大尺寸圓柱滾子力流變拋光試驗(yàn)
2023-09-15 09:05:00楊居儒呂冰海傅琳周雨袁巨龍
軸承 2023年9期
楊居儒,呂冰海,傅琳,周雨,袁巨龍
(浙江工業(yè)大學(xué) 超精密加工研究中心,杭州 310023)
大型圓柱滾子軸承常用于風(fēng)力發(fā)電機(jī)、軋鋼機(jī)、燃?xì)鉁u輪機(jī)和起重運(yùn)輸機(jī)械等大型設(shè)備。隨著大型、 特大型軸承對(duì)旋轉(zhuǎn)精度和轉(zhuǎn)速等要求的日益提高,對(duì)大尺寸圓柱滾子(公稱直徑40~75 mm)的表面精度要求也越來(lái)越高,如高速軋機(jī)軸承轉(zhuǎn)速達(dá)到每分鐘數(shù)萬(wàn)轉(zhuǎn),滾子精度等級(jí)要求達(dá)到Ⅰ~Ⅱ級(jí)水平[1]。精密圓柱滾子作為精密軸承的關(guān)鍵零件,其精度和表面質(zhì)量對(duì)軸承的工作性能和使用壽命有重大影響[2-3]。目前,圓柱滾子一般采用超精加工作為最后一道工序,表面粗糙度值可降至0.05 μm,但往往無(wú)法保證油石與工件的加工表面形狀吻合,即油石與工件之間并非面接觸[4]。
為了獲得更高的表面精度和表面質(zhì)量,國(guó)內(nèi)外學(xué)者研究了多種圓柱滾子拋光方法:文獻(xiàn)[5]利用電化學(xué)機(jī)械復(fù)合光整技術(shù)加工圓柱滾子,表面粗糙度值從初始的0.087 