Incoloy 825/L360QS雙金屬復合管焊接殘余應力的數值模擬
2023-09-19 03:17:22葉豐彭星煜張麗江馮梁俊
焊接 2023年9期
葉豐,彭星煜,張麗江,馮梁俊
(1.西南石油大學,成都 610500;2.中國石油川慶鉆探工程有限公司安全環保質量監督檢測研究院,成都 618300)
0 前言
雙金屬復合管是將低合金高強度碳鋼和不銹鋼等耐蝕能力較強的合金復合后形成的一種新型管材,主要有機械復合與冶金復合兩種結合方式[1 - 2],綜合了不銹鋼優良的防腐性能和碳鋼良好的力學性能,并且壽命為普通碳鋼的4~6倍,具有較高的性價比,在油氣集輸領域得到了廣泛應用。管道建設離不開管道的焊接技術,合理的焊接技術對保證長距離輸送油氣管道的質量具有重要意義。由于焊接熱輸入不均勻而產生的焊接殘余應力,容易導致管道產生應力腐蝕開裂,降低構件剛度,影響疲勞強度。研究管道焊接接頭殘余應力分布對指導管道焊接工藝與提高焊接質量具有重要意義。
Karlsson[3]采用有限元方法模擬了SIS2172(瑞典標準鋼)碳鋼鋼管的焊接過程獲得了焊接過程的溫度和應力分布。Obeid等學者[4]采用基于Goldak雙橢球熱流分布的移動熱源模型,對流換熱和輻射換熱邊界被考慮其中,分析堆焊層和環焊縫內襯管道熱等溫線和殘余應力分布。江勝飛等學者[5]通過生死單元技術,模擬了V形坡口的雙金屬復合管焊接過程,但沒有考慮固態相變的影響。張成杰[6]針對316L/L415QB機械復合管,采用SYSWELD軟件數值模擬了V形坡口的多層多道焊過程,發現在基層熔合線附近的殘余應力最大,容易出現焊接裂紋。劉東明[7]分析了不同管徑復合管焊接接頭的應力表現,考慮了蓋面焊的焊材對焊接殘余應力的影響。
