裝盒機輔助開盒裝置設計
2023-09-23 02:29:18吳海健楊開兵常寶全潘金峰徐金森
設備管理與維修 2023年16期
吳海健,楊開兵,常寶全,潘金峰,徐金森
(揚子江藥業集團有限公司,江蘇泰州 225321)
0 引言
裝盒機紙盒下盒、開盒機構是裝盒機的重要組成部分,其工作原理是當檢測裝置檢測到料倉內的藥托后,由吸盒桿將折疊平整的紙盒從紙盒架中吸取出來,并通過側吸桿旋轉打開紙盒后將紙盒放入走盒鏈條中,后續由推手機構將藥托準確地推入紙盒中,完成裝盒。為滿足市場的供貨需求,車間對設備進行了改造,實現了多規格產品的生產。
由于CM220 型龍騰裝盒機在開盒過程中會出現紙盒開盒不良的情況,導致設備運行效率較低,產量無法得到保證。長時間運行后,容易導致已燈檢半成品積壓、缺少不銹鋼盆等問題,甚至影響車間產品的供貨。為保證CM220 型龍騰裝盒機的連續穩定運行,解決其紙盒開盒不良的問題至關重要。
1 原因分析
CM220 型龍騰裝盒機通過旋轉的真空吸盤從供盒架位置吸住紙盒表面將紙盒取出,并通過側面的真空吸盤將紙盒稍微打開,旋轉到固定位置后,紙盒落到輸送鏈條擋齒中間完全打開。如果真空壓力不足,就會導致紙盒開盒不良。車間前期對紙盒包裝形式進行了優化,紙盒側邊改為撕拉口形式,而紙盒成型采用側吸方式,機械旋轉展開紙盒,因側吸作用于撕拉口處,會不同程度的存在漏氣情況,造成紙盒無法開盒,導致紙盒開盒不良。
2 問題攻關
針對CM220 型龍騰裝盒機紙盒開盒存在的問題進行研究攻關,優化改進開盒裝置,從而達到更好的開盒效果,提高設備運行效率。
2.1 設備原理
CM220 型龍騰裝盒機是一種全自動水平式裝盒機,主要工位可分為紙盒吸取開盒工位、藥托入盒推手工位、產品信息壓印工位、折盒封口工位和剔廢工位。其工作原理如下:藥托通過輸送帶輸送至CM220 型龍騰裝盒機,由藥托下料裝置將藥托放進料倉內,通過輸送鏈條帶動運行。當檢測裝置檢測到料倉內藥托時,由吸管切割機切割一組吸管,通過吸管下料裝置將吸管放入藥托上方,并經過吸管檢測裝置檢測有無吸管。吸開盒裝置適時從儲盒架吸下一個紙盒,并旋轉打開,由紙盒輸送鏈運送到相應的帶有藥托和吸管的料倉前面,同時推桿裝置在導軌的作用下,將藥托和吸管推進相應的紙盒里。紙盒經過壓印裝置和封盒裝置完全封好后,進入下一道工序。
CM220 型龍騰裝盒機的紙盒下盒、開盒機構由儲盒架、旋轉機構、吸盤、吸盒桿、側吸桿和走盒鏈條組成。工作原理是:當檢測裝置檢測到料倉內的藥托后,由吸盒桿將折疊平整的紙盒從紙盒庫中吸取出來,并通過側吸桿旋轉打開紙盒,然后將紙盒放入走盒鏈條中,由推手機構將藥托準確推入紙盒內,完成裝盒。
2.2 研發攻關
(1)經過研究分析,針對紙盒撕拉口導致紙盒開盒不良的原因,優化側吸桿結構,定制加工新的側吸桿,將彎柄改為直柄、圓形吸盤改為方形吸盤、外掛式改為直插式,以達到增加真空壓力大小和盡量避讓撕拉口位置的目的。改進后的側吸桿結構,可以起到避讓紙盒的撕拉口位置的作用,降低因漏氣導致紙盒開盒不良的概率,但仍未消除紙盒開盒不良的情況(圖1)。
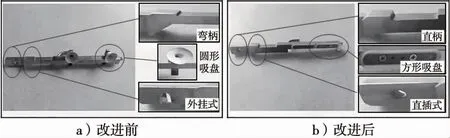
圖1 優化改進前后對比
(2)對于第一次改進后仍然存在的紙盒開盒不良情況,經過現場觀察分析,發現由于供盒架內紙盒的固定有必要的間隙,在取盒時吸盤吸取位置會有偏移(不可改變),導致側吸桿作用于紙盒側邊的位置不固定,真空不能滿足一些臨界值位置紙盒的開盒。針對此情況,對真空管道進行改進,取消原真空泵管道,改為直通公用工程真空管道,有效穩定真空壓力,裝盒機紙盒開盒真空壓力增大,徹底解決因真空壓力不足的問題。但更換紙盒廠家后,新的紙盒材料變硬,仍存在少數紙盒開盒不良的情況。
