加氫設備殼體內壁單層帶極電渣堆焊技術
2023-09-19 03:17:24李凌郭瀟瀟忻紅波虞世君
焊接 2023年9期
李凌,郭瀟瀟,忻紅波,虞世君
(鎮海石化建安工程股份有限公司,浙江 寧波 315200)
0 前言
單層帶極堆焊在高效率、低成本方面有著明顯的優勢,運用前景廣闊,但單層帶極堆焊技術對堆焊材料和堆焊工藝都有著較高的要求[1]。目前,國外單層帶極堆焊技術已日趨成熟,逐漸成為加氫設備殼體內壁堆焊的主流趨勢,國內加氫設備內壁堆焊運用并不多,通常單層堆焊厚度規定在4.0~4.5 mm范圍[2]。筆者公司承接的某項目要求單層堆焊厚度達5~7 mm范圍,難度較大。眾所周知,隨著堆焊厚度的增加,焊道搭接部位越易產生夾渣和未熔合等焊接缺陷;與此同時,堆焊厚度的增大,所需焊接電流較大,熔深加深,稀釋率也有所增加,堆焊層鐵素體含量會隨之提高,因此在保證堆焊層表面鐵素體數達5~10 FN前提下,提高堆焊層厚度,需要制定較優的焊接工藝參數[3]。通過理論及試驗相結合的方法,在加氫設備常用的14Cr1MoR(H)和12Cr2Mo1R(H)兩種材料上進行堆焊試驗,并通過試件的試驗分析,確定焊接工藝參數[4]。
1 工藝試驗
1.1 帶極堆焊方法及材料選擇
綜合考慮電弧型與電渣型堆焊方法優缺點,試驗選擇電渣堆焊[5]。堆焊試驗焊材選用德國伯合樂品牌,焊帶牌號為SOUDOTAPE21.11 LNB,焊劑牌號為RECORD EST122,化學成分分別見表1和表2。焊帶規格為0.5 mm × 60 mm。

表1 焊帶SOUDOTAPE21.11 LNB化學成分(質量分數,%)
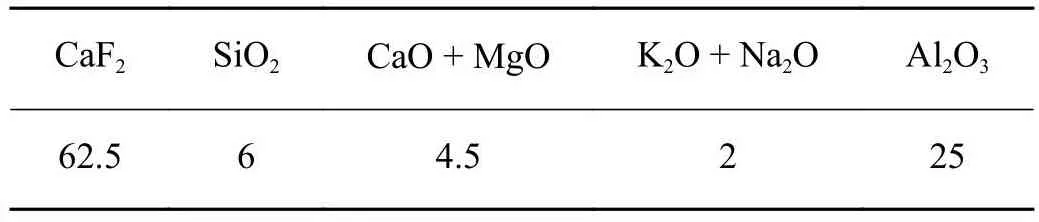
表2 焊劑RECORD EST122化學成分(質量分數,%)