采用試驗方法和數值模擬方法,基于SYSWELD焊接仿真軟件,建立考慮基層L360QS固態相變的雙金屬復合管焊接有限元模型,分析雙金屬復合管焊接接頭的殘余應力分布,研究基層和襯層殘余應力的產生和分布。
1 復合管焊接工藝
1.1 試驗材料
研究對象為Incoloy 825/L360QS機械復合管,外基管材料為L360QS碳鋼,內襯管材料為Incoloy 825鎳基合金,其Ni,Cr含量較高,試驗材料化學成分見表1。為避免Incoloy 825耐蝕合金元素被稀釋,采用ERNiCrMo-3焊絲對Incoloy 825/L360QS雙金屬復合管進行焊接,制備焊接接頭,焊絲直徑2 mm,焊接材料的化學成分見表2。焊接選用Incoloy 825/L360QS復合管制備焊接接頭,采用V形坡口,坡口角度為60°,坡口間隙2 mm,焊接接頭示意圖如圖1所示。
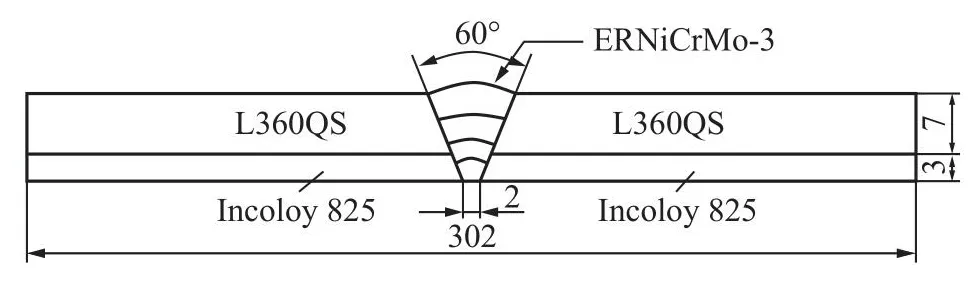
圖1 焊接接頭示意圖

表1 外基管和內襯管材料的化學成分(質量分數,%)

表2 ERNiCrMo-3焊絲化學成分(質量分數,%)
1.2 焊接工藝
采用鎢極氬弧焊對Incoloy 825/L360QS復合管進行焊接,其焊接工藝參數見表3。雙金屬復合管焊接熱輸入采用式(1)計算。
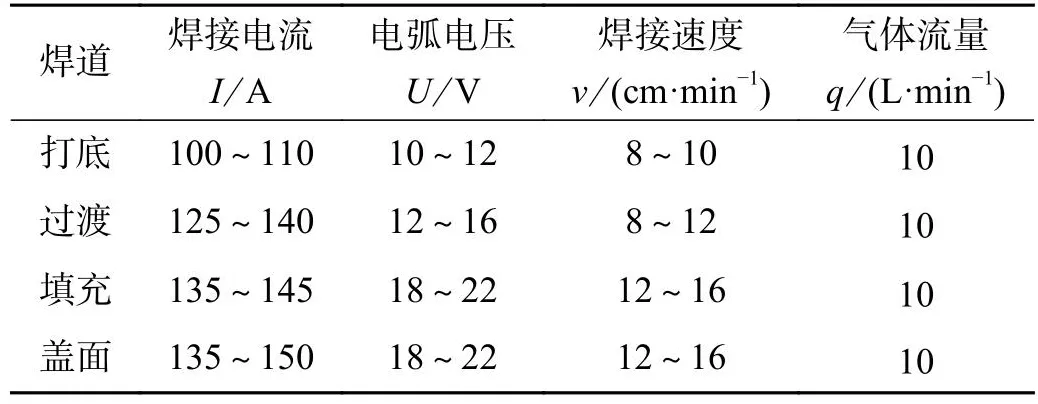
表3 焊接工藝參數
式中:Q為焊接熱輸入;η為焊接熱效率,取0.7;U為電弧電壓;I為焊接電流;v為焊接速度。
焊接時采用打底、過渡、填充和蓋面4層焊道進行焊接,制備Incoloy 825/L360QS復合管焊接接頭,并嚴格控制多道焊的層間溫度,防止雙金屬復合管接頭組織與性能的惡化。
2 有限元模型的建立
2.1 溫度場控制方程
熱源加載到工件表面,會在試樣表面和內部產生隨時間變化的溫度場,基于傅立葉定律和能量定律導熱微分方程,考慮材料里面的潛熱三維導熱微分方程解[8],得到溫度場分布如公式(2)所示
