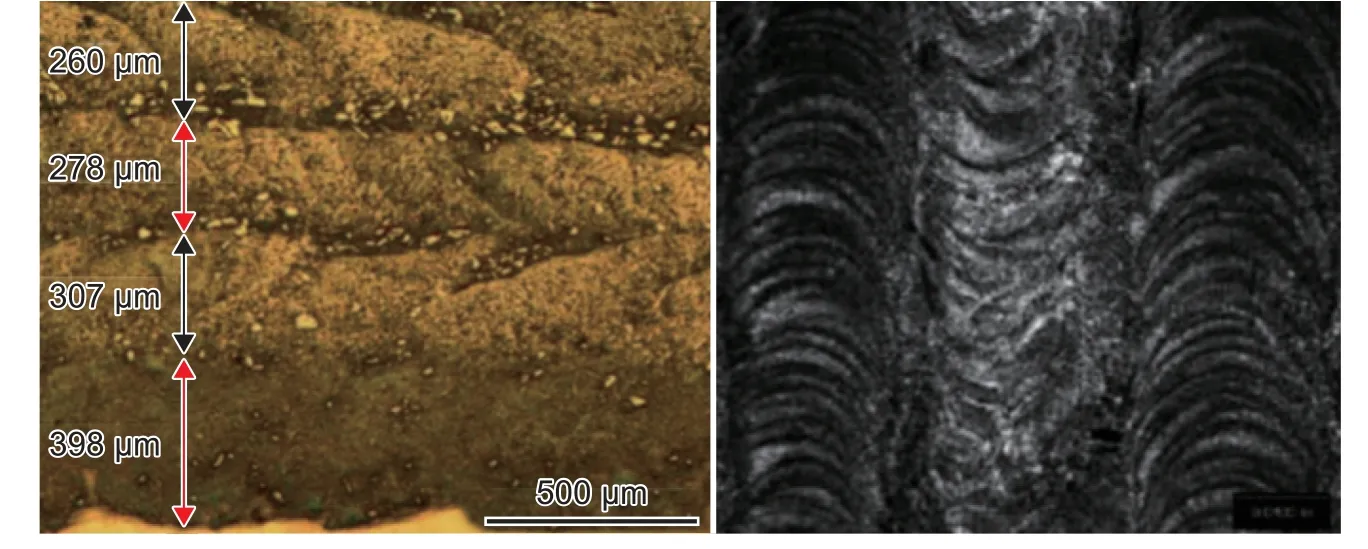
圖1 增材制造金屬材料熔池凝固產生的魚鱗紋樣微觀非均勻結構[13]Fig.1 Microheterogeneity of fish scale pattern produced by solidification of melting pool during metal AM [13]
以上兩種非均勻性具有顯著的宏觀、介觀尺度的“幾何”特征,即非均勻結構具有特定的方向和形狀,這種不均勻性帶來的優勢和劣勢都可以通過設計來揚長避短,例如在通常的激光增材制造工藝中,在打印一定層數后激光的掃描方向會逐漸轉變,從而一定程度上降低這種宏觀尺度的非均勻性。但除此以外,金屬材料由于其晶體性質,在微觀還具有一些更小更不易控制的非均勻因素,而這種非均勻性在增材制造的金屬材料中更為顯著,研究并利用這種微尺度非均勻性是金屬增材制造技術中的重要課題。同時,只有進一步提升增材制造材料的力學性能并研究增材制造工藝的穩定性、可控性,才能讓增材制造在航空裝備制造中發揮更好的作用,許多科技工作者已在這方面開展了大量的研究[14-17]。Tan 等[14]制備了具有分層異質結構的高強度鋼材,在層、熔池和晶粒尺度上呈現出分級異質特性,表現出良好的強度-延展性組合。Zhou等[15]通過一種原位重熔策略展示了如何通過在制造過程中調整微觀結構來有效提高增材制造NiCoCr中熵合金的強度而無須犧牲其延展性。
增材制造的過程與傳統鑄造相比,其熱歷程也更為復雜。由于激光在鋪層的層內與層間都會多次往復同一位置的附近,所以金屬材料從粉末到熔鑄成型往往會反復熔化凝固數次,且其中的加熱與冷卻的速率和方向也非常復雜。這就導致了金屬增材制造的材料往往不能形成晶相穩定、均勻分布、取向一致的晶體結構。即便是再經進一步的熱處理,增材制造的金屬材料也難以在微觀保持均勻,甚至不能保持晶粒大小的一致性。圖2 所示的Ti-6Al-4V 的SLM 鈦合金,其晶相在熱處理前具有非常顯著的不均勻性(圖2(a)),即便是退火后(圖2(b)),也僅實現了晶粒大小基本穩定,材料中仍有明顯的微觀非均勻結構[18]。此外,金屬材料增材制造中還常常會出現偏析、氧化等情況,也都導致材料在微米尺度上有不均勻結構的出現。

圖2 退火前后的激光選區融化制造鈦合金晶體結構[18] (a)退火前;(b)退火后Fig.2 Titanium alloy(SLM)crystal structures before and after annealing [18] (a)as-built;(b)annealed
微觀的不均勻結構往往最終決定材料的宏觀性能,這些微觀不均勻結構通常是材料開裂、疲勞損傷的起始位置,加之由于增材制造過程具有劇烈且復雜的溫度變化,常常會在加熱和冷卻的過程中產生較大的殘余應力,因此增材制造的金屬材料的韌性、抗疲勞斷裂性能一般不及傳統制造的材料。為了能夠盡可能提升制造工藝對材料微結構的控制進而研究和改進材料的韌性、疲勞特性,許多學者在航空航天常用的鈦合金材料上做了相關研究工作,發現了其中制造、熱處理等工藝與鈦合金的微觀組織結構、靜力學性能、疲勞和損傷容限特性的關系[19-23],例如Wang 等[19]在TC4 合金的微觀結構中構建了富氧的面心立方(FCC)鈦相以提高靜力學性能,劉包發等[23]對增材制造TC4 鈦合金進行了不同工藝的熱處理并研究了其對增材制造TC4鈦合金組織結構、殘余應力與耐蝕性能的影響。