(3)由于新的紙盒硬度和折痕有一定強度,紙盒不易形變,雖然真空相對滿足要求,但是在整個極短的開盒周期內無法有效拉開和保持開盒狀態,開盒效果未達到預期效果,無法滿足生產要求。針對此情況,對車間進口裝盒機的開盒方式進行了分析。馬克西尼裝盒機的開盒方式為當吸盒擺臂將紙盒取出后,由頂體作用于紙盒側邊,進行預開盒;烏爾曼裝盒機的開盒方式為當吸盒臂將紙盒取出后,旋轉過程中,通過固定的預開盒裝置對紙盒進行預開盒。
參考進口裝盒機的開盒方式,決定取消側吸桿,由原來的真空吸盤開盒方式改為機械式物理開盒方式。方案一,在紙盒旋轉路徑上的某個固定位置增加安裝彈片,由彈片抵住紙盒,進行預開盒(圖2)。方案二,在紙盒旋轉的路徑上增加整段的軌道,干預形成開盒,并持續進行開盒狀態的保護,直至進入產品鏈條開盒。通過對比分析,決定采用方案一。但是改進實施后效果不佳,實際測試中彈片會發生避讓,無法迫使紙盒發生形變完成開盒。如果加硬彈片,則會撞掉部分紙盒,且可能造成紙盒表面破損。
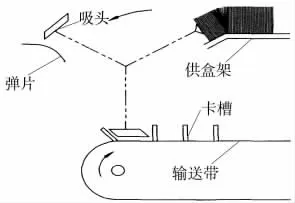
圖2 輔助開盒裝置動作原理
(4)為了能夠迫使紙盒成型,又能相對完好地保護紙盒,對輔助開盒裝置進行了進一步地改進設計,使用支架及軸承安裝固定,保證紙盒在旋轉過程中達到預開盒的預期效果。
最終,通過不懈地努力,徹底解決了CM220 型龍騰裝盒機開盒不良的問題。
2.3 細節描述
最終完成的輔助開盒裝置如圖3 所示,其主要結構為:①固定支架2 根,安裝固定于設備的不銹鋼外框上,固定支架可以根據不同規格的紙盒進行調整;②調節式支架、長螺栓各1 根,用于安裝軸承,長度可以根據紙盒側邊長度選擇調整;③軸承12 個,用于在紙盒旋轉過程中抵住紙盒,進行預開盒,軸承的大小和數量根據紙盒尺寸進行選擇。整體結構呈傾斜斜面,利用軸承抵住紙盒進行預開盒,很好地解決了開盒不良的問題。

圖3 輔助開盒裝置
輔助開盒裝置安裝時需要注意:①整體結構成傾斜斜面,在下盒前抵住紙盒進行預開盒;②軸承位置避免與轉鼓機構碰撞或過于靠前,造成作用力過大,導致紙盒掉落;③作用于紙盒側邊的位置應保證水平,以保證開盒效果。
該輔助開盒裝置的亮點為:①使用可調節支架,可以滿足不同尺寸大小的紙盒,便于快速調整;②使用軸承輔助開盒,利用軸承的滾動帶動紙盒開盒過程中的形變,既不會造成紙盒損傷,又能夠提高開盒效率。
3 效益分析
本文針對龍騰裝盒機頻繁出現紙盒成型不良、設備運行效率低、待處理品多的情況,摸索裝盒機開盒機構在實際運行過程中的可改進點,對各種情況進行分析評估。在設備本身基礎上,不改變產品工藝的前提下,對設備進行改造,在裝盒機的開盒方式上改變突破。新的機械式開盒方式及配套的輔助開盒機構改造成本較低、結構簡單、改造周期短,并且能適應多種規格尺寸的紙盒,后期維護也相對簡單,有效提高了設備的運行效率,降低了待處理品的數量。
(1)有形效益:杜絕開盒不到位的情況,提高設備效率,節約后期側吸吸盤和吸桿配件的更換成本。包裝產量由30 箱/小時提升至70 箱/小時,可節約費用約132 萬元/年,產量提高2.25 倍,奠定了其他規格產品生產的基礎,徹底解決紙盒開盒不良的情況,并節約后期配件維護費用每年約1 萬元。
(2)無形效益:本文設計的開盒輔助裝置結構簡單、適用范圍廣,在行業內相似場景下可以普遍推廣,提高運行效率,保證產品質量。另外,通過本次優化改造,增強了團隊成員的團隊精神和質量意識,成員的改進意識得到提高、工作熱情高漲。
4 結束語
本文提出了一種裝盒機輔助開盒機構設計,有效解決了頻繁出現紙盒成型不良、待處理品多的情況,大幅提升設備運行效率。主要成果表現在:①對裝盒機開盒方式的改進是一次大膽地嘗試,從對側吸桿及吸盤的改進,到將側吸桿開盒方式改為機械式物理開盒方式,突破了思維的局限;②針對新的機械式物理開盒方式,設計出配套的輔助開盒裝置,兩者配合,使紙盒成型不良的問題得到很好地解決;③新設計的開盒裝置結構簡單、成本較低、后期維護方便,并且能適應多種不同的尺寸規格,使得這一設計可推廣性很高,應用前景很好。