2.2 材料性能參數
在不同溫度下,Incoloy 825/L360QS復合管基層和襯層的材料熱學和力學性能參數對比如圖2和圖3所示。2種材料的熱膨脹系數、導熱系數和屈服強度均存在較大性能差異,這些因素都會直接影響每道焊道造成的應力場分布[9 - 10]。
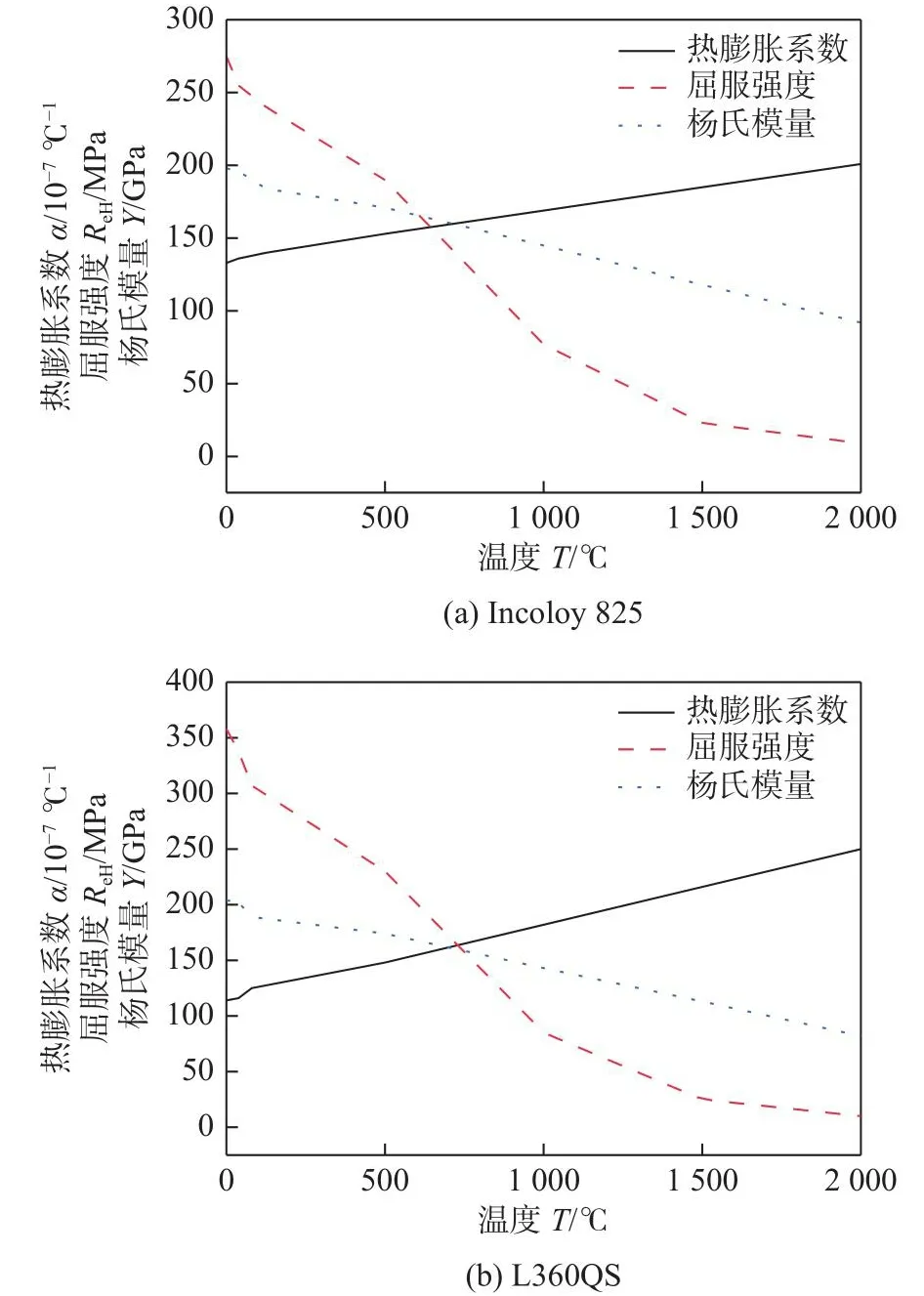
圖3 Incoloy 825/L360QS力學性能
2.3 熱源模型
為提高有限元計算的準確性,選擇合適的熱源模型是非常必要的。文中采用了Goldak提出的雙橢球熱源模型,如圖4所示[11]。
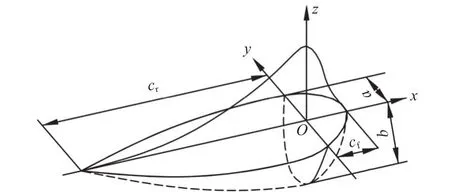
圖4 雙橢球熱源模型示意圖
雙橢球熱源模型前后兩部分的熱流密度qf(x,z,t)和qr(x,z,t)如式(3)和式(4)所示。
2.4 有限元模型
采用前處理軟件Visual Mesh對Incoloy 825/L360QS復合管焊接接頭進行建模,并劃分網格,Incoloy 825/L360QS復合管焊接有限元模型如圖5所示。
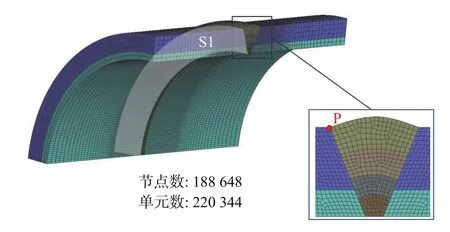
圖5 Incoloy 825/L360QS復合管焊接接頭有限元模型
模型尺寸為?100 mm × (7 + 3) mm,坡口角度60°,采用鎢極氬弧焊,填充金屬為ERNiCrMo-3焊絲。由于復合管的幾何結構關于x軸和y軸對稱,因此取其1/4部分建立模型,考慮到焊縫處溫度梯度較大,焊縫熔合線及HAZ附近的網格劃分較細密,而距離焊縫及HAZ較遠區域的網格劃分較稀疏,以兼顧計算速度和模擬準確性。
3 模擬結果及分析
