超聲波技術(shù)在發(fā)動(dòng)機(jī)再制造中的研究與應(yīng)用★
2023-08-31 09:35:06王連宏李曉霞張雪冬
機(jī)械管理開發(fā) 2023年7期
王連宏, 李 崢, 李曉霞, 張雪冬, 王 剛
(山西柴油機(jī)工業(yè)有限責(zé)任公司, 山西 大同 037036)
0 引言
發(fā)動(dòng)機(jī)再制造時(shí),需要對(duì)零件表面的硬度和強(qiáng)度進(jìn)行測(cè)量,評(píng)估其零件的使用壽命,如曲軸、連桿、凸輪軸、氣缸套、活塞、齒輪等關(guān)鍵件,決策是否具有再制造的價(jià)值。傳統(tǒng)的硬度測(cè)試方法一般采用壓入法、回跳法及刻劃法,如洛氏硬度(HRA、HRB、HRC)、布氏硬度(HB)、維氏硬度(HV)、肖氏硬度(HS)、里氏硬度(HL)、莫氏硬度等,這種方法測(cè)量后在表面上存在壓痕、計(jì)算繁瑣、效率低、測(cè)量結(jié)果重復(fù)性差、不能用于較大件、較薄件及成品件的測(cè)量,且測(cè)量成本高、測(cè)量技術(shù)對(duì)操作人員的技能要求較高;制造新品過程的強(qiáng)度檢測(cè)一般采用樣塊或解剖的方法,對(duì)于再制造零件無(wú)法經(jīng)濟(jì)、快速、全面的完成。因此,制造新品采用的方法很難適用于已經(jīng)成品的發(fā)動(dòng)機(jī)零部件再制造和對(duì)測(cè)量速度有較高要求的生產(chǎn)場(chǎng)合[1]。本文通過運(yùn)用超聲波技術(shù),針對(duì)發(fā)動(dòng)機(jī)再制造零件的表面硬度和強(qiáng)度進(jìn)行測(cè)量,通過計(jì)算機(jī)處理,即可讀出根據(jù)頻率變化轉(zhuǎn)換得到的實(shí)際硬度值,實(shí)現(xiàn)了對(duì)再制造零件表面硬度在現(xiàn)場(chǎng)的無(wú)損快速檢測(cè),滿足了發(fā)動(dòng)機(jī)的再制造要求。
1 無(wú)損檢測(cè)技術(shù)來(lái)源與優(yōu)勢(shì)
傳統(tǒng)的測(cè)量方法由于其局限性,如需要較長(zhǎng)時(shí)間的加載且在試件上留有較大壓痕,已經(jīng)不能勝任現(xiàn)代生產(chǎn)發(fā)展對(duì)硬度和強(qiáng)度檢測(cè)提出的快速、無(wú)損、在線的新要求[2]。美國(guó)學(xué)者C.Kleesattel 博士通過多年研究,于20 世紀(jì)60 年代初建立了以“接觸柔順性”來(lái)定義硬度的概念,并從此定義出發(fā),提出了超聲接觸阻抗(UCI)硬度測(cè)量方法[3-4]。隨著科學(xué)技術(shù)的發(fā)展,近幾年利用超聲技術(shù)實(shí)現(xiàn)硬度和強(qiáng)度的無(wú)損、快速檢測(cè)均得到了大量的應(yīng)用。這種超聲實(shí)施因施加載荷小、時(shí)間短,與傳統(tǒng)測(cè)量方法比較具有不損傷零件表面、測(cè)量快速,可以實(shí)現(xiàn)再制造零件的HV、HB、HRA、HRB、HRC、HSD 的硬度與強(qiáng)度測(cè)量,在生產(chǎn)現(xiàn)場(chǎng)具有很高的適用性。
2 發(fā)動(dòng)機(jī)再制造的檢測(cè)需求分析
2.1 測(cè)量后的表面不能出現(xiàn)痕跡