1.2 帶極堆焊設備選擇
設備試驗采用美國LINCOLIN焊接設備,DC-1500 A直流平特性電源。
1.3 焊接工藝確定
1.3.1 焊接工藝參數選擇
單層帶極堆焊焊接參數對堆焊質量有較大影響,試驗焊接工藝參數通過焊接試驗確定,當焊接電流在1 100~1 400 A范圍內,單層堆焊厚度可達到5 mm以上,焊縫成形質量及堆焊層的鐵素體含量控制能得以保證。電弧電壓選擇在22~28 V范圍內,焊道成形良好,堆焊時的渣池穩定。焊接速度控制在140~180 cm/min時,能夠保證達到單層堆焊厚度的最低要求,同時也能保證相鄰焊道熔合良好[6]。
1.3.2 帶極伸出長度選擇
單層帶極堆焊工藝中,帶極伸出長度對堆焊層厚度及堆焊質量有直接影響,隨著帶極伸出長度,電阻熱不斷增大,鋼帶熔化速度加快,堆焊層厚度相應增加,但帶極伸出長度并不是越長越好,較長的帶極伸出長度會導致引弧困難,電弧不穩定等問題。試驗通過參考前人經驗及試驗,決定選用帶極伸出長度為25~45 mm,為有效引弧,堆焊前將焊帶端部剪成110°~130°錐形或20°~30°尖角。
1.3.3 焊道搭接量選擇
焊道搭接量在單層帶極堆焊過程中,主要影響堆焊層平直度,當相鄰焊道搭接量偏小,可能導致咬邊,堆焊層平面度不符合要求等質量問題,當該值偏大,易于產生夾渣缺陷且會造成材料浪費。試驗搭接量要求為6~10 mm。
1.3.4 焊劑覆蓋厚度選擇
焊劑覆蓋厚度選擇依據經驗,長度約為35 mm左右,合適的覆蓋厚度可以有效降低堆焊過程中出現的氣孔、夾渣等質量缺陷。
1.3.5 鐵素體含量的控制
