桌面教學用五軸雕刻機結(jié)構(gòu)設計與優(yōu)化
2023-09-16 10:27:58魏智徐昊郭資源
科技資訊 2023年17期
魏智 徐昊 郭資源
(江蘇大學 江蘇鎮(zhèn)江 212000)
考慮國家對高素質(zhì)實操型人才的需求,基礎工程訓練在工科類院校對人才培養(yǎng)方面起著極為重要的作用。但是現(xiàn)有雕刻機難以滿足學校基礎工程訓練的要求,這就急需一款小型的、方便操作的、低成本的教學用五軸雕刻機設計來滿足基礎工程訓練的需要。本文通過ANSYS 軟件有限元分析方法來實現(xiàn)對機床整體的模擬和優(yōu)化,以達到所需要的設計目的。目前,國內(nèi)外在五軸雕刻機的研究方面都有所突破,這為本文教學用五軸雕刻機提供了重要的研究思路,并為其提供了相應的理論與實踐成果。國內(nèi)軸聯(lián)動技術[1]、刀具的發(fā)展[2]以及有限元分析法[3]的普及,為研究能夠順利進行提供了強力保證。
1 五軸雕刻機結(jié)構(gòu)設計
此款五軸雕刻機以為學校基礎工程訓練提供教學器材為設計目的,以體型小、成本低為設計目標,對加工精度沒有太高要求。由于切削硬木所需的切削力小于切削鋁件,在同樣的精度要求下使用硬木更為合算,因此,為降低基礎工程訓練中的教師演示和學生實操成本,此款五軸雕刻機,將加工對象限定為硬木。在機身材料選擇方面,以國標鋁型材和鋁合金板件搭建五軸雕刻機主體,并增加不銹鋼型材提高雕刻機剛度。國標鋁型材、整塊鋁合金板件和不銹鋼型材都可以在網(wǎng)上購物平臺以較低的成本采購得到,鉆孔等一些簡單的加工可由校方自行處理。在零件設計方面,全部選用可采購的標準件,不再自行設計,僅需在采購的標準件上進行鉆孔以完成整機裝配。
1.1 五軸雕刻機選型
五軸聯(lián)動數(shù)控機床擁有雙擺頭形式、俯垂型擺頭式、雙轉(zhuǎn)臺形式、俯垂型工作臺式、一擺一轉(zhuǎn)形式等多種[4]。
受限于成本,選擇雙轉(zhuǎn)臺形式的五軸聯(lián)動數(shù)控機床。將機床整體分為三軸機床和雙擺轉(zhuǎn)臺兩個部分,其中三軸機床定為龍門形式,采用三直線設計方式,通過三根絲杠控制三軸運動[5]。
雙擺轉(zhuǎn)臺不自行設計,直接購買。
1.2 五軸雕刻機的結(jié)構(gòu)優(yōu)化
在上文設計中,只對雕刻機整機做了初步設計,而沒有進行靜剛度、動剛度、模態(tài)等多方面的校核,可能出現(xiàn)剛度不足或固有頻率較低的情況,因此需要通過分析確定雕刻機零部件是否滿足使用需要。若不滿足,則需對結(jié)構(gòu)進行優(yōu)化,直到滿足目標。本文使用有限元方法分析雕刻機部件是否達標。
