全自動割橡膠機的設計
2023-09-27 10:43:04戴麗華金馬夏郅
電子制作 2023年19期
關鍵詞:設計
戴麗華,金馬,夏郅
(蘇州工業職業技術學院,江蘇蘇州,215104)
0 引言
全自動割橡膠機硬件控制系統的設計框架,全自動割橡膠機硬件控制系統是以W806 作為控制系統的核心控制芯片,其中包含有W806單片機主控電路、OLED 顯示模塊、電機驅動模塊、溫濕度檢測模塊、串口Wi-Fi 模塊等。
降低切割橡膠工作強度和減少人工成本的同時,以高效地工作能力去解放和發展生產力,實現橡膠產業的經濟效益顯著增長。
1 控制系統框圖設計
如圖1 為系統的框圖設計。W806 單片機主控電路是整個系統的核心,相當于計算機的中央處理器,控制整個割橡膠機的邏輯運行。SHT20 溫濕度傳感器可以獲取現場的溫濕度,顯示在OLED 顯示模塊上;電機驅動芯片用的是A3909GLNTR,控制電機的運轉,計算運轉時間并在OLED 顯示模塊上同步顯示當前電機狀態等參數,通過串口Wi-Fi 模塊,將所有獲取參數通過阿里云服務器連接至手機APP,實現遠程操控。