μm降至0.023 μm;文獻(xiàn)[6]利用磁流體加工裝置超精研陶瓷滾子外圓,采用平均粒徑3 μm的Cr2O3磨料獲得了較好的表面質(zhì)量,平均表面粗糙度值達(dá)到0.029 μm;文獻(xiàn)[7]采用平均粒徑3 μm的Al2O3磨料對(duì)鈦合金圓柱進(jìn)行了定心往復(fù)超精研加工,工件表面粗糙度值達(dá)到0.019 μm;但由于大尺寸圓柱滾子體積較大,上述方法的應(yīng)用受到一定限制,其高表面質(zhì)量的加工方法仍有待探索。
力流變拋光(Shear Rheological Polishing,SRP)技術(shù)是一種利用非牛頓流體在剪切應(yīng)力作用下的流變特性實(shí)現(xiàn)表面拋光的超精密加工方法,目前已實(shí)現(xiàn)了對(duì)包括晶體、金屬、陶瓷在內(nèi)的平面、球面、圓柱面及復(fù)雜曲面的超精密拋光[8-9]。文獻(xiàn)[10]采用力流變拋光方法加工高溫鎳基合金渦輪葉片凹面,在拋光9 min后,葉片凹面的粗糙度值從72.3 nm降至4.2 nm;文獻(xiàn)[11]采用力流變拋光方法加工316 L不銹鋼圓柱滾子,拋光30 min后,圓柱曲面表面粗糙度值由121.4 nm降至2.6 nm。