模擬得到的焊接殘余應力等效應力分布如圖6所示,高應力區主要集中在外表面焊縫中心位置,峰值應力達到492 MPa。為真實反應雙金屬復合管的軸向應力、環向應力及徑向應力,采用鉆孔應變法(圖7)對Incoloy825/L360QS復合管焊后表面殘余應力進行測量,并將其與數值模擬結果進行比較驗證,殘余應力取樣點路徑如圖8所示。
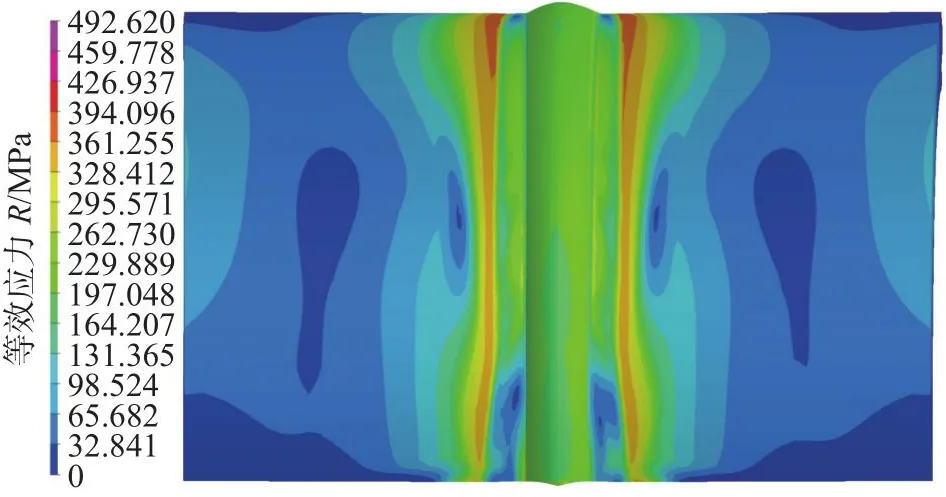
圖6 管道外壁等效應力云圖
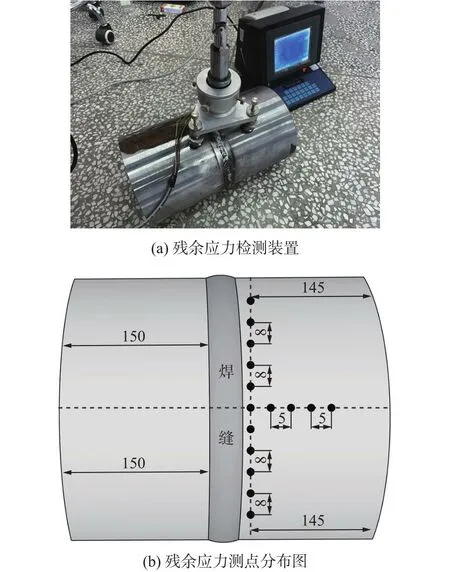
圖7 殘余應力測量過程及測點分布圖
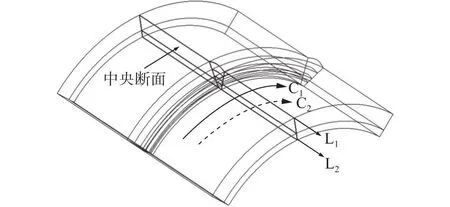
圖8 殘余應力取樣點路徑示意圖
3.1 中央截面上殘余應力分布規律
圖9為中央截面上各向殘余應力的計算結果與實測結果。從圖9a可知,計算結果與實測結果比較吻合。在軸向應力上,襯層表現出較大拉應力,最大拉應力約為350 MPa,而基層主要表現為壓應力。在熔合線附近,基層的應力上升趨勢較襯層明顯,表現為拉應力,最大值約為160 MPa。由圖9b可知,在環向應力上,基層和襯層的分布規律與軸向應力類似,基層的環向應力在焊縫中心到熔合線附近由壓應力變為拉應力,應力峰值約為200 MPa,襯層在焊縫中心到熔合線附近拉應力逐漸下降,在遠離焊縫區域時變為壓應力,應力峰值為-90 MPa。由圖9c可知,徑向應力又與環向應力類似,最大拉應力約為40 MPa,最大壓應力約為-50 MPa。
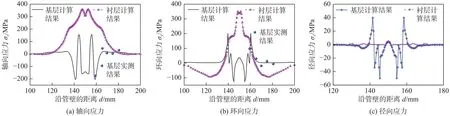
圖9 中央斷面上軸向殘余應力的計算結果與實測結果
