厚規格正火軋制Q355NE鋼板低溫沖擊性能研究
2023-10-07 07:41:44張德勇宋繼強
焊管 2023年9期
關鍵詞:工藝
馬 林,張德勇,李 偉,宋繼強,邴 純
(日鋼營口中板有限公司,遼寧 營口 115000)
0 前 言
Q355NE 作為GB/T 1591—2018 中的新牌號鋼,替代了GB/T 1591—2008 中的Q345E 鋼。Q355NE 鋼屬于低合金高強度結構鋼,是在碳鋼基礎成分上加入一定的微合金元素,從而提高其強度及韌性。正火軋制是指在一定溫度條件下,鋼材在軋制過程中發生了最終變形,軋制后的鋼材處于正火后的狀態,正火后鋼材的力學性能滿足規定要求的軋制工藝[1],其實質是通過精確控軋獲得正火的組織和性能,與正火相比,正火軋制的Q355NE 鋼具有成本低、生產周期短的優勢,在陸上風電、海洋風電和海工鋼領域應用廣泛。風電行業的發展對風力發電塔架用鋼板提出了高強度、高韌性、大厚度、易焊接及低成本的要求[2],因此,開發并穩定生產低成本、厚規格正火軋制Q355NE 鋼板,對鋼鐵行業拓展下游市場、滿足客戶質量要求尤為重要。
某鋼廠生產的厚度為75 mm 正火軋制Q355NE 鋼板沖擊性能出現批量不合格現象,不合格批次鋼板沖擊功為15~30 J,合格率僅為96.5%,嚴重影響了合同交付進程。本研究從軋制工藝參數、金相組織等方面討論并分析了產生此次問題的根本原因,并針對性地通過調整軋制工藝參數,大幅提升鋼板沖擊性能,最終保證合同按期交付。
1 試驗材料及方法
1.1 工藝流程
Q355NE 鋼正火軋制的工藝流程為:鐵水預處理→轉爐→LF 精煉→RH 真空處理→連鑄→板坯堆垛緩冷→加熱→粗軋→精軋→ACC冷卻→熱矯→鋼板堆垛緩冷→探傷→精整→檢驗。
1.2 化學成分設計
考慮到厚規格Q355NE 鋼板要求具有良好的低溫沖擊韌性及焊接性能,尤其應用于風電板時,通常有彎曲要求,故化學成分設計思路為低C、高Mn、微合金化,同時控制有害元素P、S的含量。