國外加氫設備內壁堆焊E347型耐蝕層表面的鐵素體要求達5~10 FN范圍,且規定耐蝕堆焊層的微觀組織為奧氏體 + 少量鐵素體雙相組織,其主要目的是為了防止熱裂紋和抗晶間腐蝕性能,當耐蝕層鐵素體含量過高時,在設備在制造過程中的焊后熱處理及后續長期服役于高溫工況下,會促使δ鐵素體向σ脆性相轉變[7]。堆焊層鐵素體含量的控制主要取決于化學成分,同時也受焊接工藝參數及堆焊層的厚度等影響,堆焊層越厚、層間溫度越高,堆焊層鐵素體比例越高,故堆焊過程中應嚴格控制層間溫度、焊接工藝參數等,確保堆焊層的鐵素體數達技術要求。
2 焊接工藝評定試驗
2.1 試驗過程
母材分別采用14Cr1MoR(H)和12Cr2Mo1R(H)耐熱鋼材料,化學成分見表3。14Cr1MoR(H)試板規格400 mm × 300 mm × 30 mm,12Cr2Mo1R(H) 試板規格400 mm × 300 mm × 40 mm,進行了2項單層帶極電渣堆焊工藝評定試驗。14Cr1MoR(H)預熱溫度Tp≥100 ℃,道間溫度100~150 ℃;12Cr2Mo1R(H) 預熱溫度Tp≥150 ℃,道間溫度150~180 ℃。堆焊工藝參數見表4。2件試板堆焊完畢后立即進行了消氫處理,14Cr1MoR(H)為(690 ± 14) ℃ × 20 h,12Cr2Mo1R(H)為(690 ± 14) ℃ × 32 h,消氫結束后,對2件試板堆焊層進行100%UT + 100%PT檢測,按NB/T 47013—2011《承壓設備無損檢測》Ⅰ級合格。分別對2塊試件在焊態下進行堆焊層的化學成分和鐵素體檢測試驗,再分別按表5熱處理工藝參數進行模擬最大焊后熱處理,熱處理完成后分別切取硬度試樣、金相分析試樣、大小側彎曲試樣、截面厚度測量試樣及晶間腐蝕試樣,并開展了相關性能試驗[8]。

表3 母材化學成分(質量分數,%)

表4 堆焊工藝參數

表5 熱處理工藝參數
2.2 試驗結果與分析
2.2.1 化學成分及鐵素體測算
