一起滑行車類游樂設施軌道對接焊縫開裂的案例分析
2023-09-08 00:54:00陳亞文周顯元
中國特種設備安全 2023年8期
成 浪 陳亞文 周顯元
(湖南省特種設備檢驗研究院 長沙 410117)
2022 年3 月2 日,筆者和同事在某游樂場內對1臺某廠新生產的滑行車類大型游樂設施進行軌道對接焊縫探傷時發現,其軌道對接焊縫存在細小裂紋。繼續打磨后復探,發現裂紋擴大呈蛛網狀,按照作業指導書的要求進行擴探50%,發現軌道對接焊縫存在大量焊接裂紋缺陷。隨即要求生產單位對軌道對接焊縫進行100%無損探傷。
1 問題描述
按照《游樂設施監督檢驗規程(試行)》中2.5項的要求,對20%的軌道對接焊縫進行磁軛法探傷[1],使用A1-30/100 型標準試片,靈敏度符合要求。經過探傷發現,圓形軌道對接環焊縫存在多處明顯裂紋。后期對全部軌道對接焊縫進行100%的無損探傷發現,裂紋主要分布在第11 至第18 立柱之間的軌道對接焊縫,為坡度較大的部分。裂紋主要集中于焊縫旁邊1 ~5 mm 處( 見圖1、 圖2), 位于焊接熱影響區。

圖1 軌道對接焊縫裂紋1

圖2 軌道對接焊縫裂紋2
根據生產單位設計要求,安裝時在軌道對接處加裝了一個φ65 mm×3 mm 的內襯環,但是與軌道內壁之間存在間隙。當軌道對接焊縫裂紋完全開裂時,內襯環只能起到一時的支撐作用,很可能會直接從軌道對接處脫落,無法持久起到支撐保護作用。這對于設備的運行安全以及乘客的人身安全是一個極大的安全隱患。
2 焊接工藝及檢驗要求
根據生產單位的焊接工藝要求,軌道對接焊縫焊接方法為SMAW 手工電弧焊,坡口夾角為60°,坡口深度為2 mm,分內外兩道。焊接材料為J422(即E4303)焊條,要求焊條受潮嚴禁使用,需經過150 ~170 ℃烘焙后使用,保溫時間為30 ~60 min。焊接過程如下:
1)焊前檢查,清除被焊處附近 20 mm 范圍內油、銹、水等雜物直至露出金屬光澤,檢查坡口角度及尺寸。
2)組對檢驗,坡口間隙、錯邊量等應符合設計圖樣規定及施工要求。
3)點焊固定,點焊長度為 10 ~20 mm。
4)在定位焊縫上引弧。
5)應對前一層焊縫仔細清渣,特別是死角處的熔渣更要清理干凈。
6)清渣,表面檢查合格、按序施焊,層與層間清渣。
7)不允許有漏焊、夾渣、氣孔、裂紋及咬邊等缺陷。
8)打磨后焊縫與母材應平滑過渡。
9)在施焊記錄中記錄焊工代號。
10)檢測方法為VT 和MT,檢驗標準為GB/T 34370.2—2017《游樂設施無損檢測 第2 部分:目視檢測》和GB/T 34370.3—2017《游樂設施無損檢測第3 部分:磁粉檢測》。
3 資料審查及標準要求
該設備為2021 年9 月制造完成出廠,2021 年12月完成安裝調試。查詢生產單位提供的設計文件鑒定以及型式試驗報告規定,該軌道為圓鋼軌道,選用鋼材為20#鋼,尺寸為φ76 mm×4 mm,為外購部件。現場復驗尺寸與資料相符合。
根據GB/T 18159—2019《滑行車類游樂設施通用技術條件》中附錄A 規定,該設備軌道采用對接接頭對接焊縫,焊縫等級為Ⅱ級[2];GB 8408—2018《大型游樂設施安全規范》中6.4.6.2 條規定,應對Ⅱ級焊縫進行100%磁粉無損檢測、100%目視檢測[3]。磁粉無損檢測方法按GB/T 34370.3—2017 相關規定進行,合格級別為I 級[4]。