C 是鋼材中起到固溶強化作用的元素之一,也是決定碳當量大小的重要因素,碳含量增加會影響鋼材的焊接性能和低溫韌性。Mn 也具有固溶強化作用,還可以提高鋼材的強度、降低相變溫度、細化組織。此外,Mn 和S 具有強大的親和力,能促使鋼中的S形成比FeS熔點高的MnS,避免FeS在晶界處析出,降低熱脆性,提高熱加工性能。在C 和Mn 固溶強化的基礎上,添加一定含量的Nb、Ti 微合金元素,可以擴大奧氏體未再結晶區,阻止板坯加熱過程中的奧氏體晶粒長大;其碳氮化物在熱軋過程中不同階段(奧氏體區和鐵素體區)的析出,起到晶粒細化和沉淀強化的效果[3]。P 在鋼中的偏析會嚴重降低鋼的塑性和韌性,對焊接也有不利影響; S不僅會降低鋼的熱塑性,而且會降低鋼的強度。因此,應嚴格控制鋼中P、S 有害元素的含量,從而改善低溫結構鋼板的彎曲和沖擊性能[4]。
試驗用坯料規格為335 mm(厚)×2 400 mm(寬),軋制鋼板成品的規格為75 mm(厚)×2 500 mm(寬),坯料化學成分見表1。

表1 Q355NE坯料化學成分 %
1.3 工藝參數
為了對比軋制工藝對厚規格Q355NE 鋼板組織性能的影響,選取了同爐同成分的5 塊板坯,按不同工藝進行軋制,軋制工藝參數見表2。
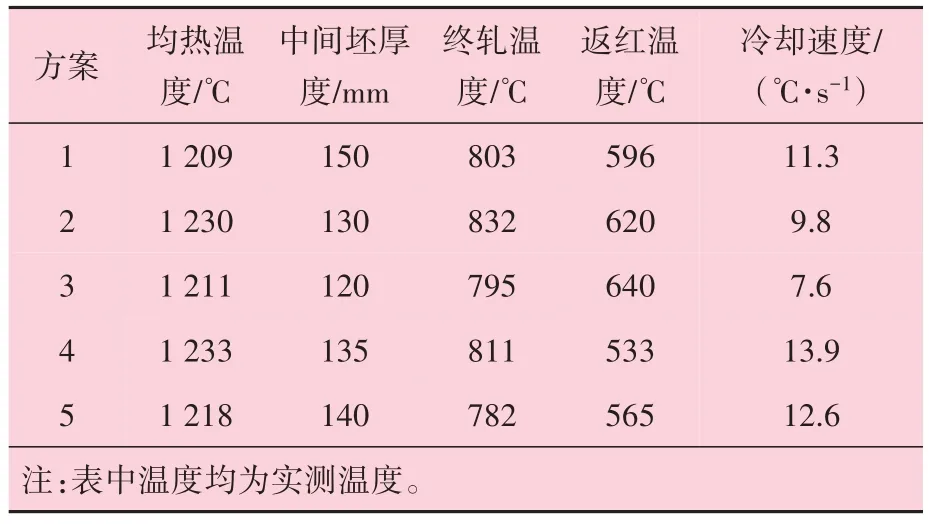
表2 Q355NE軋制工藝參數
均熱段的溫度選取應充分考慮奧氏體晶粒的均勻性、碳化物的溶解度以及厚規格鋼板的精軋、終軋溫度的要求。對于含Nb低合金鋼而言,均熱溫度在1 200 ℃左右時較為適宜。一般當加熱溫度從1 150 ℃升至1 200 ℃時,細小的第二相粒子NbC 逐漸開始固溶,對奧氏體晶界的釘扎作用下降,使奧氏體晶粒顯著增大;當加熱溫度≥ 1 200 ℃時,Nb元素已全部固溶,其對奧氏體晶粒長大無阻礙作用,奧氏體晶粒將粗化,但軋制過程會細化奧氏體晶粒,消除了因奧氏體晶粒粗化帶來的不良影響,因此,加熱溫度對含Nb 鋼的影響較小[5-6],故均熱溫度控制在(1 220±20) ℃范圍內。