然而非均勻的結構與材料并非總是帶來不利影響。恰恰由于前述的種種不均勻結構,使得金屬材料內部在變形時的不均勻變形大幅增加,并引導產生許多幾何必須位錯,這種位錯的大量出現顯著限制了晶體滑移從而提高了材料的塑性流動應力,提升了材料的強度、剛度與硬度。Bhujangrao 等[24]發現在增材制造材料的不同區域,其硬度都較鍛造材料更高且十分顯著,其工作也同時表明,增材制造材料的強度、韌性、硬度等許多力學性能分散性較鍛造材料更大。
一般來說,增材制造的材料較傳統制造會引入更多不同尺度下的非均勻結構,相應地降低了材料的韌性但提高了材料的強度和硬度,加之增材制造方法由于其逐層堆疊的特性也便于制造具有更高強度的梯度結構材料[25],因此,在需要利用材料硬度、耐磨性的場景下,增材制造中的非均勻特質反而有利于發揮更好的材料性能。與此同時,由于增材制造的特殊能量輸入形式,實現晶粒尺寸和微結構特征長度的一致性控制是相較于許多其他制造方法更有優勢的,具有微結構的同時在微結構形態上的進一步控制能顯著提高材料的力學性能。Wang 等[26]研究了微結構尺寸和形貌與制造時的能量輸入密度等制造工藝參數的關系,Fan 等[27]報道了電弧增材制造Al-Cu 合金中缺陷與偏析等微結構與力學性能之間的關系,為指導增材制造晶粒尺度的微結構控制提供了思路建議。
除此以外,為了實現特定的結構功能,利用增材制造逐層制造的特性,學者們也開展了多相材料的制備與表征測試等相關研究。利用多相材料間的變形協調、功能協調,可以在一定程度上實現材料的高性能和多功能的耦合[28-29]。除了材料角度的不均勻性外,增材制造的特殊工藝還可以便捷地制造不均勻結構,如一些點陣結構、梯度結構能夠幫助構件獲得更高的比力學性能,同時實現結構功能一體化設計[30-31]。例如Zhou 等[15]即通過在打印過程中對熔池特征和凝固條件進行調控,誘導更高的位錯密度和晶粒細化,從而使得沉積構件的性能得到了顯著提升且無需后續熱處理。該方法通過工藝控制微觀尺度的晶體行為,實現了材料的宏觀力學性能提升。Wang 等[19]通過激光粉末床熔合的增材制造過程動力學提供了一個新途徑來穩定Ti-6Al-4V 中的金屬相,新相的存在使得新工藝下材料的極限強度比原來的增材制造工藝高60%以上,且總延展性沒有損失。這些新的工藝使得人們能較好地控制材料的微觀結構,從而提升整體力學性能。
研究好材料的跨尺度力學特性能幫助科技工作者更好地理解這類與材料尺度有關的工藝以及對應的材料特性,從而實現更優的或具有特定目的的增材制造工藝,促進增材制造材料綜合性能的提升。有鑒于此,本文著重介紹一系列利用跨尺度彈塑性本構來研究具有微結構的金屬材料強韌性能和物理機制的工作[32-37]。
2 微結構材料的跨尺度力學
