激光沖擊強(qiáng)化對(duì)TC11鈦合金焊接接頭層深殘余應(yīng)力的影響*
2023-10-07 07:41:44祝少華符利兵黃曉江
焊管 2023年9期
關(guān)鍵詞:焊縫
張 超,張 虎,周 云,祝少華,蘆 琳,符利兵,黃曉江
(1.中油國(guó)家石油天然氣管材工程技術(shù)研究中心有限公司,西安 710018; 2.中國(guó)石油寶雞石油鋼管有限責(zé)任公司,陜西 寶雞 721008;3.中國(guó)石油陜西銷售公司,西安 710077)
0 前 言
TC11 是一種馬氏體型α+β 雙相熱強(qiáng)型鈦合金,在高溫下仍可以保持較高的力學(xué)性能,已廣泛用于航空等領(lǐng)域[1-3],主要用于制造航空發(fā)動(dòng)機(jī)的壓氣機(jī)盤、葉片、環(huán)形件、鼓筒和緊固件等關(guān)鍵零部件。在受到熱、力等交變載荷的作用時(shí),關(guān)鍵零部件會(huì)發(fā)生磨損、斷裂或疲勞破壞[4-8]。表面強(qiáng)化技術(shù)是通過(guò)涂層法、化學(xué)熱處理及機(jī)械硬化處理等,優(yōu)化材料表面的組織結(jié)構(gòu)與性能,使表層獲得較大的殘余壓應(yīng)力、硬度和加工硬化層,從而有效提高材料的耐腐蝕性能、疲勞性能及抗摩擦磨損性能,最終顯著提高材料或構(gòu)件使用壽命[9-11]。激光沖擊強(qiáng)化技術(shù)相比其他表面強(qiáng)化技術(shù),具有無(wú)接觸和良好可控性等優(yōu)點(diǎn),成為材料表面改性領(lǐng)域的研究熱點(diǎn)。目前,國(guó)內(nèi)學(xué)者對(duì)鈦合金表面激光沖擊強(qiáng)化技術(shù)做了大量研究[12-17],結(jié)果表明激光沖擊強(qiáng)化后,位錯(cuò)在沖擊波的作用下發(fā)生了滑移、重排,先后呈現(xiàn)出高密度位錯(cuò)、亞晶和納米晶的微觀特征,硬度也顯著提高,在表面形成了殘余壓應(yīng)力,但對(duì)鈦合金焊接接頭沿層深的殘余應(yīng)力分布研究較少。
本研究選用TC11 鈦合金進(jìn)行焊接,對(duì)激光沖擊強(qiáng)化后的焊縫金屬,通過(guò)電解拋光的方式獲取不同的層深,采用側(cè)傾法研究激光強(qiáng)化沖擊對(duì)TC11鈦合金焊接接頭不同層深殘余應(yīng)力的影響,測(cè)試殘余應(yīng)力大小及層深分布梯度,為TC11 鈦合金焊接接頭殘余應(yīng)力調(diào)控及表面的強(qiáng)化處理提供依據(jù)。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
采用光纖激光將規(guī)格為60 mm×50 mm×5 mm的TC11 鈦合金試樣焊接在一起,焊縫位于試樣中心,隨后采用LAMEBR-08 激光發(fā)生系統(tǒng)對(duì)試樣進(jìn)行激光沖擊強(qiáng)化。為避免大功率脈沖燒蝕表面,在焊縫表面覆蓋0.1 mm 的鋁箔作為吸收層,同時(shí)采用2 mm 厚去離子流動(dòng)水為約束層,以便增強(qiáng)激光沖擊的強(qiáng)化效果。激光沖擊試驗(yàn)參數(shù)見表1。

表1 激光沖擊試驗(yàn)參數(shù)
1.2 試驗(yàn)方法