根據理論經驗公式[7]Ar3=(1 670-558(C+(Mn+Mo)/3.875+Cu/15.5+Cr/20.67+Ni/5.636)+16((FPT/25.4)-0.315)-32)5/9,計算出表1所示成分體系的Q355NE 鋼的Ar3約為775 ℃。精軋的終軋溫度應設計在Ar3之上,避免鋼板在兩相區軋制。為摸索軋制工藝對Q355NE 鋼性能的影響,進行了不同中間坯厚度、精軋終軋溫度、返紅溫度及冷卻速度等工藝參數的對比,從而尋求性能最穩定的軋制工藝。
1.4 試驗方法
在75 mm厚的成品鋼板上取樣,按GB/T 1591—2018要求進行常溫拉伸、-40 ℃縱向沖擊試驗,制取金相試樣,在光學顯微鏡下觀察金相組織。
2 試驗結果
2.1 拉伸性能
表3 是在5 個不同方案下軋制的Q355NE 鋼常溫拉伸試驗結果。拉伸性能均滿足相關標準的要求,且裕量適中。其中方案4軋制的Q355NE鋼板屈服強度最高,達到455 MPa,但伸長率裕量明顯偏低,其余方案的強度和伸長率指標良好。
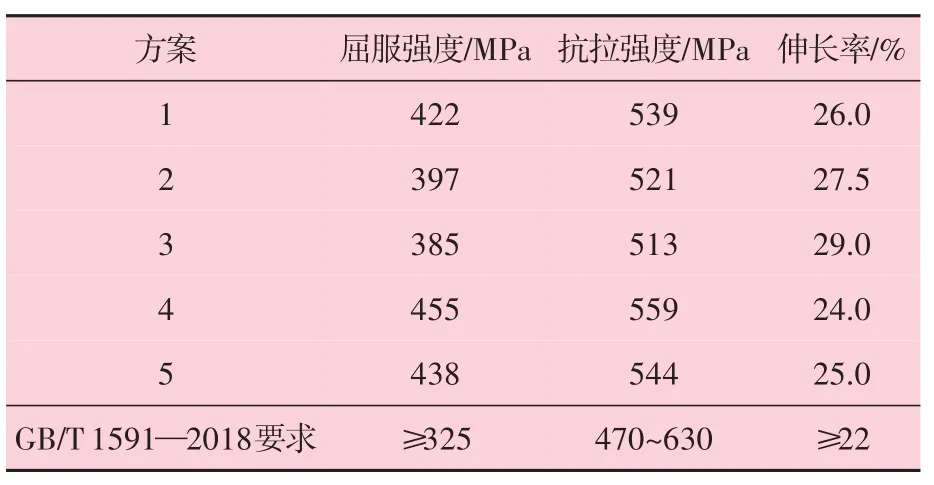
表3 不同方案軋制的Q355NE鋼拉伸試驗結果
2.2 沖擊性能
表4 為不同工藝方案下軋制的Q355NE 鋼板-40 ℃縱向沖擊試驗結果。不同軋制工藝下,低溫沖擊韌性差異懸殊,方案3對應的沖擊韌性最優,-40 ℃沖擊功均在200 J以上;方案1、方案5對應的沖擊功值也有100 J 以上,但沖擊功存在低值;方案2、方案4 對應的沖擊功值整體不穩定,均在40 J以下,且不滿足標準要求。
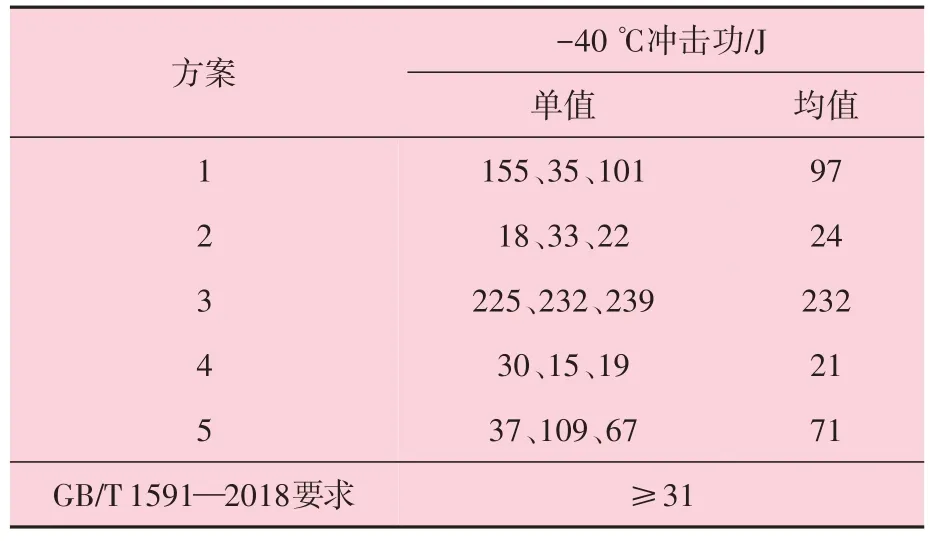
表4 不同方案軋制的Q355NE鋼板沖擊試驗結果
2.3 金相組織