發(fā)動(dòng)機(jī)再制造時(shí),所有零部件均為成品狀態(tài),特別是發(fā)動(dòng)機(jī)的曲軸、連桿等關(guān)鍵件對(duì)表面質(zhì)量要求很高,再制造過程不得出現(xiàn)任何的表面質(zhì)量缺陷。而傳統(tǒng)的硬度測(cè)量方法,易于造成零件表面產(chǎn)生壓痕導(dǎo)致零件報(bào)廢。
2.2 大型、重型零件快捷高效測(cè)量
曲軸是發(fā)動(dòng)機(jī)較大較重且關(guān)鍵的零件,其硬度高低和強(qiáng)度大小非常關(guān)鍵,一般的硬度測(cè)量?jī)x無(wú)法滿足現(xiàn)場(chǎng)零件再制造時(shí)的快捷高效測(cè)量,且無(wú)法實(shí)現(xiàn)強(qiáng)度的分析與評(píng)估。
2.3 現(xiàn)場(chǎng)100%全檢的測(cè)量
發(fā)動(dòng)機(jī)的再制造零件的硬度或強(qiáng)度要求在現(xiàn)場(chǎng)100%檢驗(yàn), 以評(píng)估和驗(yàn)證再制造零件的使用壽命,保證再制造發(fā)動(dòng)機(jī)的質(zhì)量和可靠性。傳統(tǒng)的測(cè)量方法無(wú)法滿足發(fā)動(dòng)機(jī)再制造零件的現(xiàn)場(chǎng)快速全檢需求。
3 超聲波技術(shù)應(yīng)用與驗(yàn)證
超聲波硬度測(cè)量技術(shù)是利用一定長(zhǎng)度的超聲波傳感器桿的諧振頻率(其高于超聲波的振動(dòng)頻率2×104Hz)隨桿的自由端被固緊的程度(即壓頭與試件表面接觸面積的變化)而變化的特性,通過比較計(jì)量的方法來(lái)測(cè)定試件的硬度[4]。通過利用超聲技術(shù)對(duì)再制造發(fā)動(dòng)機(jī)的曲軸、連桿、凸輪軸、齒輪、進(jìn)/排氣門、活塞銷、高強(qiáng)螺栓等殼體類、軸類、盤類等100 余種零部件進(jìn)行了硬度和強(qiáng)度檢測(cè),取得了滿意的效果。
3.1 薄壁零件的硬度檢測(cè)
采用臺(tái)式硬度計(jì)測(cè)量薄壁零件的硬度時(shí),壓痕面積大;不同材料需要更換不同直徑的壓頭,且需要改變?cè)囼?yàn)力;特別是對(duì)于薄空腔及薄壁零件的硬度測(cè)量,容易產(chǎn)生彎曲、塌陷變形,造成較大的測(cè)量誤差,甚至造成零件報(bào)廢。發(fā)動(dòng)機(jī)中薄空腔及薄壁零件較多,如氣缸墊、飛輪殼等,其硬度不僅要求范圍較大,且要求不同的硬度。實(shí)踐證明,應(yīng)用超聲硬度計(jì),在某型號(hào)發(fā)動(dòng)機(jī)再制造的氣缸墊、飛輪殼、氣門推桿、氣門座、活塞環(huán)等得到了應(yīng)用,實(shí)現(xiàn)了各種薄空腔及薄壁零件不同硬度的精確測(cè)量。
3.2 外形較大零件的硬度和強(qiáng)度檢測(cè)
曲軸箱、曲軸等均屬于發(fā)動(dòng)機(jī)的較大形零件,在生產(chǎn)制造過程中均采用試樣法間接測(cè)量并驗(yàn)證,而發(fā)動(dòng)機(jī)再制造的零件屬于成品,無(wú)法再取其試樣,且零件外形尺寸較大無(wú)法放在臺(tái)式硬度計(jì)上測(cè)量。應(yīng)用超聲波技術(shù),不僅解決了大型成品零件的硬度測(cè)量,而且還同步實(shí)現(xiàn)了強(qiáng)度的測(cè)量和評(píng)估。
3.3 精密零件的硬度檢測(cè)
三大精密偶件和活塞銷等,均屬于發(fā)動(dòng)機(jī)的精密零件,這些零件的有效價(jià)值較高,再制造意義非常重要。而采用一般的壓入法測(cè)量該種零件的硬度,容易在原有表面出現(xiàn)壓痕,破壞高精度的表面完整性,造成零件報(bào)廢。應(yīng)用超聲波技術(shù)測(cè)量精密零件時(shí),不僅壓痕幾乎為“零”,而且原來(lái)的配合精度不會(huì)破壞,零件的再利用率大幅提升。