為了獲取良好、無(wú)干擾的層深,試驗(yàn)采用電解電化學(xué)拋光方法,通過(guò)陽(yáng)極溶解逐步使試樣平整,同時(shí)沒(méi)有外界載荷的干擾,不會(huì)引起金屬的表面變形。
使用POLISHER 8818 V-3 電解拋光儀,腐蝕頭的直徑為8 mm,拋光液為900 mL 甲醇+100 mL 高氯酸,采用恒流模式,電壓為40 V。每拋光20 s 測(cè)量試樣一次,測(cè)量垂直測(cè)試位置的表面,對(duì)比前后測(cè)量差值從而可以確定層深。以焊縫中心表面作為原點(diǎn)(即層深為0 μm),沿厚度的方向分別獲取到-500 μm、-1 000 μm、-1 500 μm 不同層深,每個(gè)層深測(cè)試3 次殘余應(yīng)力,測(cè)試位置如圖1 所示,2#點(diǎn)位于焊縫中心,左、右約2 mm 處分別標(biāo)記為1#點(diǎn)和3#點(diǎn)。
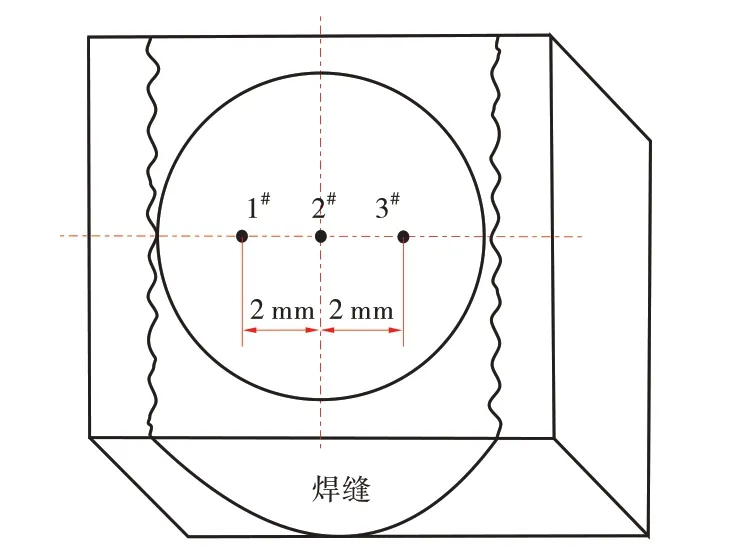
圖1 殘余應(yīng)力測(cè)試位置示意圖
側(cè)傾法測(cè)量殘余應(yīng)力是一種對(duì)測(cè)量材料非破壞性的試驗(yàn)方法,通過(guò)測(cè)量射線衍射峰的偏移量來(lái)計(jì)算殘余應(yīng)力。其優(yōu)點(diǎn)是2θ平面與ψ角轉(zhuǎn)動(dòng)平面垂直,在各個(gè)ψ角衍射線經(jīng)過(guò)的試樣路程近乎相等,因此不考慮吸收因子對(duì)不同ψ角衍射強(qiáng)度的影響;同時(shí)ψ角與2θ掃描角互不限制,幾何對(duì)稱性好,可有效減小散焦的影響,提高應(yīng)力測(cè)量精度[18-19]。因此本研究采用側(cè)傾法逐層測(cè)試殘余應(yīng)力,測(cè)試方法如圖2所示。
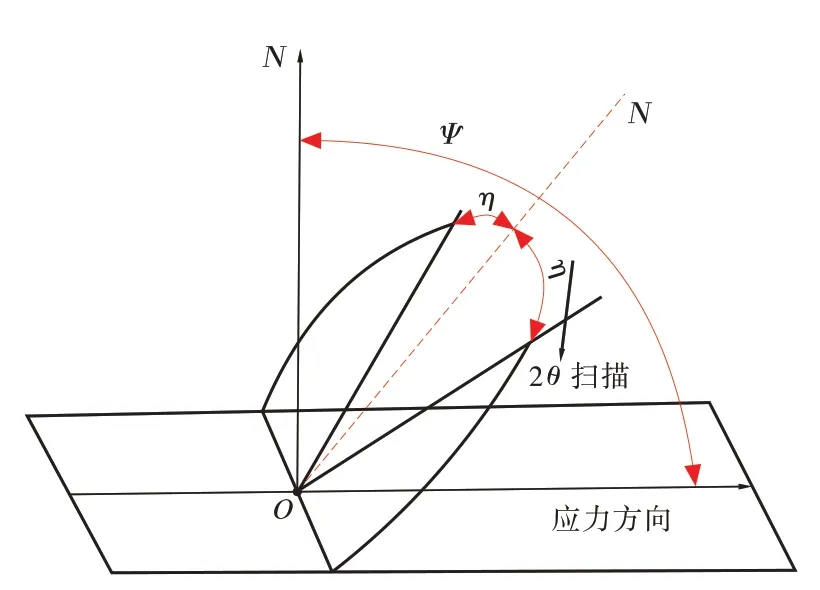
圖2 側(cè)傾法測(cè)試示意圖
采用德國(guó)布魯克D8 ADVANCE A25 X 射線衍射儀,將TC11 樣品固定在尤拉環(huán)樣品臺(tái)上,與轉(zhuǎn)動(dòng)盤不能有相對(duì)位移,靶材為銅靶,使用雙激光定位系統(tǒng)確定樣品的測(cè)量位置,選擇Coupled 2θ/θ(耦合)掃描模式,側(cè)傾法測(cè)試參數(shù)見表2。

表2 側(cè)傾法應(yīng)力測(cè)試參數(shù)
2 試驗(yàn)結(jié)果
分別取ψ為0°、 18.44°、 26.56°、 33.22°、 39.24°和45.00°,sin2ψ取實(shí)測(cè)值,殘余應(yīng)力計(jì)算公式為
式中:σφ——?dú)堄鄳?yīng)力,MPa;
E——彈性模量,取E=133 GPa;
υ——泊松比,取υ=0.33;
θ0——無(wú)應(yīng)力時(shí)的布拉格角,取θ0=71.011°;
ψ——側(cè)傾角,(°);
K——應(yīng)力常數(shù),取K=-276.7 MPa/(°)。
殘余應(yīng)力計(jì)算結(jié)果見表3。

表3 TC11鈦合金焊縫不同層深處殘余應(yīng)力計(jì)算結(jié)果
3 結(jié)果分析