圖1為整機優(yōu)化前雕銑機模型。
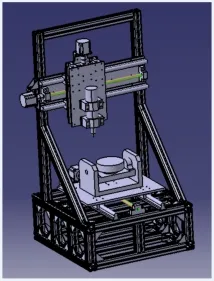
圖1 整機優(yōu)化前模型
2 機床重要零件有限元分析
2.1 ANSYS軟件
ANSYS 軟件使用相同的數(shù)據(jù)庫進行模型數(shù)據(jù)和分析數(shù)據(jù)的存儲,可以使前處理、求解運算、后處理數(shù)據(jù)能夠統(tǒng)一;利用軟件中各項命令能夠進行三維建模,繪制各種復雜的幾何物體模型;提供多種求解器,根據(jù)不同的分析要求進行求解器的選擇保證運算的合理和正確;有多種對結(jié)構(gòu)進行優(yōu)化的分析模塊,提供更好的結(jié)構(gòu)設計優(yōu)化平臺[6]。
2.2 雕刻機工況分析
因為雕刻機雕刻對象限定為硬木,故須計算銑削木材所需的切削力。不同于金屬材料,木材具有復雜的纖維結(jié)構(gòu),同時木材種類、含水量、年輪寬度、生長環(huán)境等多種因素也會影響木材構(gòu)造,故木材切削力難以計算。目前,普遍采用實驗得到的經(jīng)驗公式對木材切削力進行計算[7]。
木材的平均圓周切削力計算公式為
式(1)中:P0為木材平均圓周切削力,單位為N;K為單位切削功,單位為J/cm3;b為切削寬度,單位為mm;t為切削深度,單位為mm;u為進給速度,單位為m/min;v為切削速度,單位為m/s。
上述公式中單位切削功K與單位切削力K在數(shù)值上相等,其計算公式為
式(2)中:K表為單位切削功K的值,單位為J/cm3;C種為木材樹種修正系數(shù);C水為木材含水率修正系數(shù);C前為刀具前角修正系數(shù);C鈍為刀具變鈍程度修正系數(shù);C速為切削速度修正系數(shù)。
取切削寬度b=5 mm,切削深度t=2 mm,進給速度u=5 m/min,切削速度v=20 m/s,樹種取白蠟C種=1.7,含水量取8%~15%,C水=1.0,前角取5°,C前=2.10,刀具連續(xù)工作時間取4 h,C鈍=1.1,C速=1.10,K表=79 J/cm3,得
此結(jié)果即為五軸雕刻機銑削硬木時所受切削力。
2.3 床身的有限元分析
將床身裝配模型導入ANSYS Workbench 后,導入ANSYS本身材料庫鋁合金材料數(shù)據(jù)并賦予給模型,對全部幾何體進行掃掠方法的網(wǎng)格劃分,默認單元尺寸定位2 mm,掃掠單元尺寸定位5 mm,得到所需有限元模型。