4 材質分析
在現場截取了一段φ76 mm×4 mm 的圓鋼軌道進行了金相分析和光譜分析,金相組織形貌見圖3。
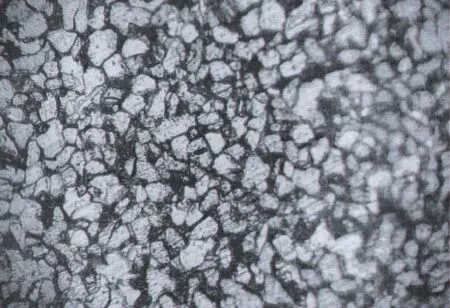
圖3 軌道鋼顯微組織(200×)
由圖3 可知,主要材質為鐵素體+珠光體,符合20#鋼熱軋狀態下顯微組織。光譜分析(見表1)顯示,鋼材硫、磷等雜質含量沒有超標,符合20#鋼的特征要求。
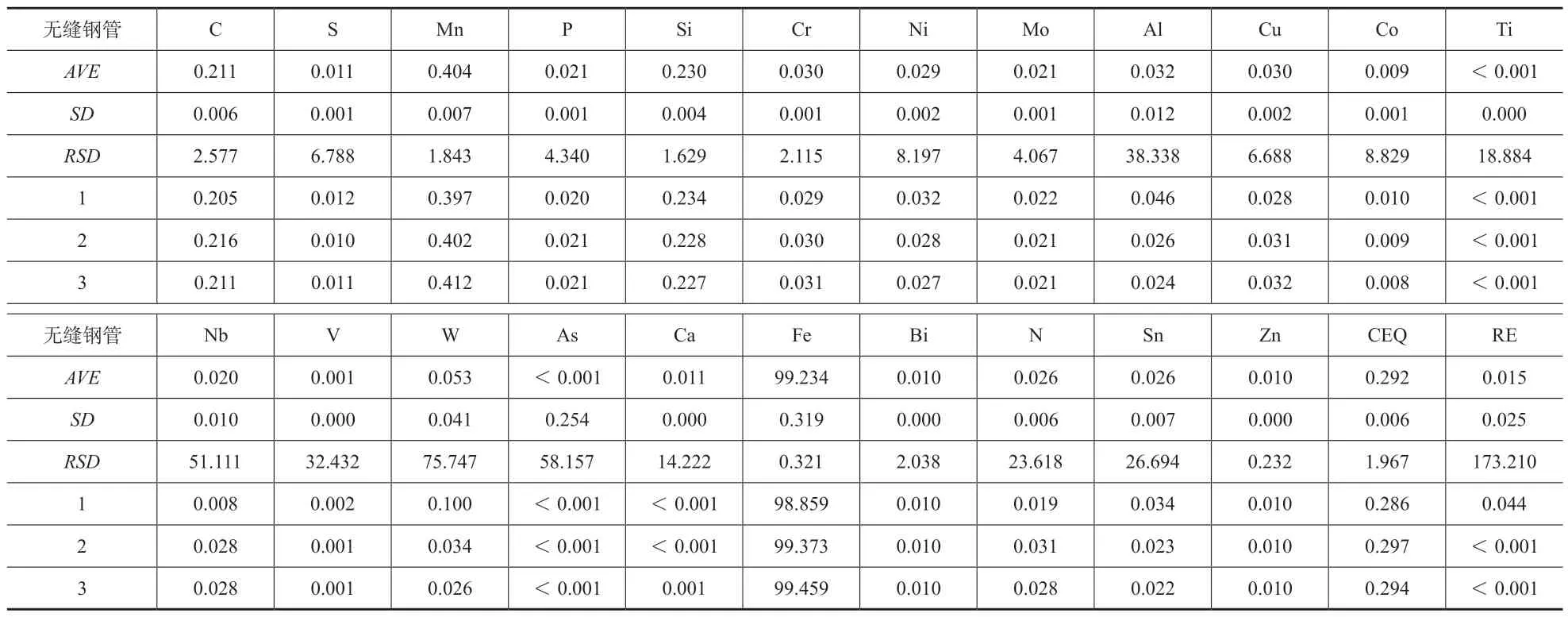
表1 光譜分析數據%
5 原因分析
5.1 施焊環境不符合要求
根據GB 50661—2011《鋼結構焊接規范》中7.5項的要求:“當焊接作業處于下列情況之一時嚴禁焊接:
1)焊接作業區中相對濕度大于90%;
2)焊件表面潮濕或暴露于雨、冰、雪中。
焊接環境溫度低于0 ℃但不低于-10 ℃時,應采取加熱或防護措施,應確保焊接處各方向不小于2倍板厚且不小于100 mm 范圍內的母材溫度,不低于20 ℃或規定的最低預熱溫度二者的較高值,且在焊接過程中不應低于這一溫度。”[5]
經調取監控記錄,施焊時現場環境為下雨天,溫度為2 ℃,濕度達98%。現場環境不符合該軌道對接焊縫施焊要求,且焊接工人未做相應焊接區域的防護措施。
5.2 施焊前未對焊條進行再烘干及保溫處理
根據GB 50661—2011 中7.2.3 項的要求,“酸性焊條保存時應有防潮措施,受潮的焊條使用前應在100 ~150 ℃范圍內烘焙1 ~2 h。”[5]焊材使用前,焊絲需去除油、銹;保護氣體應保持干燥。除真空包裝外,焊條、焊劑應按產品說明書規定的規范進行再烘干,經烘干之后可放入保溫箱內(100 ~150 ℃)待用。現場施焊時,焊條開封后,焊接工人便將焊條放置在施焊現場旁邊,被雨水打濕。焊接工人違規采用濕焊條施焊。
5.3 裂紋產生機理
根據《焊接冶金原理》,按照裂紋形成的本質特征,可分為熱裂紋、冷裂紋、再熱裂紋等幾大類[6]。
此次案例中軌道對接焊縫裂紋屬于其中的冷裂紋。1)由于施焊人員在焊接過程中沒有清除被焊處附近20 mm 范圍內油、銹、水等雜物,坡口表面存在鐵銹、油污等附著物,這些附著物存在一定形態和數量的水分,在焊接冶金過程中,釋放出來的氫被焊接熔池吸收,導致金屬中的氫增加;2)由于是露天作業,沒有采取遮雨措施,雨水極有可能滴入熔池,也會增加焊縫內部氫含量;3)沒有密封的焊條在放置過程中會吸附空氣中的水蒸氣,尤其在潮濕的天氣,焊條藥皮吸收水分很快。用潮濕的焊條進行焊接,也會增加氫的產生。焊接時,電弧高溫會使水分熱分解產生氫,由于焊接環境溫度低,增加了焊接熱影響區與焊接母材之間的溫度梯度,就會導致焊縫及熱影響區的冷卻速度增大。焊縫及熱影響區冷卻速度過快,過多的氫氣來不及從金屬晶格逸出即被固化的金屬包裹在焊縫及熱影響區中。因此,焊縫過多的氫含量是造成此案例中裂紋產生的主要因素,根據現場觀察,焊接裂紋主要分布在焊接熱影響區,大部分平行于焊縫走向,這屬于典型的氫致裂紋。
6 改進措施