圖1 系統設計框圖
2 硬件電路設計
硬件電路的設計要滿足是高質量、安全性、簡略性等。W806 主控系統主要由W806 主控、晶振電路、MP1584EN 降壓電路、復位電路、ESP8266串口電路、溫濕度傳感器、行程開關接口電路、WAKE UP 電路、按鍵電路、電機驅動電路組成。
■2.1 W806 主控
如圖2 所示,W806 芯片是一款安全IoT MCU 芯片。芯片集成32 位CPU 處理器,內置UART、GPIO、SPI、SDIO、I2C、I2S、PSRAM、7816、ADC、LCD、TouchSensor 等數字接口;支持 TEE 安全引擎,支持多種硬件加解密算法,內置DSP、浮點運算單元與安全引擎,支持代碼安全權限設置,內置1MB Flash 存儲器。
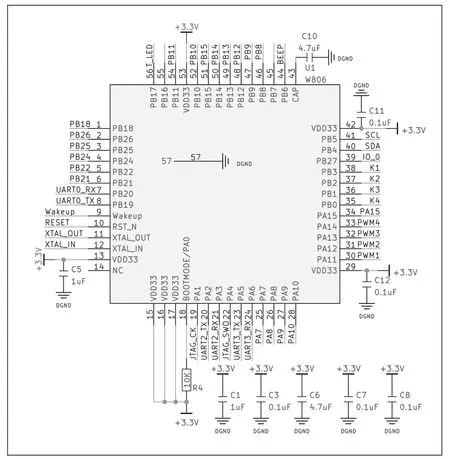
圖2 W806 引腳圖
■2.2 電機驅動電路設計
如圖3 所示,A3909 是雙全橋電機驅動器,專為12V中等功率應用。輸出額定工作通過電源范圍4~18V,并能夠高達1A 每相。并聯輸出是可能的更高安培單直流電機的應用。四個輸入(IN1 到IN4)可以控制正向,反向,制動和滑行模式的直流電機,或在全步進和半步進模式的雙極步進電機。具有 PWM(IN/IN)輸入接口,與行業標準器件兼容,并具有過溫保護,欠壓保護,短路保護,過流保護等功能,芯片內置 LDO,不需要邏輯電源,輸入兼容 3.3V 與5V。
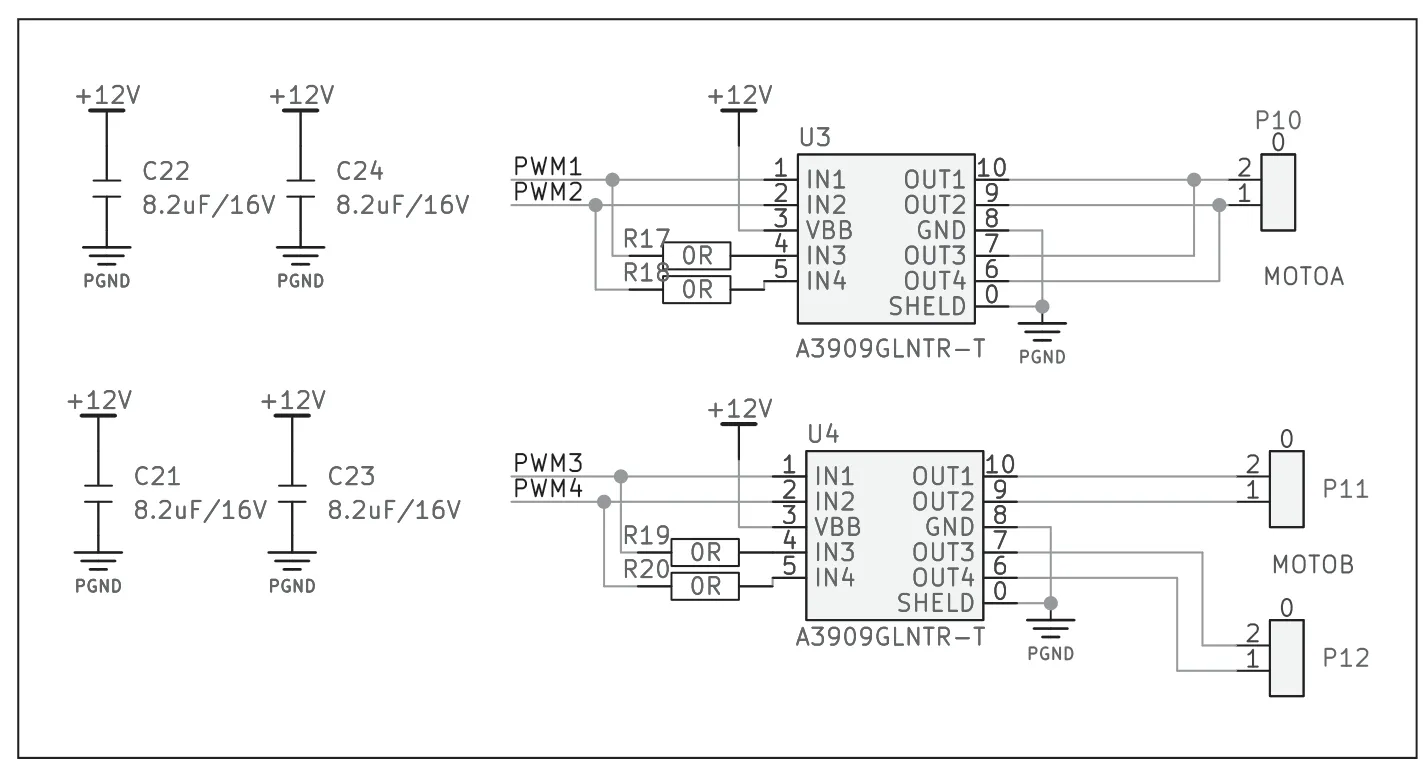
圖3 電機驅動電路
■2.3 MP1584EN 降壓電路設計
如圖4 所示,在12V 轉3.3V 降壓電路單元,U2 芯片型號采用的是MP1584EN,MP1584EN 芯片是一個高頻率的降壓開關穩壓器,芯片的內部含有一個集成高端高壓功率MOSFET 功能。它提供3A 的輸出電流模式,控制快速支路響應,易于補償。芯片數據的標稱耐壓值只有28V,標稱的輸出電流有3A 輸出電流,但是實際測量只有2A,而且發熱,但是沒有太大的影響。鑒于芯片工作時的溫度過高,所以在PCB 設計時,要特別注意底部裸銅進行打過孔進行散熱處理,本電路的電流在實測在2A 以內,所以設計時不另做其他處理。MP1584EN 空載時電流很小,僅有0.37mA,電路正在空載或輕負載的時候,輸出波形為鋸齒波。