對雕刻機床身四角施加固定支撐,將分析設置中載荷步設為3 步,并在每步對橫梁稱桿正面分別施加+X、+Y、+Z方向41.29 N 的力,完成對床身模型的前處理。因床身在常態(tài)下就承受橫梁、托板、銑頭等部件的重力產(chǎn)生變形,且施加切削力后床身仍在線性范圍內(nèi),故現(xiàn)實中床身受切削力時產(chǎn)生的相對形變與分析中不施加重力影響只加載切削力產(chǎn)生的形變量相等,分析過程中不需再添加重力影響。
如圖2所示,經(jīng)分析,床身在+X、+Y、+Z這3個方向受切削力產(chǎn)生的最大位移分別為0.183 mm、0.048 mm、0.013 mm,均未達到理想值0.02 mm,其中X方向剛度較其他兩方向差異明顯,需要重點關注。
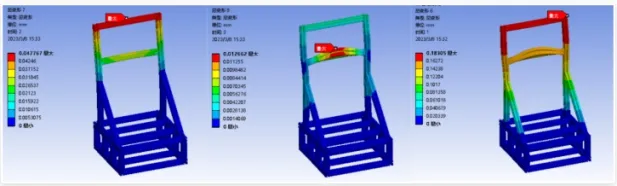
圖2 床身優(yōu)化前分析結(jié)果
在床身橫梁撐桿下方加裝兩個加強筋以增加床身X軸方向剛度,重新對床身進行有限元分析。分析結(jié)果顯示床身3種工況最大位移分別為0.050 mm、0.043 mm、0.005 5 mm,X軸剛度有明顯的改善,基本與Y軸剛度持平,但較理想值依舊偏大,考慮添加不銹鋼槽鋼以繼續(xù)優(yōu)化床身剛度。
現(xiàn)有的4種不同方案繼續(xù)對雕刻機床身進行剛度優(yōu)化:第一種方案,使用5#型號的不銹鋼槽鋼對床身龍門部分每根梁進行強化,槽鋼與型材之間通過螺栓聯(lián)結(jié),槽鋼之間通過焊接連接,以此改善床身X、Y、Z這3個方向上的剛度;第二種方案,在方案一的基礎上在龍門兩側(cè)加裝兩條不銹鋼槽鋼,進一步強化X、Y方向的剛度;第三種與第四種方案則分別將第一種、第二種方案中使用的5#型號的不銹鋼槽鋼更換為8#型號的槽鋼,以期得到更大的剛度提升。依照上述方法繼續(xù)分析,上述4種方案的分析結(jié)果如表1所示。
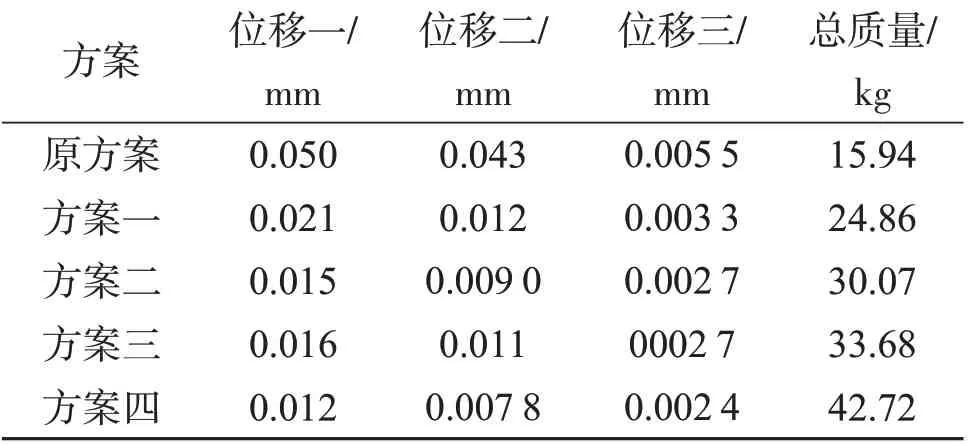
表1 床身優(yōu)化后不同方案位移對比表
橫向比較方案一與方案二、方案三與方案四,加裝龍門兩側(cè)的槽鋼后,對雕刻機X、Y兩方向剛度均有較好的提升,其中X軸方向提升40%,Y軸方向提升33.3%,滿足了最初的預期;同時,對Z軸方向剛度也有22%的提升,認為此方法對剛度的提升有較好的作用,足以容忍質(zhì)量20.1%的提升。具體如圖3所示。