圖10為基層和襯層的等效殘余應力計算結果(沿圖8中L1,L2方向)。可以看出,高應力區域主要集中在熔合線附近,基層等效應力最大值約為348 MPa,襯層等效應力最大值約為378 MPa。但基層和襯層高應力形成的原因不同,基層是由于L360QS與Incoloy 825的屈服強度差異較大及熔合線處L360QS在高溫下的低屈服強度與HAZ處的高屈服強度促進了應力的產生。而襯層是由于相變差異及Incoloy 825在不同溫度下的屈服強度差異兩個方面的因素所導致的高應力表現。
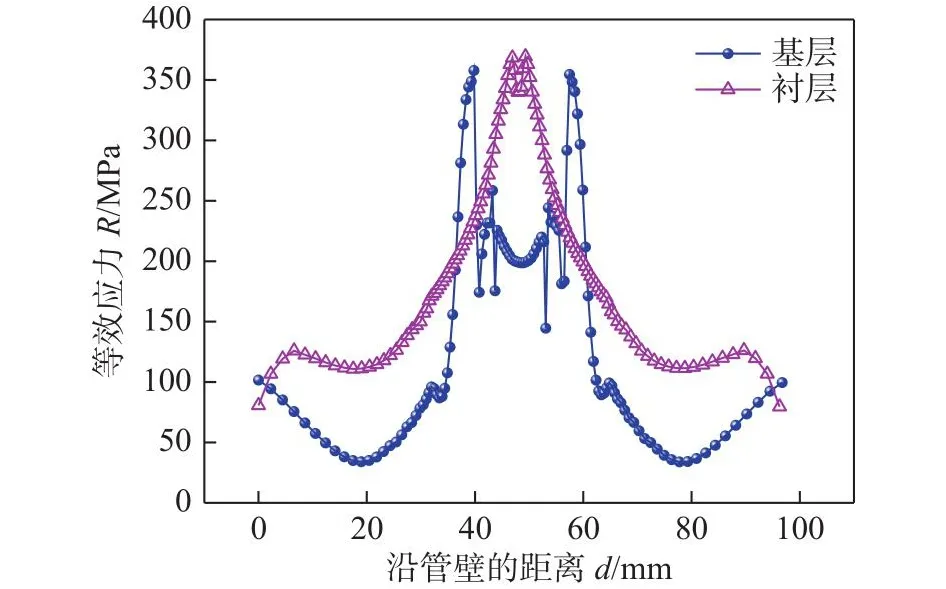
圖10 基層和襯層等效殘余應力的計算結果
3.2 焊縫側殘余應力分布規律
沿圖8中C1,C2方向提取焊縫側的殘余應力計算結果,并與實測結果進行比較,如圖11所示,計算結果與實測結果較為一致。由圖11a和圖11b可知,軸向殘余應力和環向殘余應力整體呈帽狀分布,襯層焊縫側的軸向應力和環向應力大于基層處的,軸向應力和環向應力的峰值分別為350 MPa和290 MPa。從圖11c可以看出,復合管基層和襯層沿管徑方向的徑向應力水平較低,內襯管的徑向應力幾乎為零,這是由于后置焊道焊接時,相當于對前置焊道進行了熱處理,消除了一部分應力。此外,由圖9c和圖11c可知,Incoloy 825/L360QS復合管的徑向應力較小,這對復合管的結構安全影響較小。

圖11 焊縫側殘余應力的計算結果與試驗測量結果
4 結論
(1)中央截面上,基層的軸向應力和環向應力主要為壓應力,在熔合線附近出現壓應力與拉應力的急劇變化,從焊縫側到遠離HAZ區域,應力逐漸減小至零。
(2)在焊縫側,軸向應力和環向應力呈帽狀分布,主要為拉應力,襯層峰值應力大于基層,與軸向應力和環向應力相比,徑向應力較小。
(3)在熔合線附近應力水平較高,且基層和襯層的應力形成機制不同,高應力區域主要集中在熔合線及過渡層區域附近,該區域的開裂敏感性較高。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