本文采用力流變拋光方法對(duì)大尺寸圓柱滾子(直徑50 mm)進(jìn)行拋光試驗(yàn),探究加工工藝參數(shù)對(duì)滾子表面粗糙度的影響;基于力流變拋光非接觸式的特點(diǎn),實(shí)現(xiàn)對(duì)工件材料的柔性去除,提高圓柱滾子的表面質(zhì)量。
1 大型圓柱滾子力流變拋光試驗(yàn)
1.1 力流變拋光原理
力流變拋光大尺寸圓柱滾子的基本原理如圖1所示。在拋光過(guò)程中,由于圓柱滾子與拋光液之間產(chǎn)生相對(duì)運(yùn)動(dòng),拋光液與工件接觸部分受到剪切作用發(fā)生剪切增稠現(xiàn)象(接觸區(qū)域拋光液的黏度增大),拋光液中的固體分散相粒子聚合成大量粒子簇,并將磨粒包裹在其中,增強(qiáng)了對(duì)磨粒的把持力,在加工位置形成“柔性固著磨具”,從而通過(guò)磨粒的微切削作用實(shí)現(xiàn)工件材料的去除[12]。
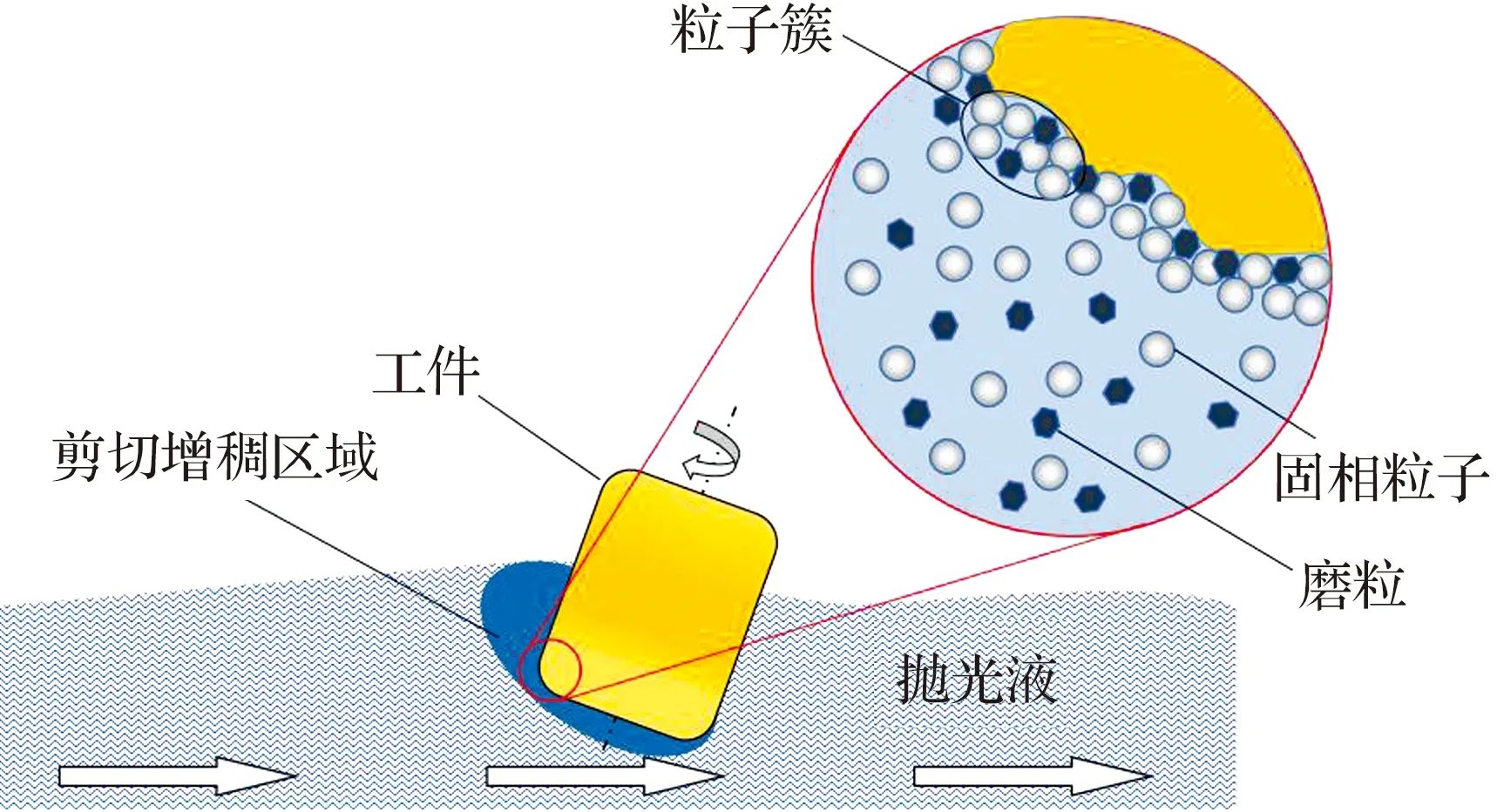
圖1 力流變拋光原理
1.2 試驗(yàn)設(shè)備及試驗(yàn)條件
力流變拋光設(shè)備的示意圖和實(shí)物圖如圖2所示。為了同時(shí)拋光圓柱滾子的端面和滾動(dòng)面,將工件以10°的傾斜角θ(工件中心軸與z軸的夾角)用石蠟固定在夾具上,浸于拋光液中并以一定速度旋轉(zhuǎn),同時(shí)拋光槽也繞自身軸線旋轉(zhuǎn)。