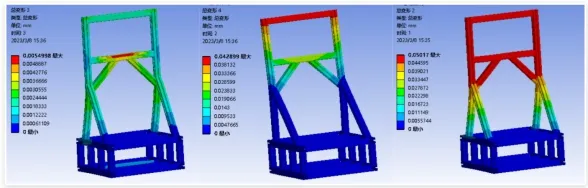
圖3 床身優(yōu)化后分析結(jié)果
縱向比較方案一與方案三、方案二與方案四,將槽鋼型號提高后,雕刻機床身X、Y、Z這3 個方向的剛度分別提升了25%、15.3%、12.5%,相較質(zhì)量上42.1%的提升而言難以采用。
考慮到方案二中,床身3 個方向的位移均已小于0.02 mm 的期望值,且方案四較之方案二提升的質(zhì)量不足以彌補剛度的提升,經(jīng)綜合考量,最終選擇方案二為雕刻機床身剛度優(yōu)化的最終方案。
2.4 橫梁的有限元分析
與雕刻機床身分析過程相同,在將橫梁模型導入Workbench并賦予材料屬性后,網(wǎng)格尺寸定位1 mm,將橫梁的12個連接孔全部進行固定支撐,對兩直線導軌工作面施加遠程力,搜索范圍定為100.0 mm,并將遠程點X坐標、遠程力Y分量、遠程力Z分量以及總位移最大結(jié)果參數(shù)化導出。因為橫梁連接X軸方向直線機構(gòu),故不考慮橫梁受X軸方向切削力的工況。
打開Workbench 參數(shù)集界面,在表格窗口建立18個設計點,以兩個設計點為1組,共9組,每組遠程點X坐標以20 mm 為步長,由0 遞增至180 mm,組內(nèi)兩設計點分別施加Y軸方向與Z軸方向41.29 N的切削力,以分析托板在不同位置時橫梁的剛度變化,分析結(jié)果見表2。
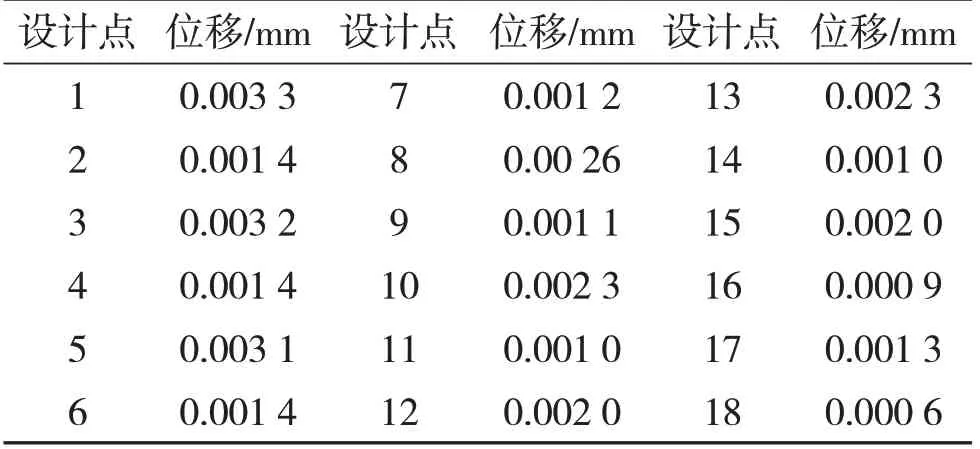
表2 不同載荷下橫梁位移表
觀察托板位置與橫梁剛度關系,發(fā)現(xiàn)托板越靠近橫梁正中,橫梁剛度越低;同時橫梁在Y軸方向剛度要低于Z軸方向剛度,符合直覺。后續(xù)剛度優(yōu)化僅考慮橫梁在托板處于正中央時受Y軸方向切削力的工況,此時橫梁最大位移為0.003 3 mm,未達到理想值0.001 mm。具體如圖4所示。

圖4 橫梁優(yōu)化前分析結(jié)果
考慮床身中橫梁撐桿與不銹鋼槽鋼的影響,依照上述工況進行重新分析,分析的橫梁最大位移為0.001 6 mm。觀察橫梁變形云圖發(fā)現(xiàn)橫梁上側(cè)中部變形最大,經(jīng)考慮,提出3 種方案以改善橫梁剛度:方案一,在橫梁上半部分后方增加一根縱向4040鋁型材以減小橫梁縱向變形,提高橫梁剛度;方案二,在橫梁上側(cè)后方增加一根橫向40#5 型號的不銹鋼角鋼來減小橫梁上側(cè)的橫向變形,提高橫梁剛度;方案三,綜合一、二兩種方案,同時使用鋁型材與不銹鋼角鋼,并通過對不銹鋼角鋼的二次加工避免兩者之間產(chǎn)生干涉。分析結(jié)果如表3所示。