3.4 大長(zhǎng)徑比零件的硬度檢測(cè)
凸輪軸等軸類零件屬于發(fā)動(dòng)機(jī)大長(zhǎng)徑比非圓性關(guān)鍵件,用臺(tái)式硬度計(jì)測(cè)軸頸硬度時(shí)易撅起,即使采用支架夾具,測(cè)量誤差也比較大。應(yīng)用超聲硬度計(jì)可直接在凸輪頂部、軸頸任何部位進(jìn)行測(cè)量,且測(cè)量的硬度值誤差較小。結(jié)果表明,凸輪軸檢測(cè)速度和生產(chǎn)效率不僅大大提高,而且未對(duì)零件表面造成破壞,極大地降低了再制造成本。同時(shí)現(xiàn)場(chǎng)使用的適宜性高,可實(shí)現(xiàn)硬度的100%檢測(cè),有利于提升再制造發(fā)動(dòng)機(jī)可靠性。凸輪軸無(wú)損測(cè)量見圖1。

圖1 凸輪表面硬度測(cè)量
3.5 較小直徑的桿類零件硬度檢測(cè)
高強(qiáng)度螺栓、氣門、撥叉軸、搖臂軸等屬于發(fā)動(dòng)機(jī)再制造的重要零件,再制造率100%。由于此種零件的桿部直徑較小,采用臺(tái)式硬度計(jì)測(cè)量時(shí),不僅使其表面產(chǎn)生壓痕,而且需要按相關(guān)標(biāo)準(zhǔn)對(duì)硬度值進(jìn)行修正,測(cè)試結(jié)果分散度較大。應(yīng)用超聲檢測(cè)技術(shù)是實(shí)現(xiàn)較小直徑的桿類零件硬度檢測(cè)最有效方法之一。
3.6 帶有弧面的復(fù)雜零件的硬度檢測(cè)
氣門搖臂和氣門推桿的頭部圓柱面等,均屬于發(fā)動(dòng)機(jī)再制造帶有弧面的復(fù)雜零件。采用傳統(tǒng)的壓入法測(cè)量前需要將圓弧面打磨平整,導(dǎo)致零件報(bào)廢。實(shí)踐證明采用超聲波技術(shù)測(cè)量弧面硬度不僅方便、快捷,而且在保證零件完好的情況下,可實(shí)現(xiàn)現(xiàn)場(chǎng)100%測(cè)量。
4 影響超聲測(cè)量精度的因素分析
通過對(duì)某型號(hào)發(fā)動(dòng)機(jī)再制造,發(fā)現(xiàn)影響超聲測(cè)量精度的因素主要有被測(cè)零件表面粗糙度、探頭與被測(cè)零件之間的傾角、探測(cè)頭力值以及被測(cè)零件的尺寸因素等。
4.1 被測(cè)零件表面粗糙度的影響
將氣門桿部分別加工成表面粗糙度Ra 為0.4 μm、0.8 μm、2.0 μm 和3.2 μm四組零件,測(cè)量結(jié)果見表1。當(dāng)零件表面粗糙度Ra>2.0 μm 時(shí),多次硬度測(cè)量結(jié)果的重復(fù)性偏差較大。數(shù)據(jù)分析表明:零件表面質(zhì)量越低,對(duì)超聲振桿壓頭的受阻就越大,諧振頻率就越高,導(dǎo)致硬度測(cè)量誤差相對(duì)增加。

表1 表面粗糙度對(duì)測(cè)量值的影響
4.2 測(cè)量頭與被測(cè)零件之間傾角的影響
超聲波硬度計(jì)的測(cè)量機(jī)理是利用帶有超聲傳感器桿的探頭與被測(cè)零件表面接觸時(shí),其諧振頻率隨零件硬度改變的特性得出實(shí)際硬度的測(cè)量值,諧振頻率的敏感性與探頭擺放位置的正確性有很大關(guān)系。如果探頭與被測(cè)零件之間產(chǎn)生一定角度,造成測(cè)量誤差增大。壓頭軸線傾角與硬度示值偏差的關(guān)系見圖2。由圖2 可知,測(cè)量頭與被測(cè)零件之間傾角<3°時(shí),偏差較小。