由于滾子體積較大,在一端拋光完成后需將工件取下,調(diào)轉(zhuǎn)方向繼續(xù)拋光。當(dāng)拋光液與工件之間的相對(duì)運(yùn)動(dòng)速度超過(guò)某一臨界值,就會(huì)出現(xiàn)剪切增稠效應(yīng),工件材料會(huì)在磨粒的切削作用下被去除。
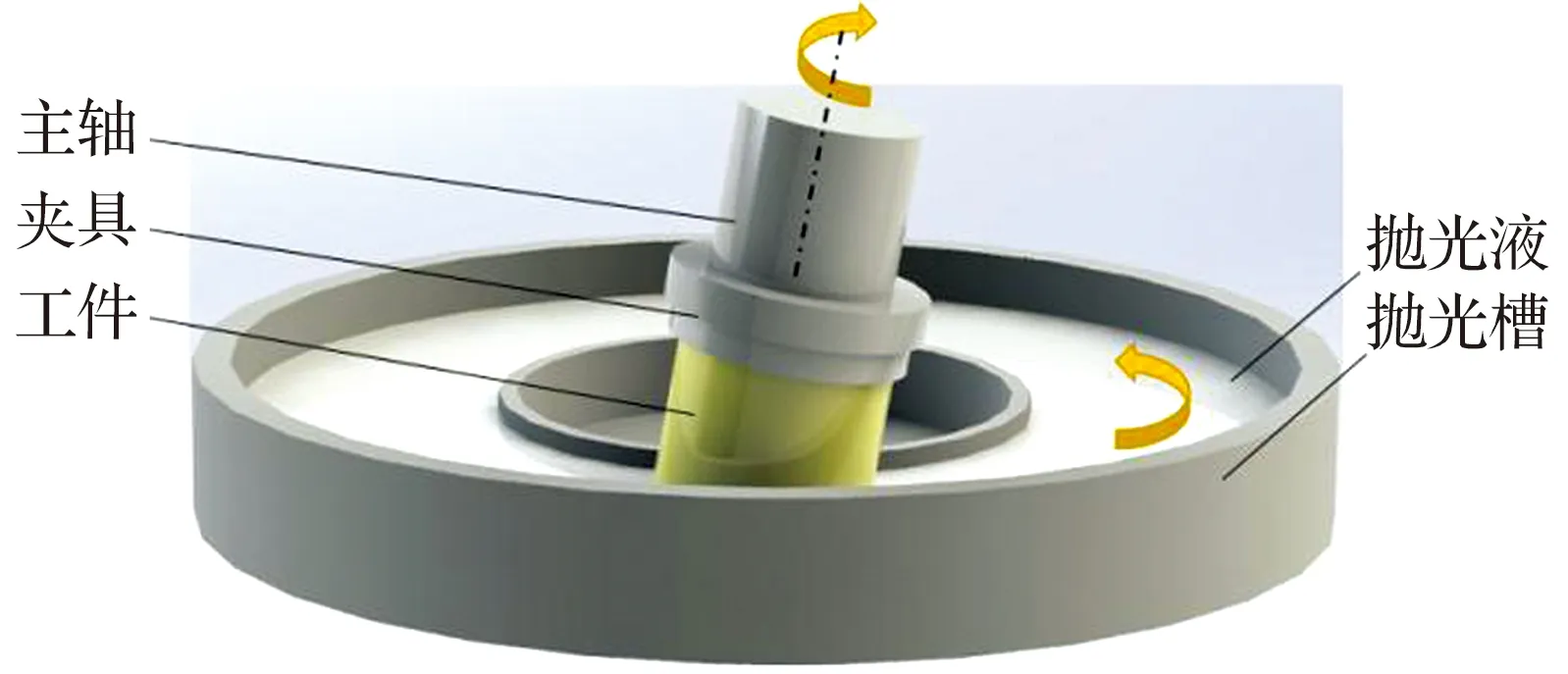
(a) 力流變拋光設(shè)備示意圖
力流變拋光液以微米級(jí)多羥基聚合物顆粒PHHP(平均粒徑約11 μm)作為固體分散相與去離子水、磨粒混合形成懸浮液體,該拋光液可在較低的相對(duì)運(yùn)動(dòng)速度下產(chǎn)生增稠效應(yīng),且原材料易獲取,無(wú)污染。采用AR-G2型流變儀檢測(cè)力流變拋光液的流變曲線,剪切速率為0.1~1 000 s-1,溫度為(25±1)℃,磨粒為Al2O3,平均粒徑為4.5 μm,質(zhì)量分?jǐn)?shù)為15%時(shí),力流變黏度與剪切速率之間的關(guān)系如圖3所示:當(dāng)剪切速率達(dá)到2 s-1后,拋光液會(huì)呈現(xiàn)剪切增稠特性,其黏度迅速上升;而當(dāng)剪切速率進(jìn)一步增大到100 s-1時(shí),拋光液又出現(xiàn)剪切稀化的現(xiàn)象。
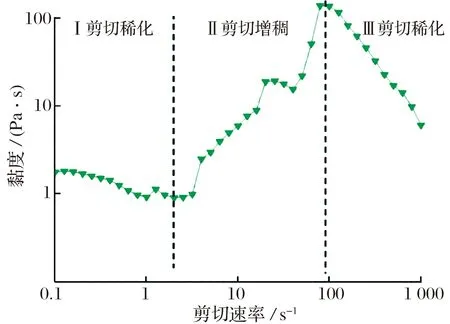