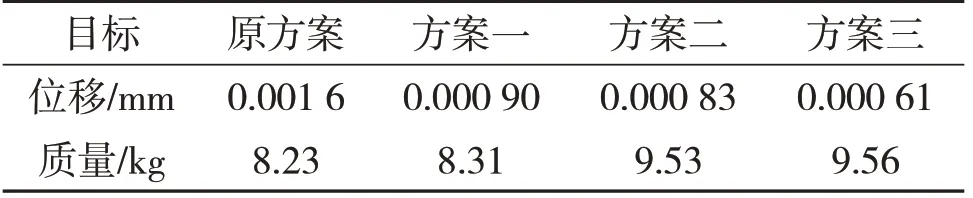
表3 橫梁優(yōu)化后不同方案位移對比表
由分析結(jié)果顯示:3 種方案下的橫梁位移均小于理想值0.001 mm,方案三對應的位移最小,僅為0.000 61 mm。在這3 種方案(圖5)剛度均達標的情況下,額外考慮3 種方案對橫梁總質(zhì)量的影響。發(fā)現(xiàn)除方案一下橫梁基本不產(chǎn)生質(zhì)量變化,總質(zhì)量較原方案僅僅增加0.97%外,方案二與方案三下的橫梁總質(zhì)量分別增加15.8%與16.1%,質(zhì)量變化較大。綜合考量橫梁剛度與質(zhì)量,最終選擇方案一為雕刻機橫梁剛度優(yōu)化的最終方案。
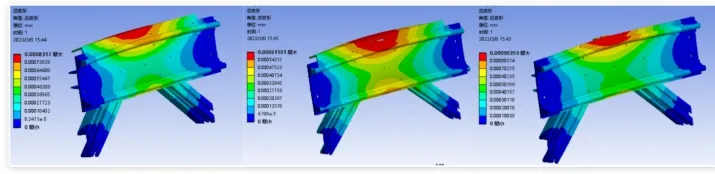
圖5 橫梁優(yōu)化后三方案分析結(jié)果
2.5 銑頭的有限元分析
銑頭的有限元分析較為簡單,自由度約束方法與托板基本相同,載荷施加則通過遠程力施加在裝夾主軸電機的支架工作面?zhèn)龋h程力方向按3 個載荷步分別施加到+X、+Y、+Z這3 個方向,大小定為41.29 N。考慮主軸電機剛度較高,遠程點行為設定為剛性。由此完成雕刻機銑頭的前處理工作。
分析結(jié)果顯示:銑頭在這3 種工況下最大位移分別為0.005 2 mm、0.33 mm、0.006 5 mm,不難看出,銑頭在Y軸方向剛度遠低于其余兩軸方向剛度。觀察此種工況下銑頭變形云圖,發(fā)現(xiàn)銑頭在受Y軸方向切削力時,其整體可近似看為懸臂梁結(jié)構(gòu),又因為銑頭為鋁制結(jié)構(gòu),彈性模量太低,因此銑頭末端產(chǎn)生較大變形,具體如圖6所示。
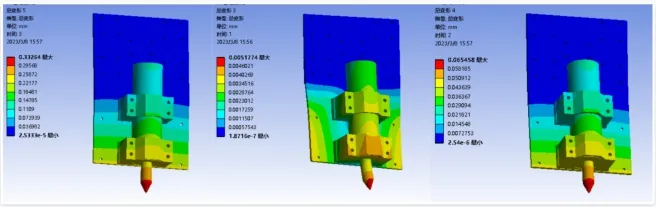
圖6 銑頭優(yōu)化前分析結(jié)果
為滿足設計需求,銑頭懸臂梁結(jié)構(gòu)無法修改,故嘗試在銑頭兩側(cè)各增添一根縱向40#5 型號不銹鋼角鋼以改善銑頭在Y軸方向上的剛度。修改模型后導入Workbench,分析結(jié)果顯示:初步優(yōu)化過后的銑頭在3個方向上的最大位移分別降至0.003 9 mm、0.023 mm、0.004 3 mm。可以看出不僅銑頭Y軸剛度提升巨大,X軸、Z軸剛度也有不小的提升。但此時銑頭最大位移為0.023 mm,依舊大于理想值0.01 mm,需要繼續(xù)優(yōu)化,優(yōu)化后位移圖如圖7所示。