在傳統力學理論的基礎上,學者們已發展出了適用于不同非均勻材料的本構理論。然而,傳統本構中不含有任何具有長度量綱的物理量,這些本構自然無法刻畫材料與尺度相關的任何規律。但金屬增材制造所造成的非均勻結構,其特征長度普遍低于毫米量級,大多處于微米量級。在這一尺度下,金屬中固有的大量晶界對塑性變形的阻礙變得更加顯著,相應地體現出一定的尺度效應。材料在具有該尺度下的額外非均勻結構時,與塑性變形相關的塑性滑移就變得更加困難,會產生顯著的幾何必須位錯及其梯度,進而提升金屬材料的流動應力,相應地提升金屬的強度與硬度。為了描述這一類與尺度有關的材料力學性能,具有特定物理意義的長度量綱物理量需要被引入材料本構中來。
其中一個廣泛使用的可以刻畫金屬材料尺度效應特點的理論是基于泰勒位錯模型的低階應變梯度理論(conventional theory of mechanism-based strain gradient, CMSG)[38]。對于增材制造金屬材料中大量的微結構的情況,可基于CMSG 理論進一步考慮其中與幾何必須位錯密度梯度有關的背應力的影響。
這兩種模型都利用J2 塑性流動理論來表示其本構關系,在J2 理論中,材料的本構關系由流動應力決定。泰勒位錯模型將流動應力 σflow、剪切應力τ和位錯密度 ρ相關聯,其中位錯又可分為與均勻變形有關的統計存儲位錯(statistic stored dislocation,SSD),以及與不均勻變形有關的幾何必須位錯(geometrically necessary dislocation,GND),其 中GND 的密度則根據泰勒關系與不均勻變形的程度相關聯,即GND 密度可通過等效應變梯度 ηp來表示。通過單軸測試測得與均勻變形相關的應力應變關系 σreff(εp),即可將流動應力拆分為傳統項和應變梯度項,并形成一個長度量綱的應變梯度特征長度l:
式中:M為泰勒參數; α為一經驗參數; μ為剪切模量;b為柏氏矢量的模;為Nye 參數。在明確流動應力的形式后,即可利用一種率相關方法得到CMSG 理論的本構關系:
式 中: σij為 應 力 張 量;K為 體 積 模 量; δij為Kronecker 符 號; ε′i j為 應 變 偏 量; σe為 等 效 應 力;m為率相關參數,一般取20 以上; σ′ij為應力偏量。
經納米壓痕測試的驗證[32],該理論可以很好地預測各類均質金屬材料的納米壓痕硬度,如圖3所示。
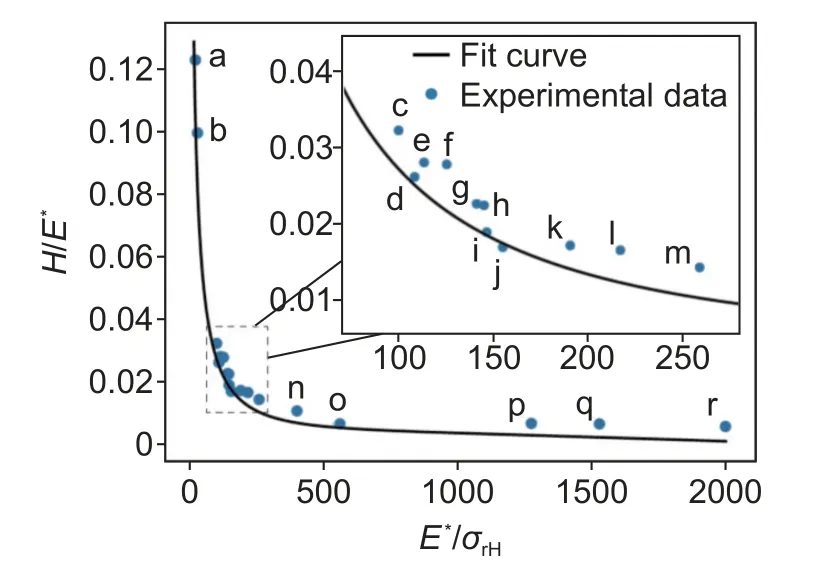
圖3 CMSG 理論對金屬納米壓痕硬度的預測[32]Fig.3 CMSG prediction of metal microhardness [32]
CMSG 理論通過考慮GND 的短程效應(即GND 的密度)將尺度效應加入進本構描述,為了更準確地描述具有大量微觀結構的增材制造金屬材料,基于CMSG 和相關本構方法,Wang 等[37]進一步將GND 的長程效應一并考慮進流動應力的組成中:
式中: σY為初始屈服強度; ρ為對應的位錯密度;而背應力 σb與GND 的長程效應相關:
式中:R為一截斷半徑; ν為泊松比。
借助與CMSG 理論所用相同的率相關方法形成本構關系,可以很好地預測金屬增材制造材料等具有大量微異構材料的力學性能。