圖3 拋光液流變曲線
力流變拋光試驗(yàn)條件見(jiàn)表1,拋光液磨粒質(zhì)量分?jǐn)?shù)參考以往的研究范圍進(jìn)行設(shè)置[9,13-15],本試驗(yàn)主要考察拋光槽轉(zhuǎn)速、磨粒濃度(質(zhì)量分?jǐn)?shù),下同)和磨粒平均粒徑對(duì)工件表面粗糙度Ra的影響。
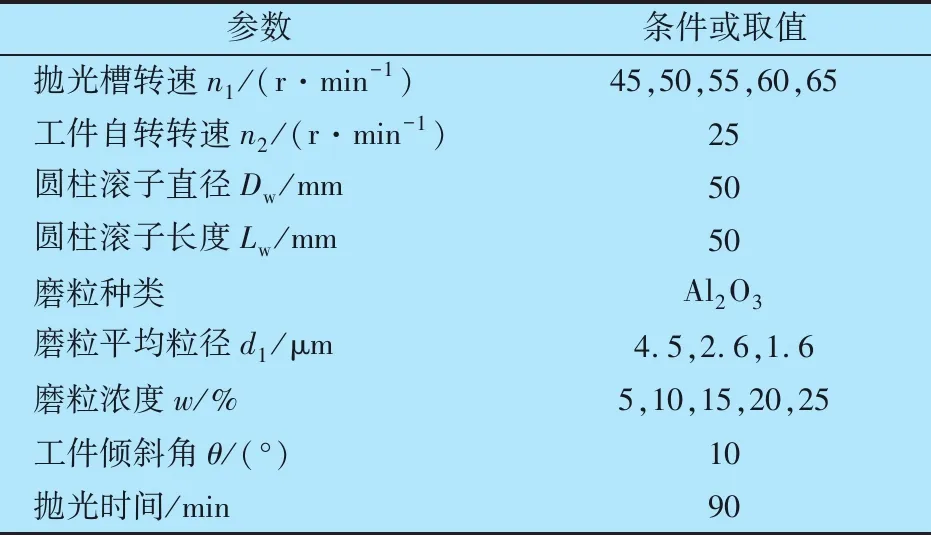
表1 試驗(yàn)條件
使用Form Talysurf i-Series輪廓儀檢測(cè)圓柱滾子拋光前后表面粗糙度值和素線輪廓,超景深顯微鏡觀測(cè)圓柱滾子表面微觀圖像,SuperView W1型光學(xué)三維表面輪廓儀觀測(cè)拋光前后表面的形貌變化,Mahr MMQ400圓度檢測(cè)儀測(cè)量滾動(dòng)面圓度。為便于觀察試驗(yàn)結(jié)果,在圓柱滾子的端面和滾動(dòng)面上各選取4個(gè)點(diǎn)進(jìn)行表面粗糙度值的測(cè)量,測(cè)量結(jié)果取平均值,研究不同加工參數(shù)對(duì)表面粗糙度的影響規(guī)律。表面粗糙度測(cè)量位置如圖4所示:
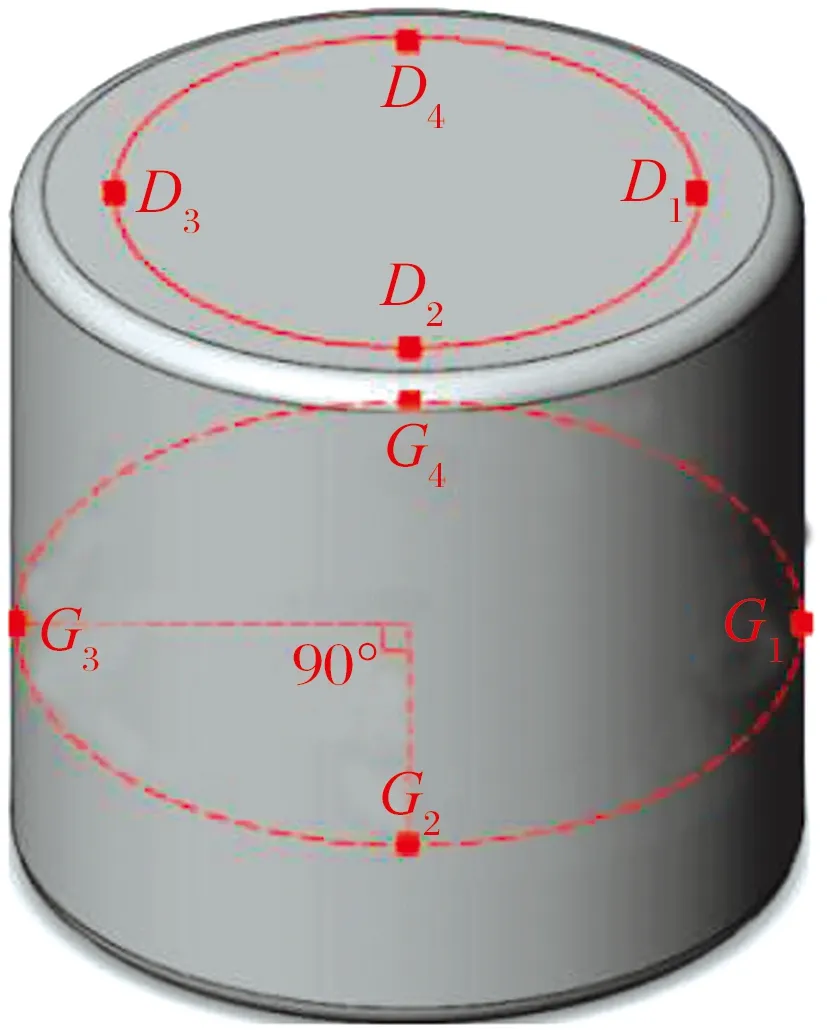
圖4 圓柱滾子表面粗糙度測(cè)量位置

2 試驗(yàn)結(jié)果與討論