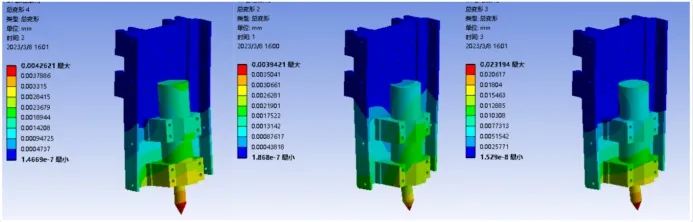
圖7 銑頭第一次優(yōu)化分析結(jié)果
再次觀察初步優(yōu)化后的銑頭變形云圖,發(fā)現(xiàn)因為銑頭兩側(cè)與中央剛度差距巨大,銑頭中間與主軸電機支架處有明顯的凹陷,因此在銑頭下端增設一根橫向40#5 型號的不銹鋼角鋼減輕此凹陷。修改好模型后按步驟重新分析,分析結(jié)果顯示:銑頭3個方向最大位移分為0.003 7 mm、0.011 mm、0.002 1 mm。雖然此時銑頭最大位移為0.011 mm 略大于理想值0.01 mm,考慮銑頭結(jié)構(gòu)難以繼續(xù)更改,且最大位移僅超出理想值10%,選擇此方案為雕刻機,銑頭剛度優(yōu)化最終方案。具體如圖8所示。
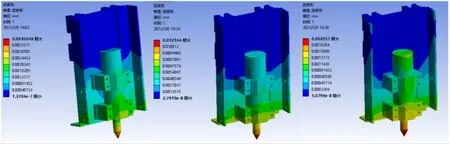
圖8 銑頭第二次優(yōu)化分析結(jié)果
3 整機有限元分析與優(yōu)化
在完成對整機各部件的靜力學分析與優(yōu)化后,需對雕刻機整機進行有限元分析以校核雕刻機性能是否達標。校核分析包括靜力學分析、模態(tài)分析與諧響應分析這3個部分。
3.1 整機靜力學分析
靜力學分析主要用于校核雕刻機剛度是否達標,分析流程與上文類似,將雕刻機四角固定支撐,雕刻機各部件除導軌與滑塊之間有摩擦接觸外,其余各部件之間皆有綁定接觸[8]。對主軸電機支架工作面施加遠程力作為切削力后,完成對雕刻機整機靜力學分析的前處理工作。
分析結(jié)果顯示:雕刻機整機在這3 種工況下最大位移分別為0.013 mm、0.007 7 mm、0.006 0 mm,均小于理想值0.02 mm,雕刻機剛度合格。
3.2 整機模態(tài)分析
當?shù)窨虣C接收簡諧外力激勵時,如果簡諧力激勵頻率接近機床固有頻率,就會引起共振,從而影響機床加工精度。因此,在設計過程中,需要通過模態(tài)分析與諧響應分析,確保在一定頻率范圍內(nèi),雕刻機整機不會因簡諧力而產(chǎn)生共振,從而保證雕刻機加工精度[9]。
模態(tài)分析過程與靜力學分析類似,對雕刻機四角施加固定支撐后,完成對雕刻機模態(tài)分析的前處理。雕刻機主體結(jié)構(gòu)質(zhì)量與彈性均勻,理論上具有無窮階模態(tài),但在雕刻機工作過程中,能受到的激勵力頻率是有限的。根據(jù)切削力頻率計算公式f=,雕刻機所受激勵力頻率不會大于200 Hz,因此,先對雕刻機前六階模態(tài)進行求解,若雕刻機六階固有頻率仍小于200 Hz,再考慮增加模態(tài)求解階數(shù)。