圖4 MP1584EN 降壓電路
輸出電壓關系式:VOUT=VFB*[(R1+R2)/R2](其中VFB為0.8V),R1=50.25*(Vout-0.8)kΩ。
■2.4 溫濕度傳感器
如圖5 所示,硬件電源引腳+3.3V、DGND。+3.3V 是供電電壓(2.1~3.6V)(一般為3V)DGND 是接地。串行SDA 雙向 SDA 引腳用于傳感器的數據輸入和輸出,當向傳感器發送命令時,SDA 在SCL 上升沿有效,且SCL 為高電平的時候,SDA 必須保持穩定。當SCL 下降沿之后,DSDA 的值可以改變。

圖5 溫濕度傳感器
3 軟件驅動程序設計
雙模式全自動割橡膠機系統主要由上位機和W806 嵌入式底層驅動共同構成,雙模式全自動割橡膠機系統靠嵌入式底層程序完成基礎的割膠、顯示和設置參數等功能,依靠阿里云平臺實現遠程控制。
■3.1 全自動割橡膠機的軟件程序設計
如圖6 所示,本雙模式全自動割橡膠機系統主要由上位機和W806 嵌入式底層驅動共同構成,雙模式全自動割橡膠機系統靠嵌入式底層程序完成基礎的割膠、顯示和設置參數等功能,依靠阿里云平臺實現遠程控制。在現場模式下,自動割橡膠機是通過觸摸串口屏按鍵,設定自動割橡膠機電機的工作狀態,單片機通過電機驅動芯片控制電機開始工作,利用電機旋轉帶動機械結構。使用溫度采集電路,采集工作環境溫度,并顯示在串口屏上。同時,還可根據需求,通過按鍵調節電機,靈活地設置工作狀態、工作時間等。
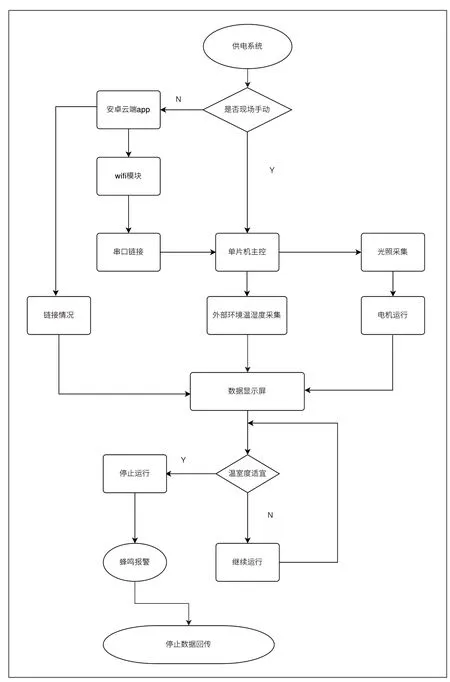
圖6 全自動割橡膠機的軟件程序設計圖
■3.2 電機驅動程序設計
如圖7 所示,全自動割橡膠機上電后,進入工作狀態,需要對自身程序初始化。底層程序會根據觸摸按鍵的輸入信號,或通過WiFi 模塊接收到Android 端與阿里云平臺的下發的控制指令,根據比較控制指令和標志位狀態,控制電機的運轉狀態。

圖7 電機驅動程序設計流程圖
■3.3 雙模式軟件系統總體設計
自動割橡膠機擁有兩種工作模式,雙模式功能示意圖如圖8 所示,在現場模式下,自動割橡膠機是通過觸摸串口屏按鍵,設定自動割橡膠機電機的工作狀態,單片機通過電機驅動芯片控制電機開始工作,利用電機旋轉帶動機械結構。使用溫度采集電路,采集工作環境溫度,并顯示在串口屏上。同時,還可根據需求,通過按鍵調節電機,靈活地設置工作狀態、工作時間等。如圖9 所示。

圖8 雙模式功能示意圖

圖9 現場模式原理圖
如圖10 所示,在遠程操作模式下,W806 主控系統,需要通過串口,與WiFi 模塊建立通訊,MCU 發送的指令,經過串口通過WiFi 模塊發送至阿里云服務器,再通過服務器下發至Android 端。用戶能通過Android 端控制自動割橡膠機,使用阿里云平臺的提供的網絡通訊協議,完成構建遠程連接。