2.1 拋光槽轉(zhuǎn)速對(duì)表面粗糙度的影響

2.2 磨粒濃度對(duì)表面粗糙度的影響


圖6 工件表面粗糙度隨磨粒濃度的變化
2.3 磨粒平均粒徑對(duì)表面粗糙度的影響
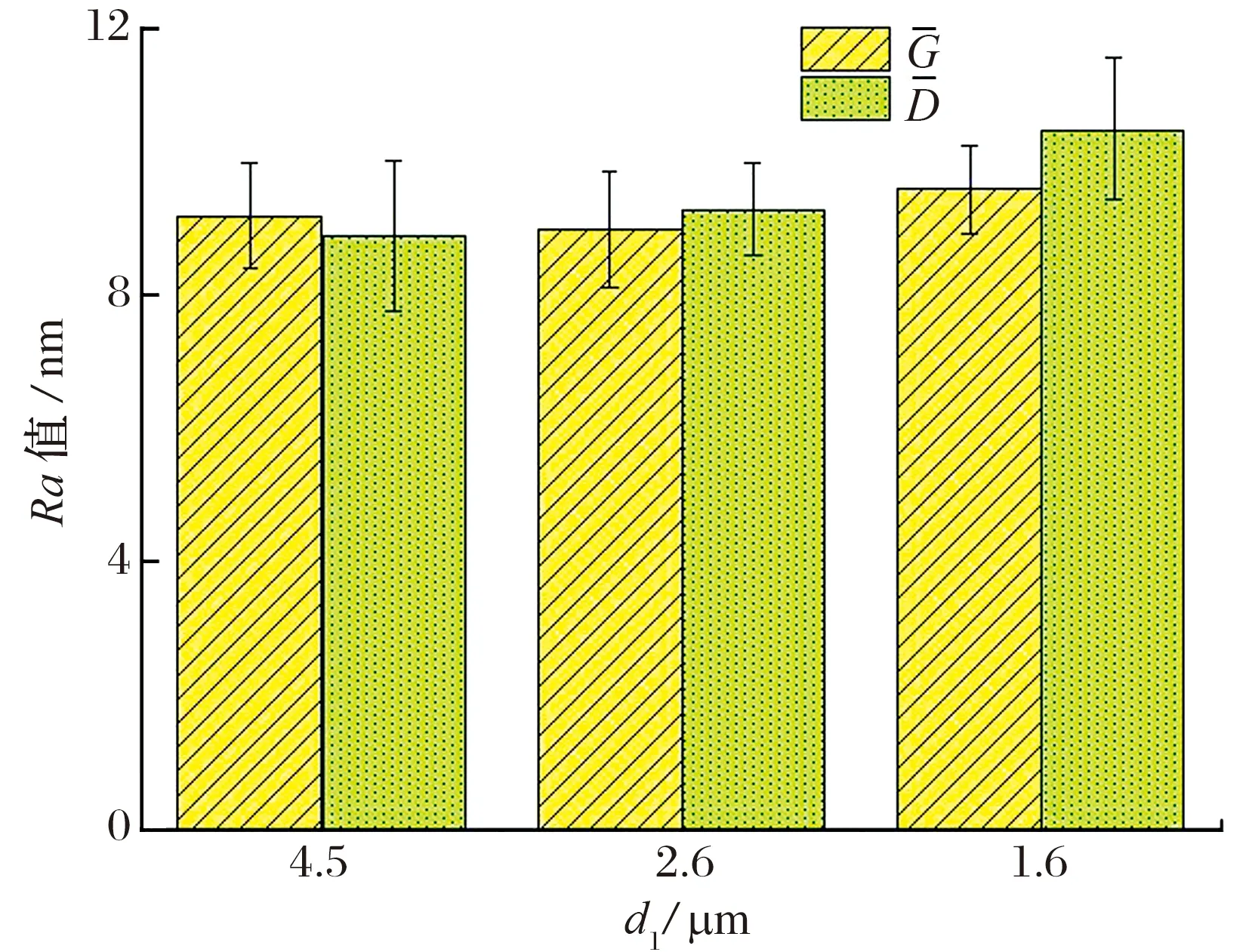
圖7 工件表面粗糙度隨磨粒平均粒徑的變化
2.4 優(yōu)選參數(shù)條件下的拋光試驗(yàn)結(jié)果
根據(jù)上述試驗(yàn)分析,為了獲得高表面質(zhì)量,最優(yōu)的參數(shù)組合為:磨粒平均粒徑為4.5 μm,磨粒濃度為15%,拋光槽轉(zhuǎn)速為65 r/min。在該組合下進(jìn)行3組重復(fù)性試驗(yàn),拋光90 min后,圓柱滾子滾動(dòng)面表面粗糙度平均值由初始的(128.7±2.5)nm降至(9.8±1.1)nm,端面的表面粗糙度平均值由初始的(134.5±2.7)nm降至(9.4±1.3)nm。力流變拋光前后圓柱滾子的表面微觀圖像和表面三維形貌如圖8和圖9所示:加工前的滾子表面比較粗糙,存在大量劃痕,表面凸峰高度為微米級(jí);力流變拋光后,表面劃痕數(shù)量顯著減少,表面形貌得到明顯改善。
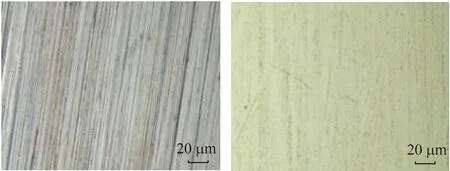
(a) 拋光前 (b) 拋光后
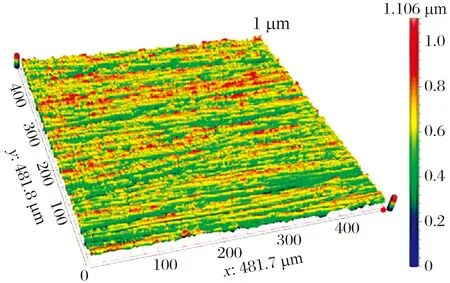