分析結(jié)果顯示:雕刻機前六階固有頻率分別為55.59 Hz、82.38 Hz、144.95 Hz、163.06 Hz、224.83 Hz、248.23 Hz,由此可以發(fā)現(xiàn),雕刻機第五階固有頻率就已經(jīng)大于200 Hz,因此不再增加求解模態(tài)。
3.3 整機諧響應分析
完成整機模態(tài)分析后,將模態(tài)分析求解數(shù)據(jù)導入諧響應分析模塊設置中,對雕刻機銑頭部分施加簡諧切削力,設定激勵力頻率范圍為0~250 Hz,分250步對雕刻機整機進行動態(tài)無阻尼諧響應求解。求解完成后對雕刻機銑頭、工作臺兩個主要影響雕刻機精度的零件表面進行X、Y、Z這3 個方向上的振幅頻率響應提取,查看其在0~250 Hz的頻率激勵中所產(chǎn)生的振幅幅值。振幅頻率響應曲線如圖9所示。
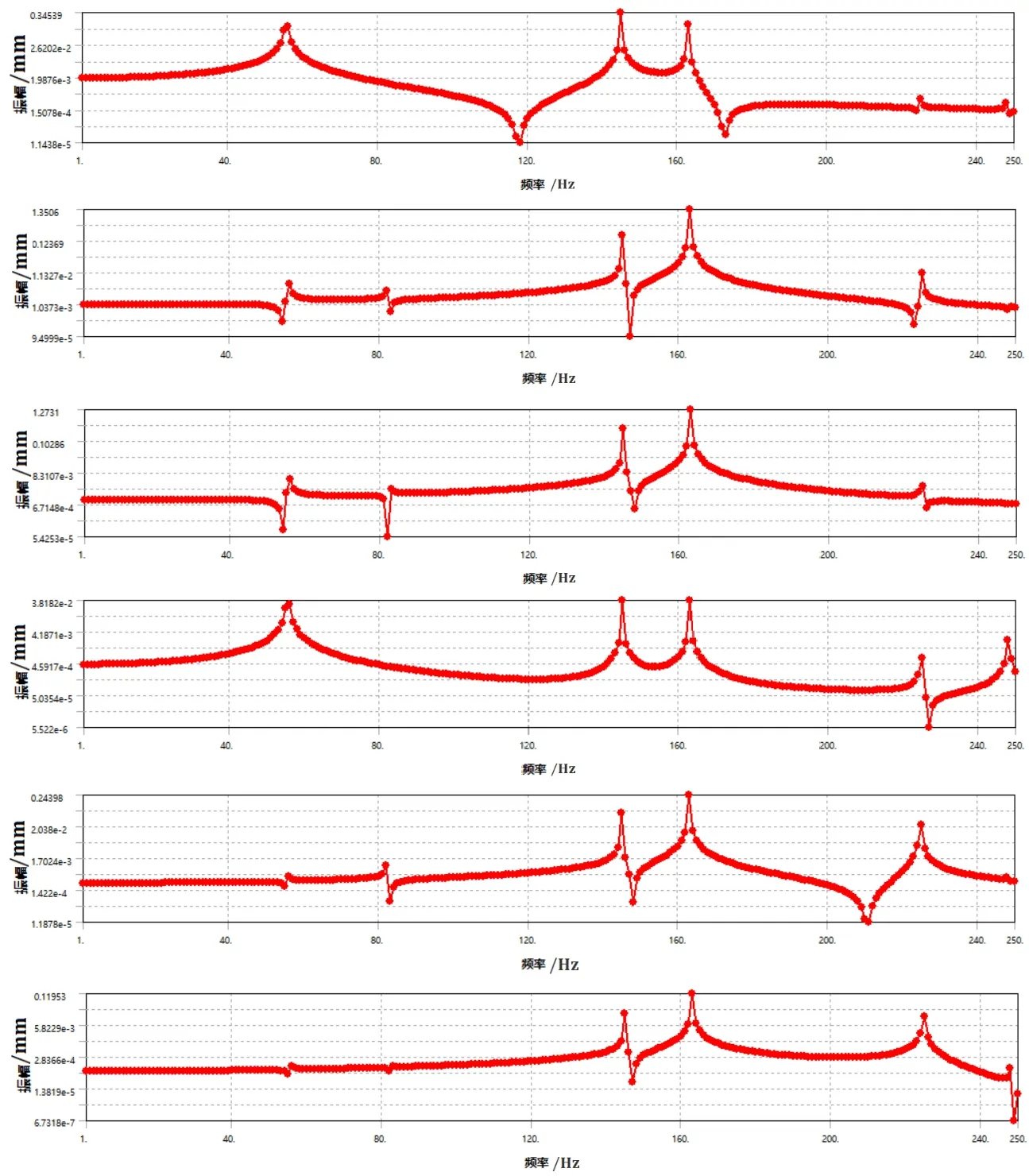
圖9 優(yōu)化前振幅頻率響應曲線
觀察雕刻機銑頭幅頻響應圖像,發(fā)現(xiàn)在163 Hz處產(chǎn)生最大共振,X、Y、Z這3個方向振幅分別為0.134 6 mm、1.273 1 mm、0.135 06 mm,和振幅為1.51 mm;同時在56 Hz、145 Hz均有超過0.2 mm的振幅。
觀察工作臺幅頻響應圖像,發(fā)現(xiàn)僅在163 Hz,處產(chǎn)生較大共振,總振幅為0.267 8 mm,其余頻率下工作臺產(chǎn)生的共振可忽略。
綜合觀察兩工作面振幅頻率響應,發(fā)現(xiàn)在163 Hz頻率下共振振幅均超過最大允許值,此頻率對應雕刻機高速工作區(qū),使用頻率較高,需要較高的精度和穩(wěn)定性。因此,整機需要進行模態(tài)優(yōu)化。
3.4 整機模態(tài)優(yōu)化
將床身處5#型號不銹鋼槽鋼改為6.5#型號,提高整機剛度,同時增加整機質(zhì)量,嘗試提高整機固有頻率,將引起最大共振的頻率提高,以此提高雕刻機工作范圍與高速穩(wěn)定性。
將優(yōu)化后的模型重新導入ANSYS進行模態(tài)分析,得到優(yōu)化后整機固有頻率分別為60.177 Hz、85.203 Hz、152.78 Hz、185.71 Hz、203.71 Hz、216.83 Hz,同優(yōu)化前整機模態(tài)比較發(fā)現(xiàn),優(yōu)化后前兩階模態(tài)與優(yōu)化前無太大區(qū)別,但優(yōu)化后第三階、第四階模態(tài)較優(yōu)化前均有提升,符合預期效果。