在焊態下切取試樣,對試板堆焊層表面及表面以下3 mm的堆焊層,采用ARL-4460型號光譜分析儀進行化學成分分析,按WRC-1992圖進行鐵素體數測算[9]。試驗結果見表6,其中A1,B1為堆焊層表面取樣,A2,B2為堆焊層下3 mm位置處取樣。
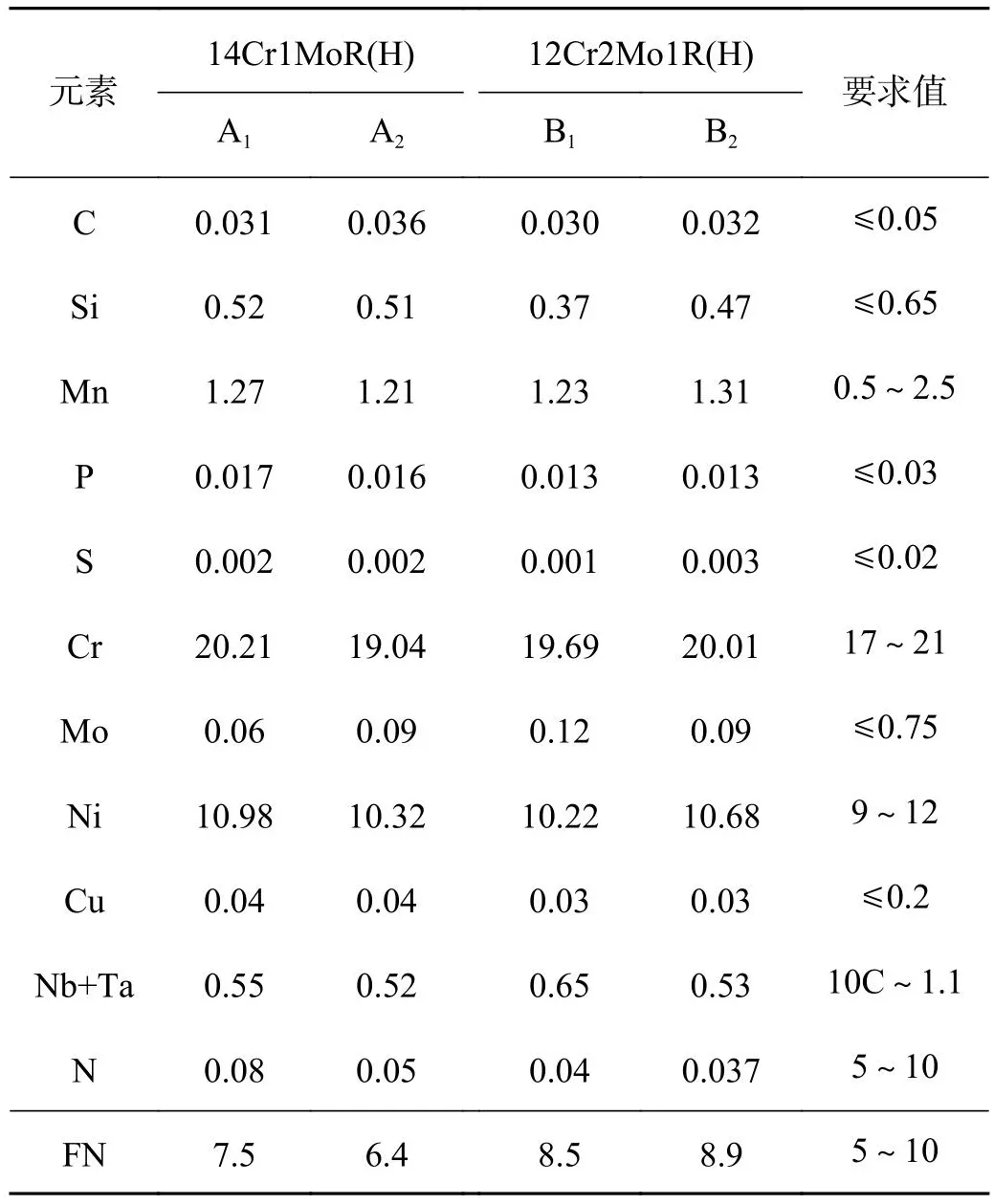
表6 堆焊層表面及以下3 mm處化學成分(質量分數,%)及鐵素體數(FN)
2.2.2 鐵素體測定
在焊態下采用經AWS 3.2校準的MP30型鐵素體測定儀對堆焊層表面進行檢測,檢測結果如圖1所示。通過對圖1數據進行分析,可以發現2項焊接工藝評定中3道堆焊層表面鐵素體數測量值均符合要求,在技術規定的5~10 FN。
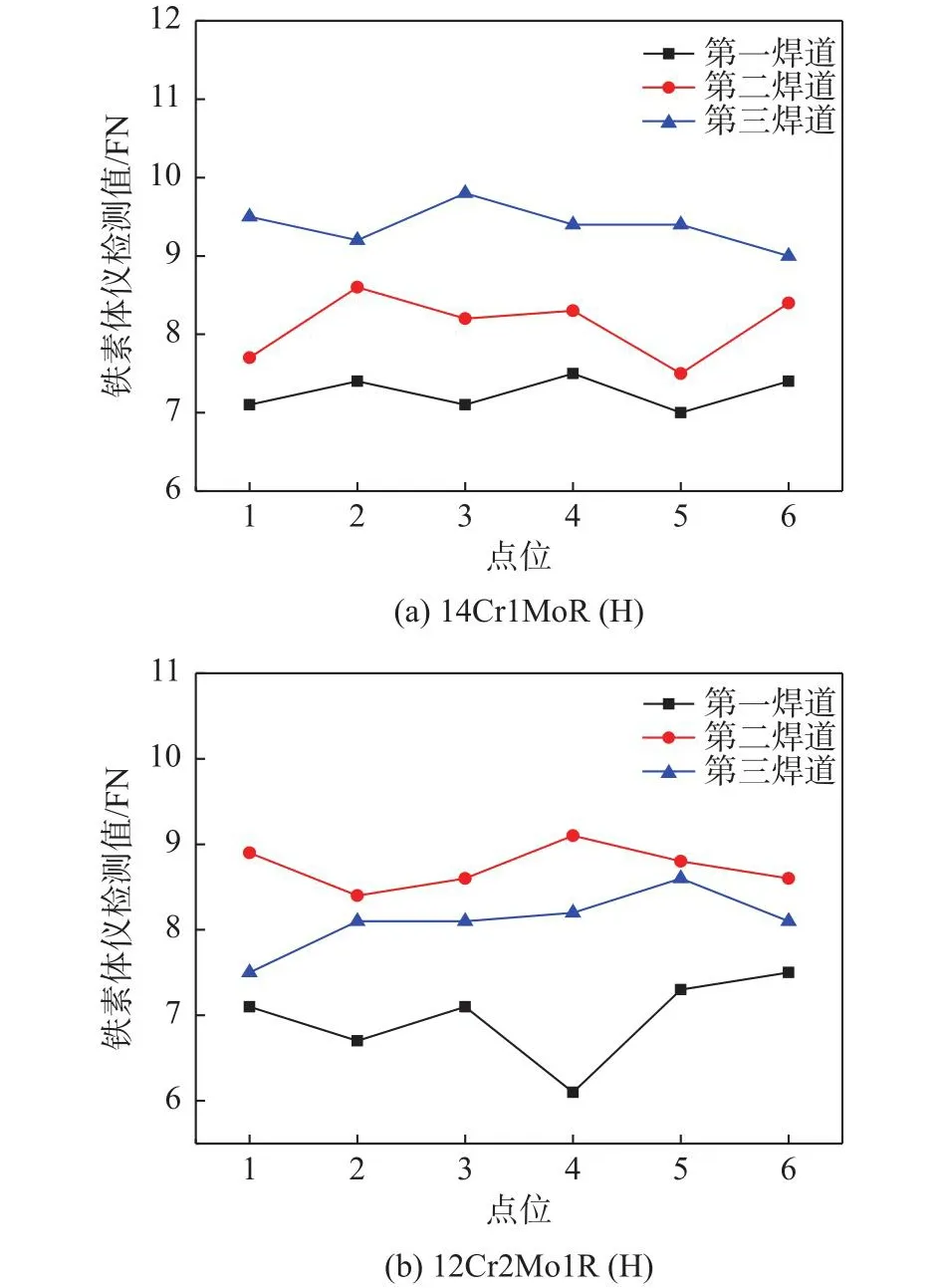
圖1 堆焊層表面鐵素體含量
2.2.3 小側彎試驗
按標準要求,取垂直和平行于堆焊方向的大、小側彎試樣進行橫向和縱向彎曲試驗,14Cr1MoR(H) 試樣規格150 mm × 10 mm × (S + 堆焊) mm,12Cr2Mo1R(H)試樣規格80 mm × 13 mm × 3 mm,其目的是研究包括堆焊層及熱影響區在內的受拉面是否存在缺陷,經過彎曲試驗后發現,試樣均無任何裂紋或開口缺陷,試驗結果詳見表7。

表7 彎曲試驗結果
2.2.4 晶間腐蝕試驗
按ASTM A262《Standard practices for detecting susceptibility to intergranular attack in austenitic stainless steels》方法E中對堆焊層進行晶間腐蝕試驗,試樣經180o彎曲法評定,受拉面無任何裂紋,堆焊層均無晶間腐蝕傾向。