(a) 拋光前
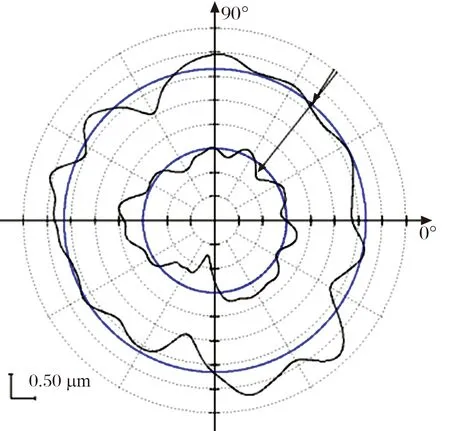
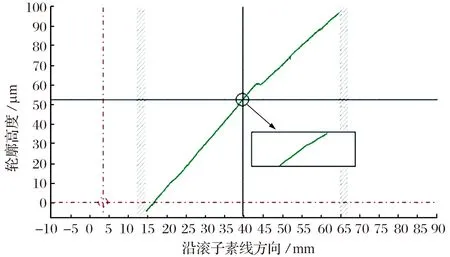
力流變拋光后的圓柱滾子如圖10所示:拋光后的圓柱滾子表面質(zhì)量得到顯著提升,呈現(xiàn)出鏡面效果,無(wú)劃痕、凹坑等表面缺陷。拋光前、后對(duì)圓柱滾子外圓中段圓度進(jìn)行測(cè)量,結(jié)果如圖11所示:拋光后滾子的圓度平均值從初始的(1.318±0.3)μm降至(0.464±0.1)μm。對(duì)圓柱滾子拋光前后的直徑進(jìn)行測(cè)量,測(cè)量結(jié)果取平均值,拋光前、后的滾子平均直徑分別為50.454,50.451 mm,拋光前后圓柱滾子直徑變化為0.003 mm。使用Form Talysurf i-Series輪廓儀對(duì)拋光前后的圓柱滾子素線進(jìn)行檢測(cè),測(cè)量長(zhǎng)度為50 mm,得到滾子的素線輪廓如圖12所示:拋光后滾子素線沒(méi)有出現(xiàn)中部?jī)?nèi)凹現(xiàn)象,拋光前素線輪廓最低點(diǎn)與最高點(diǎn)的差值為103.61 μm,拋光后差值為89.52 μm,拋光后的素線輪廓有所改善。
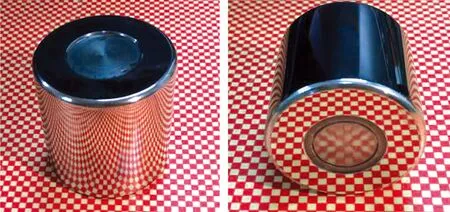