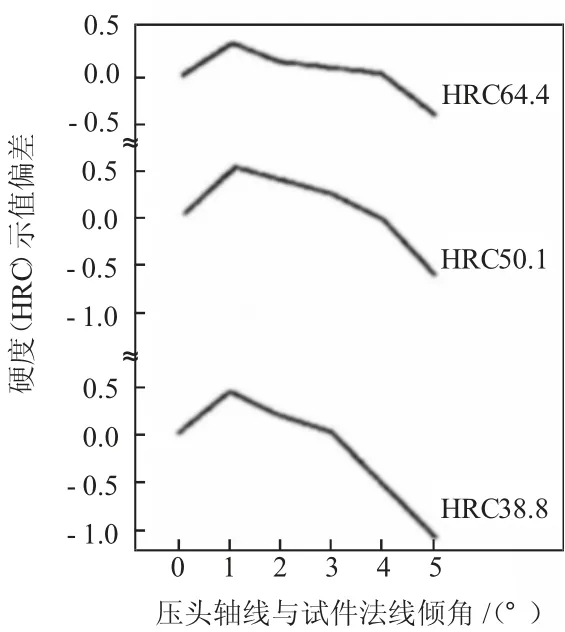
圖2 壓頭軸線傾角與硬度示值偏差的關(guān)系
4.3 測(cè)量頭力值大小的影響
針對(duì)HRC45 的標(biāo)準(zhǔn)件進(jìn)行硬度測(cè)量試驗(yàn),采用不同的測(cè)量頭力值檢測(cè)零件表面硬度,測(cè)量結(jié)果見表2。由表2 數(shù)據(jù)分析可知,測(cè)量頭力值越大,其硬度測(cè)量誤差就越大。實(shí)踐所得,手握測(cè)量頭接觸到被檢零件表面即可。
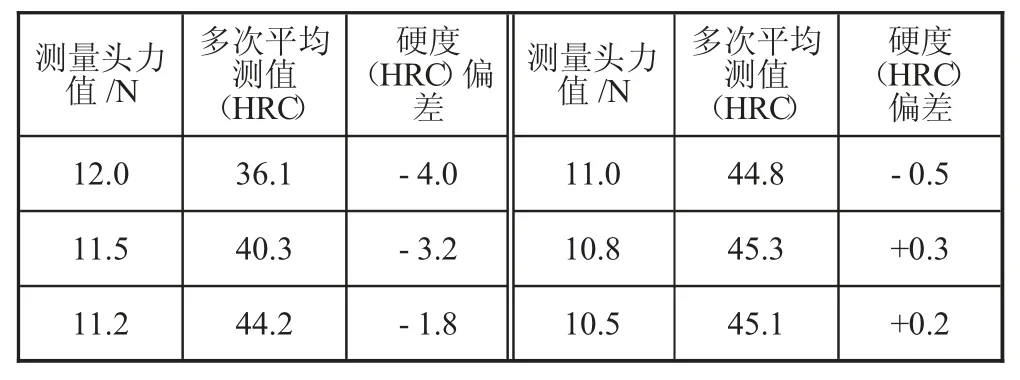
表2 力值對(duì)測(cè)量結(jié)果的影響
4.4 被測(cè)零件的尺寸因素
對(duì)于質(zhì)量較小和厚度較薄的零件,測(cè)量時(shí)因產(chǎn)生振動(dòng)而導(dǎo)致測(cè)量精度不準(zhǔn)確。根據(jù)實(shí)際檢測(cè)分析,因振動(dòng)引起的硬度(HRC)測(cè)量誤差最大可達(dá)10。
5 提高測(cè)量精度的措施
1)測(cè)量前對(duì)再制造零件的表面進(jìn)行拋光處理,表面必須干凈,沒有油、油脂以及灰塵。盡量使零件表面粗糙度Ra<1.6 μm,且保證零件表面各處組織具有一定的均勻性,否則通過多點(diǎn)、多次測(cè)量取其平均值。
2)在直接測(cè)量零件時(shí),要可靠且平穩(wěn)地握住探頭,將探頭接觸到零件表面上并保持與零件表面之間<3°,不要晃動(dòng),然后用10 N 的力把探頭壓到零件表面上,時(shí)間長(zhǎng)短以顯示出穩(wěn)定的硬度讀數(shù)值為準(zhǔn)。
3)測(cè)量前應(yīng)采用標(biāo)準(zhǔn)塊對(duì)硬度計(jì)進(jìn)行校準(zhǔn),對(duì)于所測(cè)的數(shù)值精度和重復(fù)性精度超過規(guī)定范圍時(shí),應(yīng)重新進(jìn)行標(biāo)定。
4)對(duì)于質(zhì)量≥1 kg、厚度≥3 mm 的零件可直接測(cè)量;對(duì)于質(zhì)量<1 kg、厚度<3 mm 的零件時(shí),應(yīng)將零件放置在固定的平臺(tái)或底座上,以避免共振或者共振震蕩,降低測(cè)量精度。
5)對(duì)于直徑≥5 mm 的盲孔或凹槽等狹小空間時(shí)可直接測(cè)量;對(duì)于直徑<5 mm 的狹窄或較深凹槽時(shí),測(cè)量前應(yīng)取下硬度計(jì)探頭的保護(hù)帽,且測(cè)量時(shí)請(qǐng)勿快速向下按探頭,以避免測(cè)量精度出現(xiàn)誤差和損壞硬度計(jì)的金剛石壓頭等。
6 結(jié)語(yǔ)
本文通過開展超聲波技術(shù)在發(fā)動(dòng)機(jī)再制造中的研究與應(yīng)用,不僅實(shí)現(xiàn)了再制造零件硬度和強(qiáng)度在現(xiàn)場(chǎng)的大批量100%檢驗(yàn),而且提高了再制造零件的檢測(cè)質(zhì)量和效率,為提升再制造發(fā)動(dòng)機(jī)的可靠性奠定了堅(jiān)實(shí)基礎(chǔ)。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
民用飛機(jī)設(shè)計(jì)與研究(2019年2期)2019-08-05 01:33:40
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