2.2.5 硬度試驗
分別從經終熱處理后的堆焊試件上截面試樣,按圖2所示的位置進行顯微硬度檢測。試驗結果詳見表8,硬度檢測值均在技術要求的范圍內,其中堆焊層表面硬度HB≤234 HB,截面顯微硬度HV≤235 HV10。
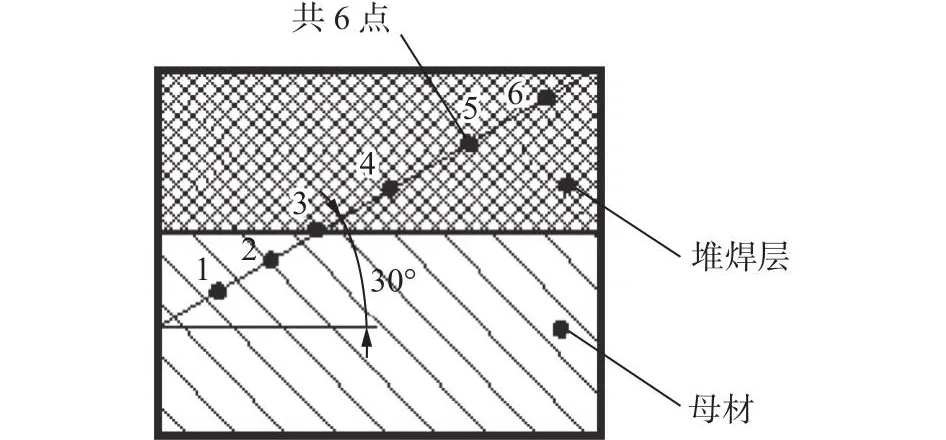
圖2 試樣顯微硬度試驗位置示意圖

表8 熱處理后堆焊層硬度試驗結果
2.2.6 金相組織分析試驗
表9列出了上述焊接工藝評定的堆焊焊接接頭金相分析結果,可以看出金相組織符合相關技術要求。其中,14Cr1MoR(H)堆焊試樣的金相組織如圖3所示,12Cr2Mo1R(H)堆焊試樣的金相組織如圖4所示。
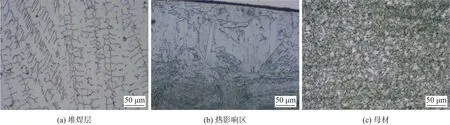
圖3 14Cr1MoR(H)堆焊試樣的金相組織

圖4 12Cr2Mo1R(H)堆焊試樣的金相組織

表9 金相組織分析試驗結果
14Cr1MoR(H)及12Cr2Mo1R(H)堆焊試樣的金相組織分布是極為相似的,堆焊層主要由枝晶狀鐵素體及奧氏體組成,同時伴有彌散分布的少量碳化物,枝晶狀鐵素體是在堆焊的過程中焊材快速冷卻后形成的,易于引發裂紋等缺陷,因此需要對試件進行進一步的解剖檢測;母材及過渡區主要由索氏體及粒狀貝氏體組成,二者的的形成都是在堆焊過程中母材經過堆焊過程中的加熱及快速冷卻后形成的,提高了母材及熱影響區的強度。
2.2.7 解剖檢測及厚度測量
采用5倍放大鏡對試件橫截面進行剖面檢查,堆焊層、熱影響區內未發現裂紋、未熔合及其它線性缺陷。采用帶刻度的游標卡尺對堆焊層進行厚度測量,結果見表10,堆焊層厚度均大于技術要求的最低值5 mm。
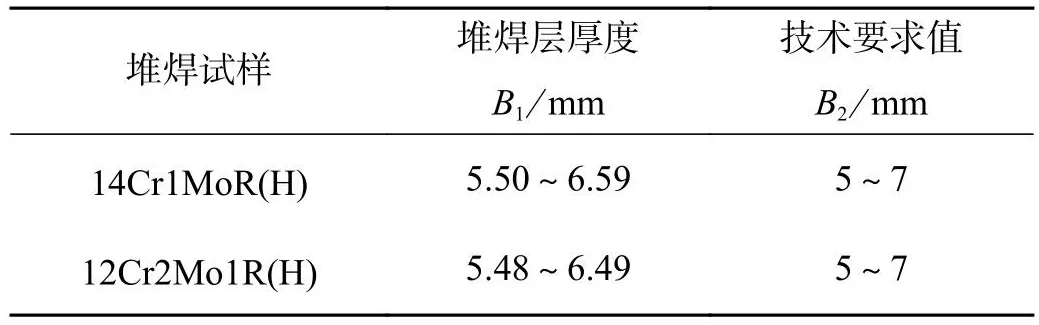