6.1 嚴格控制焊接工藝
根據焊接工藝的要求,焊前對焊口及附近進行清理,清除被焊處附近 20 mm 范圍內油、銹、水等雜物直至露出金屬光澤。在低溫環境下,可按照GB 50661—2011 中7.5 項的要求,在施焊處各方向不小于2 倍板厚且不小于100 mm 范圍內的母材溫度,加熱至20 ℃[5]。原則上一條焊縫應一次焊接完成,若有中斷,在重新焊接前應仔細檢查和清渣。如發現缺陷,應進行處理,達到合格后,方可重新預熱施焊。對軌道對接焊縫等重要焊縫應當進行100%磁粉探傷和部分內部探傷。如發現質量問題,及時反饋。無損檢測人員須取得相應資格的特種設備無損檢測人員證書后,才能從事相應的工作。
6.2 加強焊條現場管理
為防止焊條受潮,生產單位應加強焊條的保管措施:不隨意拆開焊條包裝,盡量做到現用現拆,焊完后將剩余的焊條密封起來。焊條必須存放于通風良好、干燥的材料庫中。焊條的發放和使用管理采取以下措施:堿性低氫型焊條在使用前必須烘干,一般為350 ℃,烘干1 h。緩慢加熱,保溫、緩冷。烘干后的堿性低氫焊條最好放入另一溫度控制箱內(80 ~100 ℃) 存放, 隨用隨取。 酸性焊條在100 ~150 ℃范圍內烘焙1 ~2 h。焊條放在保溫筒內。保溫筒在使用時要及時關閉,在保溫筒內可放適量硅膠以吸潮。焊工在焊接過程中,手中不得有多余焊條,以減少焊條受潮機會。一次領出用不完的焊條,下次用時重新烘干。焊條烘干次數不得超過2 次。
另外,在焊條藥皮中加入適量的CaF2,熔渣中含有的CaF2能夠從氫的氧化物當中奪取氫,生成化學性質更穩定且不溶于液體金屬的HF 氣體,降低了氫在焊接氣氛中的濃度和活度,抑制氫與液體金屬的冶金反應,最終降低焊縫金屬中的含氫量[6]。
6.3 加強焊接質量管理
生產單位應當明確關鍵焊接質量控制點,尤其是對于需要在安裝現場進行施焊的重要焊縫,要由公司的技術質量部門進行重點跟蹤和監控。保證現場焊接條件符合焊接工藝要求,焊接人員按照焊接工藝要求進行施焊。在沒有確認重要焊縫符合相關技術標準要求時,不應當進行下一步施工。
6.4 加強軌道日常檢查
該設備軌道對接焊縫多處進行了重新打磨補焊,使用單位以及檢驗人員應將軌道相關檢查項目作為重點檢查對象,增加檢查頻次,定期對軌道對接焊縫進行無損檢測。發現焊縫異常,應及時通知生產單位并告知當地特種設備監察機構,對軌道進行安全評估。
7 結束語
目前,大多數滑行車類大型游樂設施軌道連接都涉及對接焊縫,現場施焊安裝,現場的施焊環境以及施焊條件難以與在廠房車間內的作業條件相比較。
部分生產單位在圓鋼軌道對接處增加了內環,以提高焊接的可靠性,減少焊趾的未焊透,同時一定程度提高了軌道的可靠性。在焊縫開裂,軌道斷開的情況下,內環可以對軌道起到一定的支撐作用。因此,部分安裝人員及使用單位維保人員對軌道焊縫產生裂紋危害性的警覺性降低了,沒有引起重視。可以考慮改進生產工藝,將軌道連接方式改為軌道對接焊縫+螺栓連接的方式,更加安全有效。
因此更需要加強此類大型游樂設施安裝現場質量控制,同時,也提醒檢驗人員,應當對大型游樂設施現場安裝的質量加強檢驗。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