圖10 遠程模式原理圖
■3.4 數據采集程序設計
如圖11 所示,在全自動割橡膠機的底層驅動程序中,數據的采集包括對環境溫濕度的采集。通過計算溫度,返回溫度值;計算濕度,返回濕度值。進行數據采集。每個傳感器模塊通過單獨的子文件配置和驅動。

圖11 溫濕度采集數據流程圖
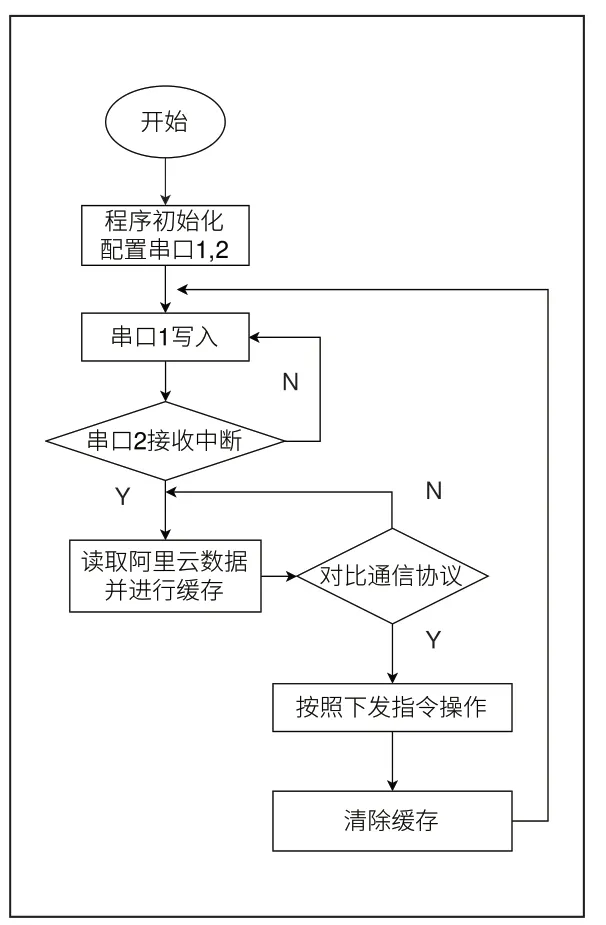
圖12 WiFi 通信流程圖
■3.5 WiFi 通信程序設計
設備上電以后,ESP8266首先會自檢各功能,當檢查無誤后會對程序所設定的WiFi 進行連接,ESP8266 連接到與程序所設定的同一網絡。當網絡連接成功后會自動與阿里云服務器進行握手,發送用戶ID 與用戶Key 后,等待服務器驗證后握手,驗證成功后會持續檢測串口數據,當檢測到ESP8266 串口數據不為零時延時100ms 后對串口數據全部讀取,后進行解析出有效數據,將數據發送至手機APP。如圖13,14 所示。

圖13 APP 登錄界面

圖14 APP 操作界面
4 系統實現
本文研究結合機械割橡膠理論、自動控制等技術研制一種能夠快速簡便且可以代替人工進行長時間作業的全自動割橡膠機器,在機械結構上去實現仿形的驅動和柔性導向的螺旋上下切割運動,從而滿足機械割橡膠的精準定位。切割橡膠的軌跡運動要實現自動遠程控制的功能需求,降低切割橡膠工作強度和減少人工,通過自上而下設計理念,運用模塊化設計提高系統的可移植性和可拓展性,降低系統運行維護的成本。
5 結語
全自動割橡膠機設計從人們的工作需求出發,設計出的全自動機械絲桿切割裝置,有效地解決了工人們無法控制割橡膠的力度問題和無法在割橡膠的最佳時間進行割橡膠等問題。解決了割橡膠工作強度高,技術難度大及割橡膠工緊缺等問題。
后續通過對電路及結構的進一步優化,更好地實現全自動的橡膠切割。自動割橡膠機未來的發展方向是專業性強、精準性好、速度要快的一種膠乳收獲技術。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