對不同工藝方案軋制的鋼板進行金相檢驗,檢驗結果如圖1所示,均為壁厚1/4處組織形貌。由圖1可知,因返紅溫度和冷卻速度不同,5個方案下的鋼板金相組織不盡相同。方案1~方案3鋼板的金相組織為鐵素體+珠光體,方案4~方案5鋼板的金相組織為鐵素體+珠光體+貝氏體。方案1晶粒度在8~10級,晶粒大小不一,粗細夾雜,混晶現象比較明顯;方案2晶粒度在7.5~9級,混晶現象減輕,但晶粒比方案1更加粗大;方案3晶粒度在8~8.5級,無混晶現象;方案4~方案5均含有大量貝氏體組織,且存在少量魏氏組織。
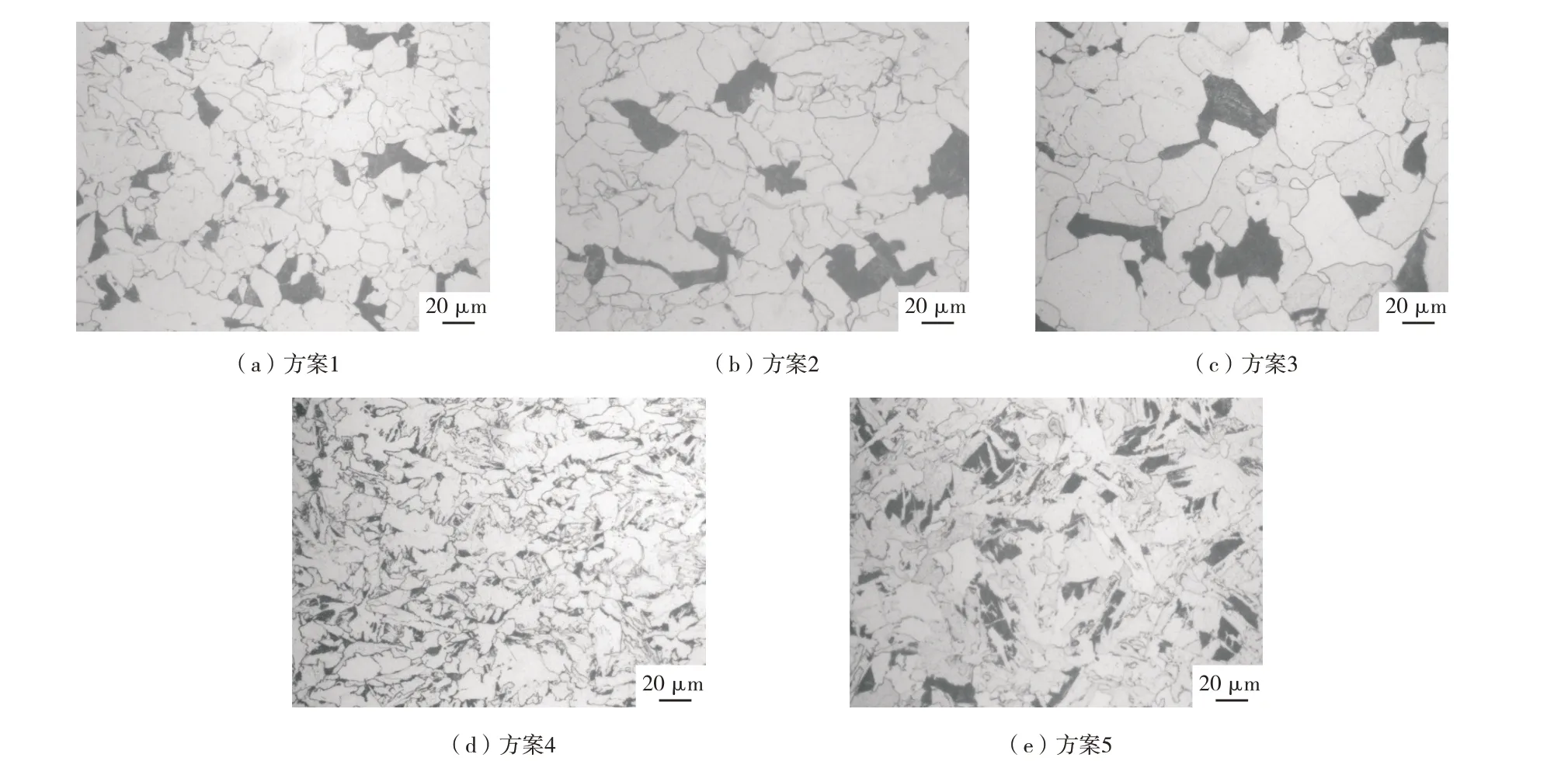
圖1 不同工藝軋制的Q355NE鋼板金相組織(500×)
3 分析討論
3.1 精軋終軋溫度及中間坯厚度對鋼板組織性能的影響
從試驗結果和圖1 可以看出,正火軋制Q355NE 鋼板的精軋終軋溫度及中間坯厚度會對組織性能造成較大影響。當精軋終軋溫度>830 ℃(方案2)或中間坯厚度≥ 150 mm(方案1)時,鋼板的沖擊韌性下降明顯,從組織角度進行分析,中間坯厚度越大,坯料表面和內部溫差越大。由經驗公式可知,表面與心部的溫差系數約為0.45t(t為中間坯厚度)。方案2 鋼板的精軋終軋溫度為832 ℃,為表面測溫點反饋溫度,反推中間坯心部溫度約為890 ℃,接近奧氏體未再結晶臨界溫度,在此溫度區間完成鋼板的精軋,鋼板變形后部分區域的晶粒再結晶現象會比較明顯,而未變形的晶粒在高溫下會快速長大,所以晶粒尺寸大小不一,導致了混晶產生[8]。方案1 中鋼板精軋終軋溫度較方案2 低30 ℃,晶粒度有所提高,韌性有所改善。而方案1 中精軋終軋溫度過低,且中間坯偏厚,低溫下軋制很難滲透至中間坯內部,會影響組織晶粒的均勻性。
根據以上分析可知,對厚規格正火軋制Q355NE 鋼板來講,在設計鋼板的精軋終軋溫度和中間坯厚度時,應避免部分再結晶區在軋制過程中產生混晶,并綜合考慮精軋終軋溫度的影響,方案3設計的精軋終軋溫度和中間坯厚度較為合理。
3.2 冷卻速度、返紅溫度對鋼板組織性能的影響