圖10 力流變拋光后的圓柱滾子
(a) 拋光前
(a) 拋光前
3 結(jié)論
為提高圓柱滾子的表面質(zhì)量,對(duì)直徑50 mm的圓柱滾子進(jìn)行力流變拋光試驗(yàn),并研究工藝參數(shù)對(duì)滾子表面粗糙度的影響,得到主要結(jié)論如下:
1)拋光槽轉(zhuǎn)速對(duì)工件表面粗糙度的影響較大,拋光槽轉(zhuǎn)速越大,表面粗糙峰的去除效率越高,拋光后的表面粗糙度值越低;磨粒濃度對(duì)工件表面粗糙度有一定影響,磨粒濃度越大,參與材料去除的磨粒數(shù)量越多,材料去除率越高,但是當(dāng)濃度超過(guò)某一臨界值時(shí),會(huì)導(dǎo)致剪切增稠效果被破壞,表面粗糙度改善程度降低;磨粒平均粒徑對(duì)工件表面粗糙度的影響較小。
2)在優(yōu)選參數(shù)條件下進(jìn)行拋光試驗(yàn),工件在磨粒(Al2O3)平均粒徑為4.5 μm,磨粒濃度為15%,拋光槽轉(zhuǎn)速為65 r/min,工件傾斜角度為10°條件下力流變拋光90 min后,圓柱滾子滾動(dòng)面表面粗糙度平均值由初始的(128.7±2.5)nm降至(9.8±1.1)nm,端面的表面粗糙度平均值由初始的(134.5±2.7)nm降至(9.4±1.3)nm;圓柱滾子外圓中段的平均圓度從初始的(1.318±0.3)μm降至(0.464±0.1)μm。