3 尺度效應影響的強韌性
基于上述考慮金屬跨尺度力學特性的本構方法,并結合增材制造在微觀尺度下產生的非均勻結構的幾何特性,三種較為典型的微結構形式被用來分析其中微結構和尺度效應對力學性能的影響,并利用本構中的參數調控,分析流動應力中各項在材料性能中的貢獻。
增材制造中常出現的微缺陷和微米晶、微裂紋和柱狀晶、異構和夾雜等三種典型結構,分別可對應彌散(dispersed)、片層狀(lamella)、團簇(clustered)三種典型微結構模型,其中不均勻結構的兩相在不同的特征間具有相同的體積分數,離散分布型以及團簇型的特征長度約在亞微米和十微米的尺度。三種典型結構的模型在單軸拉伸測試中的應力應變關系如圖4(a) [37] 所示,異質結構特征長度更小的模型,其強度和韌性都相對較高。在單獨剝離流動應力中的背應力以及GND 強化效應后,可以分別得到GND 的短程與長程硬化效應各自的貢獻,如圖4(b)所示。在總體應變水平較低的情況下,GND 的短程效應在其中的貢獻更加顯著,反之則其長程效應的貢獻更顯著。片層狀夾雜的額外硬化較團簇型的更高,這表明越小的尺度下,材料異質性對材料強韌化帶來的提升效應就越明顯。隨著未來增材制造技術的進一步提升,打印精度提高必然會要求光斑尺寸、熔池直徑越來越小,那么這些具有微結構的非均勻金屬材料中的尺度效應必然越來越難以忽視。
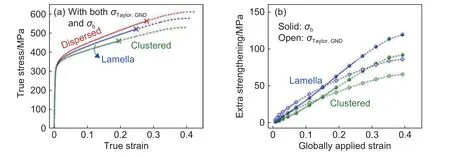
圖4 不同異構模型的應力應變關系 (a)和額外強化關系(b) [37]Fig.4 Stress-strain relationship (a)and extra hardening relationship(b)of different heterostructured materials[37]
在微結構邊界附近,等效塑性應變梯度在邊界兩側的分布如圖5(a)[37]所示。在不同的外加載荷之下,應變梯度呈現類似的分布特征,即在遠離界面的位置呈一較低的水平,而在界面附近某一區域內快速升高,即界面附近存在一個特定的界面影響區(interface affected zone, IAZ),且界面影響區的寬度并不隨載荷變化而明顯變化(圖5(b))。不僅如此,在界面附近的不同方向上,即不同的采樣路徑上,界面影響區的寬度也無明顯變化(圖5(c)),即界面影響區與外載的大小、方向都無明顯相關性,是一個與兩相材料自身屬性相關的參數。值得注意的是,這一寬度大約與材料的應變梯度特征長度相當,都在微米量級,這表明一方面該界面影響區可能是材料微觀特征長度的實際物理意義,另一方面也表明對于這一類微結構材料的模擬計算中,考慮由位錯機制帶來的尺度效應是合理的選擇。
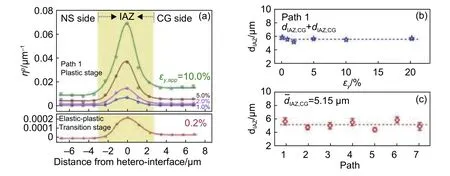
圖5 界面附近的應變梯度分布(a),以及界面影響區寬度與應變(b)和路徑選擇(c)的關系[37]Fig.5 Strain gradient distribution near the domain boundary(a), relationship between IAZ width and strain(b)and paths(c) [37]