冷卻速度速對Q355NE 鋼板力學性能的影響如圖2 所示,由圖2 可以看出,隨著冷卻速度的升高,Q355NE 鋼板的屈服強度呈上升趨勢,而-40 ℃沖擊功出現下降、上升再下降的過程。采取適當的冷卻速度和返紅溫度,過冷奧氏體在C 曲線A1至鼻溫之間較高溫度范圍內等溫停留時,將發生珠光體轉變,鋼板的金相組織為鐵素體+珠光體,具有良好的強度和韌性指標;隨著冷卻速度的增大、返紅溫度降低,鋼在珠光體轉變溫度以下、馬氏體轉變溫度以上的溫度范圍內,過冷奧氏體將發生貝氏體轉變,又稱中溫轉變。而隨著C 曲線右移,鋼板出現粒狀貝氏體組織,尤其是冷卻速度過大時,產生魏氏體組織,都會對鋼板低溫沖擊韌性產生較大影響。過低的返紅溫度意味著厚規格鋼板近表和心部組織轉變速度不一致,近表為貝氏體組織,1/4 壁厚位置為貝氏體+鐵素體+珠光體混合組織,組織的不均勻導致受力不均,易發生脆性斷裂,沖擊韌性差[9-11]。
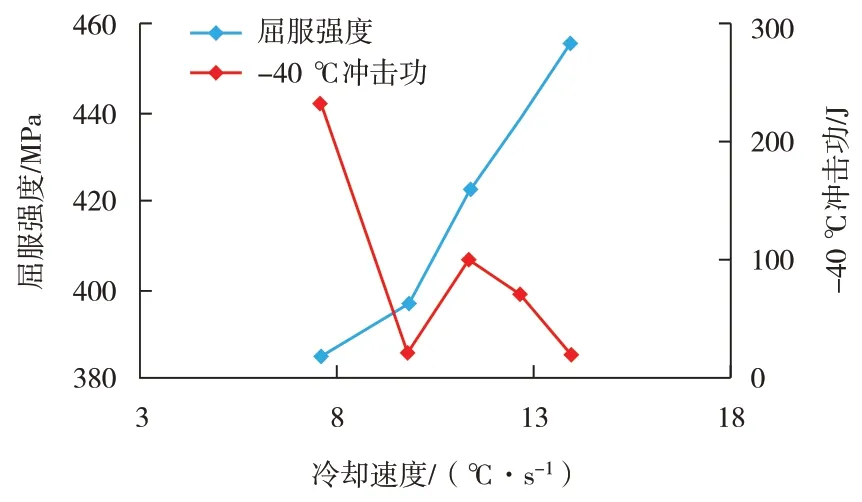
圖2 冷卻速度速對Q355NE鋼板力學性能的影響
從試驗結果看,本研究方案4、方案5 中的返紅溫度過低、冷卻速度過大會造成鋼板厚度方向組織不均勻及異常組織,沖擊性能不穩定。方案3 中冷卻速度為6~8 ℃/s、返紅溫度640 ℃左右時,鋼板金相組織為鐵素體+珠光體,且晶粒均勻性較好,具有良好的沖擊性能。
4 結 論
(1)精軋終軋溫度和中間坯厚度對厚規格正火軋制Q355NE 鋼板的低溫韌性影響較大,采用精軋終軋溫度790~800 ℃、中間坯厚度1.6t(t為鋼板厚度)時,沖擊性能更好,組織更均勻,混晶現象不明顯。
(2)當返紅溫度約為640 ℃、冷卻速度為6~8 ℃/s 時,鋼板的強度和韌性指標良好。過低的返紅溫度和過高的冷卻速度會導致鋼板厚度1/4位置出現粒狀貝氏體組織或魏氏體組織,導致組織不均勻,受力時易發生脆性斷裂,影響鋼板低溫沖擊韌性。
(3)通過對軋制工藝參數的優化調整,保證了厚規格正火軋制Q355NE 鋼板性能穩定,合格率提升至98%以上。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52