當(dāng)激光沖擊波的壓力峰值超過(guò)TC11 鈦合金的動(dòng)態(tài)屈服強(qiáng)度時(shí),TC11 鈦合金表層發(fā)生強(qiáng)烈塑性變形誘導(dǎo)產(chǎn)生高密度位錯(cuò),位錯(cuò)經(jīng)過(guò)進(jìn)一步運(yùn)動(dòng)、重排等過(guò)程引起晶格畸變,表面嚴(yán)重塑性變形區(qū)域受到周圍未發(fā)生塑性變形區(qū)域的限制作用,在表面形成了具有一定深度的殘余壓應(yīng)力場(chǎng)。由表3 殘余應(yīng)力結(jié)果可知,對(duì)TC11鈦合金焊縫金屬經(jīng)過(guò)激光沖擊強(qiáng)化處理后,表面殘余應(yīng)力均為負(fù)值,表現(xiàn)為殘余壓應(yīng)力,激光沖擊強(qiáng)化前焊縫表面(0 μm)殘余壓應(yīng)力為-110.2 MPa、-126.5 MPa 和-120.4 MPa,強(qiáng)化后焊縫表面(0 μm)殘余壓應(yīng)力為-532.7 MPa、-525.0 MPa 和-529.7 MPa。激光強(qiáng)化沖擊后TC11 鈦合金焊縫金屬表面殘余壓應(yīng)力提升了近5 倍,層深1 591 μm 處壓應(yīng)力平均值為-175.6 MPa,優(yōu)于激光沖擊強(qiáng)化前焊縫表面(0 μm)殘余壓應(yīng)力平均值(-119.0 MPa),兩者相比較,壓應(yīng)力提升56.6 MPa。試驗(yàn)結(jié)果表明表面殘余壓應(yīng)力提升效果顯著,層深1 591 μm 處,激光沖擊強(qiáng)化效果良好。
殘余壓應(yīng)力場(chǎng)的出現(xiàn)可平衡構(gòu)件在載荷作用下產(chǎn)生的拉應(yīng)力,阻礙裂紋擴(kuò)展及封閉裂紋,從而延長(zhǎng)構(gòu)件的使用壽命。從不同層深殘余應(yīng)力平均值大小可以看出,激光沖擊強(qiáng)化處理后TC11殘余應(yīng)力從表面(最高-529.1 MPa)至層深583 μm處(-328.5 MPa)整體下降較快,層深962~1 591 μm 處,殘余應(yīng)力下降較慢且趨于平緩,隨著層深的逐漸增大,殘余壓應(yīng)力整體呈明顯下降趨勢(shì),且下降速度由快變慢,這與沖擊波向TC11鈦合金內(nèi)部傳遞過(guò)程中能量逐漸衰減有關(guān),距離表層越遠(yuǎn),變形程度越弱,因此殘余壓應(yīng)力也越來(lái)越小。
4 結(jié) 論
(1)激光沖擊強(qiáng)化后TC11 鈦合金焊縫金屬表面壓應(yīng)力平均值為-529.1 MPa,比強(qiáng)化前平均值(-119 MPa)提升了約5倍,表面殘余壓應(yīng)力提升效果顯著。
(2)激光沖擊強(qiáng)化后TC11 鈦合金焊縫層深1 591 μm處壓應(yīng)力平均值為-175.6 MPa,優(yōu)于激光沖擊強(qiáng)化前焊縫表面(0 μm)殘余壓應(yīng)力平均值,平均壓應(yīng)力大小提升了56.6 MPa,強(qiáng)化深度影響超1 591 μm,表明激光沖擊強(qiáng)化效果良好。
(3)激光沖擊強(qiáng)化后,TC11 鈦合金焊縫殘余壓應(yīng)力從表面至層深1 521 μm 處,整體呈明顯的下降趨勢(shì),其中,在層深0~583 μm處殘余應(yīng)力下降速度較快,層深962~1 591 μm 處殘余應(yīng)力下降較慢且趨于平緩。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07