表10 堆焊層宏觀截面厚度檢測結果
2.3 氫剝離試驗
為了模擬堆焊層在服役條件下抗氫剝離的能力,按照ASME G146《Standard practice for evaluation ofdisbonding of bimetallic stainless alloy/steel plate for use in high-pressure, high-temperature refinery hydrogen service》標準對2件試樣分別進行了堆焊層的氫剝離試驗,試驗條件為試驗溫度:480 ℃;試驗壓力:18.0 MPa;循環次數:2次;每次循環充氫保壓時間:48 h;冷卻速度:第一循環vc≥150 ℃/h,第二循環vc≥300 ℃/h,充氫試驗完成后分別在出爐48 h和7 d后進行超聲波檢查,均未發現剝離現象,試驗結果表明:2件試樣的堆焊層抗氫剝離試驗滿足要求[10]。
3 結論
(1)通過制作堆焊試樣,對堆焊試樣進行相應的理化分析及理論驗證,確定了一種較優的用于14Cr1MoR(H)和12Cr2Mo1R(H)材質加氫設備內壁單層帶極電渣堆焊工藝,且在該焊接工藝參數下堆焊厚度達5~7 mm,鐵素體含量為5~10 FN,化學成分、金相組織及微觀裂紋情況等都達到項目高標準預期,為后續相關方面的研究提供了一定的借鑒。
(2)以實際生產項目為研究基礎,通過理論與試驗相結合的方法,探究了加氫設備內壁單層帶極電渣堆焊技術及工藝,掌握了符合國外高標準技術要求的單層帶極電渣堆焊工藝,填補了公司在相關技術領域的空白,對提高生產效率及縮短設備的制造周期和降低成本有著重要的意義。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