由于界面影響區的寬度僅與界面兩側的材料屬性有關而與其分布、位置因素等無關,因此對于兩相占相同比例的材料來說,單個異構體越小(即異構體總體比表面積越大),那么異構體表面的界面影響區體積就越大。GND 短程與長程效應的額外強度貢獻與三種異構形式中界面影響區的體積分數在不同外加載荷之下的關系如圖6[37]所示。其中不論是GND 的短程還是長程效應或是不同外加載荷的大小,額外強化效應都與界面影響區體積呈單調遞增、近似線性的關系。這一近似線性的關系側面印證了具有微結構材料的額外強韌性來源于界面影響區內。也為日后定量分析、調控增材制造材料的強韌化特性提供了可行的方案。
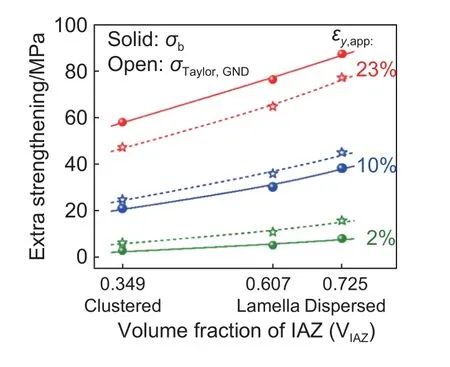
圖6 不同外載下額外強化效應與界面影響區體積分數的關系[37]Fig.6 Relationship between extra hardening and IAZ volume fraction under different loads [37]
增材制造的材料普遍具有較傳統制造更高的強度,一大原因也在于其內部具有更為復雜的微觀不均勻結構。值得注意的是,此處的微觀不均勻性并不限于晶粒、微組織、夾雜等任何具體形式,而是針對任何不均勻微結構所導致的材料在一個兩相界面附近的不均勻變形,其中的強韌化特性都是來源于界面影響區內的GND 的堆疊和梯度分布,因此,這一強韌化研究成果可以適用于航空航天領域常用的鈦合金、鋁合金等塑性變形由位錯機制控制的晶體材料這一較廣的材料范圍[39-40]。
4 未來發展趨勢
當前,增材制造在航空航天等領域的先進結構中的應用主要利用了增材制造方法對傳統工藝難以加工的一些宏觀結構水平的優勢。盡管正是這一方面的因素快速促進了增材制造技術在航空航天領域的廣泛應用,但實際上,增材制造作為一種新的制造工藝,其所制造的材料具有獨特的材料學特點和力學特性,如果能深入了解增材制造工藝、材料成型過程、材料微觀結構、總體力學性能之間的關系并實現一定程度的調控,增材制造技術能夠有望在更廣的領域內代替傳統制造方法,實現更低的制造成本和更高的材料結構性能。當前,在增材制造材料的強韌性、殘余應力控制、疲勞斷裂特性等方面的研究仍處在較早期的階段[41-43],人們對增材制造的研究和應用水平還遠遠不及傳統制造方法,未來這些方面的問題仍然需要不同行業的專家學者進行深入研究。只有充分厘清工藝、微結構、力學特性之間的關系,才能更好地發揮增材制造的作用,進一步促進航空結構的減重增效,實現綠色航空目標。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年5期)2018-01-19 02:49:17
中學物理·高中(2016年12期)2017-04-22 11:53:03
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業工程(2015年4期)2015-12-29 02:48:39
新聞傳播(2015年11期)2015-07-18 11:15:04