將已有模態(tài)數(shù)據(jù)導入諧響應模塊,進行諧響應分析,再次提取雕刻機銑頭與工作臺兩個重要工作面振幅頻率響應曲線,如圖10所示。
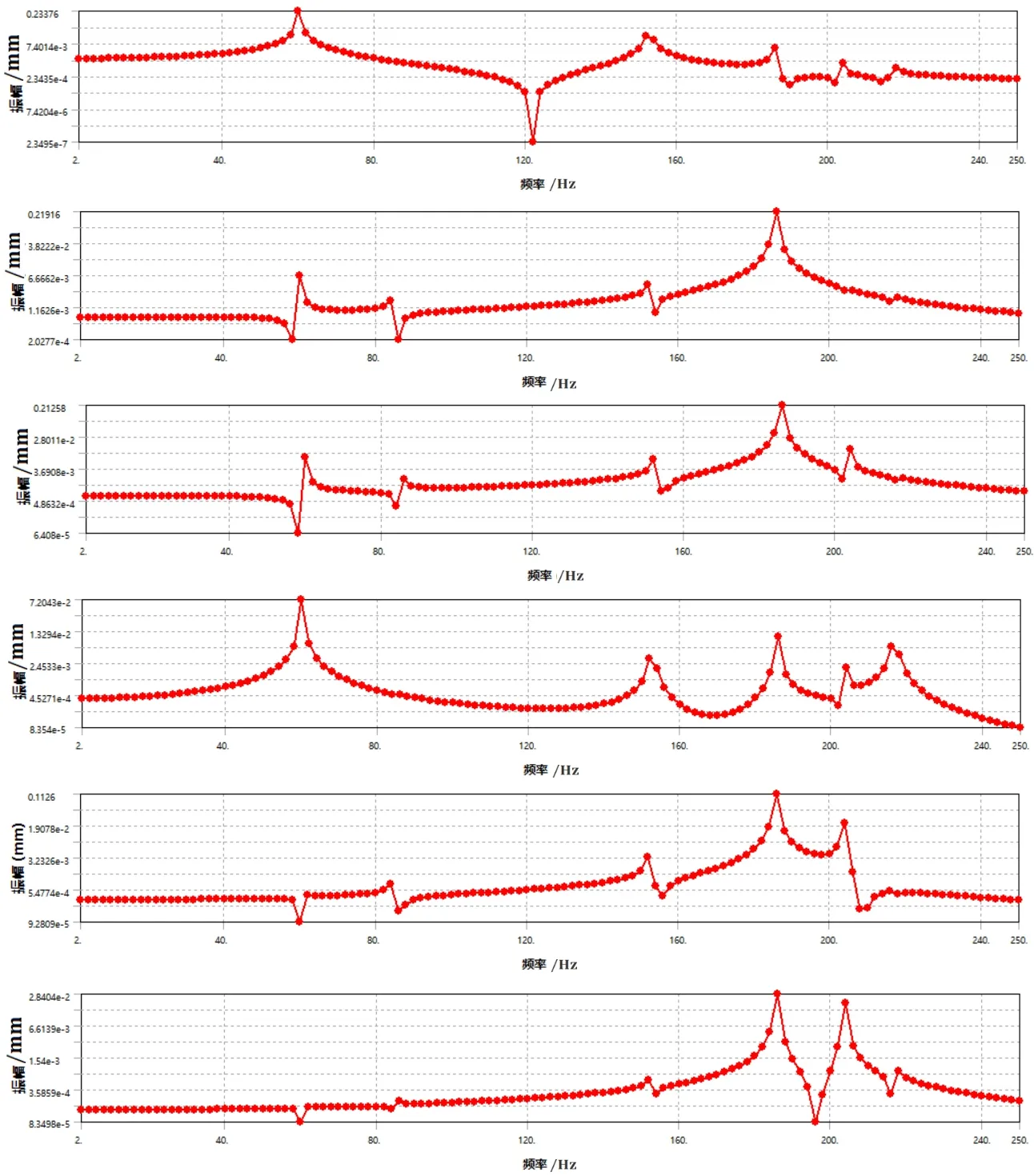
圖10 優(yōu)化后振幅頻率響應曲線
觀察雕刻機銑頭幅頻響應圖像,發(fā)現(xiàn)在186 Hz處發(fā)生最大振幅共振,總振幅為0.3 mm;在60 Hz 處,有0.233 6 mm的共振振幅;在其余頻率范圍內(nèi),振幅幅值均可忽略。
觀察工作臺幅頻響應圖像,發(fā)現(xiàn)僅在186 Hz處有最大共振振幅0.112 6 mm,其余頻率范圍內(nèi)共振可忽略。
比較優(yōu)化前與優(yōu)化后雕刻機兩重要工作面幅頻響應曲線,發(fā)現(xiàn)雕刻機銑頭與工作臺共振頻率由163 Hz提升至186 Hz,接近雕刻機轉(zhuǎn)速極限提高了雕刻機轉(zhuǎn)速變化范圍;雕刻機整機在0~200 Hz頻段內(nèi)共振振幅大幅度降低,共振區(qū)明顯減小。
取雕刻機工作頻段為30~180 Hz,即轉(zhuǎn)速范圍1 800~10 800 r/min,在此頻段內(nèi)雕刻機受共振影響較小,符合預期結(jié)果,完成模態(tài)優(yōu)化。
4 結(jié)語
本文利用ANSYS 軟件有限元分析方法,對此教學用五軸雕刻機進行全面的分析與校核,并通過分析校核的數(shù)據(jù)進行優(yōu)化以實現(xiàn)滿足學校基礎工程訓練的要求。
首先,從五軸雕刻機的機身重要零件入手,通過對床身、橫梁、銑頭的強度以及剛度進行分析計算,以此結(jié)果進行重要零件的優(yōu)化。其次,對整機進行分析,通過對整機進行靜力學分析、模態(tài)分析和頻響應分析以此得到教學用五軸雕刻機的最佳工作狀態(tài),以此實現(xiàn)整機的優(yōu)化。
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
湖北經(jīng)濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:39
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
