激光焊接設(shè)備在鈑金加工中的應(yīng)用
2023-08-30 03:34:44沈金鵬蘇州市鐳極激光技術(shù)有限公司
鈑金與制作 2023年6期
文/沈金鵬·蘇州市鐳極激光技術(shù)有限公司
近年來,激光焊接在市場上走勢火爆,得益于鈑金焊接工藝的升級突破。現(xiàn)如今,焊接人工、打磨人工成本偏高,而且這些崗位人員非常急缺,再加上國內(nèi)激光焊接在大環(huán)境下設(shè)備集成商的上游如光源、槍頭系統(tǒng)等大幅度的降價,導致設(shè)備的價格會更加親民,更多的鈑金企業(yè)也能花很小的投入帶來設(shè)備的升級換代,這些都是導致激光焊接在市場火爆的重要原因。
激光焊接設(shè)備的特點及優(yōu)勢
手持式激光焊接設(shè)備和自動化激光焊接設(shè)備在鈑金中的應(yīng)用比較普遍,大部分鈑金企業(yè)加工材料大多為薄板或中厚板,材料多以冷板、鍍鋅板、不銹鋼板、鋁板為主,而手持式激光焊接設(shè)備是鈑金企業(yè)更快上手的一種激光焊接設(shè)備,如圖1 所示,屬于入門級產(chǎn)品,對操作人員技能水平要求不高,只需普通焊接工人即可,不需要有經(jīng)驗的老師傅即可完成操作。與傳統(tǒng)的氬弧焊、氣保焊相比,焊接速度快,變形可控、成形漂亮;如果沒有特殊要求,基本可以做到焊后不打磨或者輕微打磨處理即可。

圖1 手持式激光焊接設(shè)備
過去業(yè)內(nèi)人士普遍認為只有高大上的加工需求才可以用得上激光焊接,現(xiàn)在,隨著技術(shù)的發(fā)展,激光焊接正在拓展到新的市場領(lǐng)域,包括金屬柵欄、衛(wèi)浴件、機箱、機柜、櫥柜、護欄等產(chǎn)品的焊接,這類焊接往往不規(guī)則,多品種小批量,不需要夾具就可以進行焊接,而手持式激光焊接正是這樣細分市場的一把利器。
激光焊接首推的一款設(shè)備就是手持式激光焊設(shè)備。第一代手持式激光焊設(shè)備不帶填絲裝置,焊接時對鈑金產(chǎn)品的工藝設(shè)計、下料精度以及折彎精度要求非常高,通過鈑金工廠多次測試后推出帶填絲裝置,這樣對大多數(shù)鈑金產(chǎn)品的焊接適應(yīng)性更好,縫隙可以通過填絲補償,另外填絲焊接后通過打磨可以解決焊縫不平整問題。焊接時是否填絲需要根據(jù)客戶的需求去選擇,填絲功能在設(shè)備上可以自由切換,操作非常方便。
激光焊接應(yīng)用分析
箱體零件優(yōu)化前后展開圖如圖2 所示。優(yōu)化后,減少材料成本,提高材料利用率,節(jié)省材料300mm×300mm×4;減少了左右折彎2 刀,增加了左右2 段600mm 的焊縫焊接,也就是1min 的焊接成本。以板厚1.5mm 的SUS304、A5052、SGCC 三種材料為例,優(yōu)化后可節(jié)約的費用見表1,此費用未考慮焊后打磨的費用。
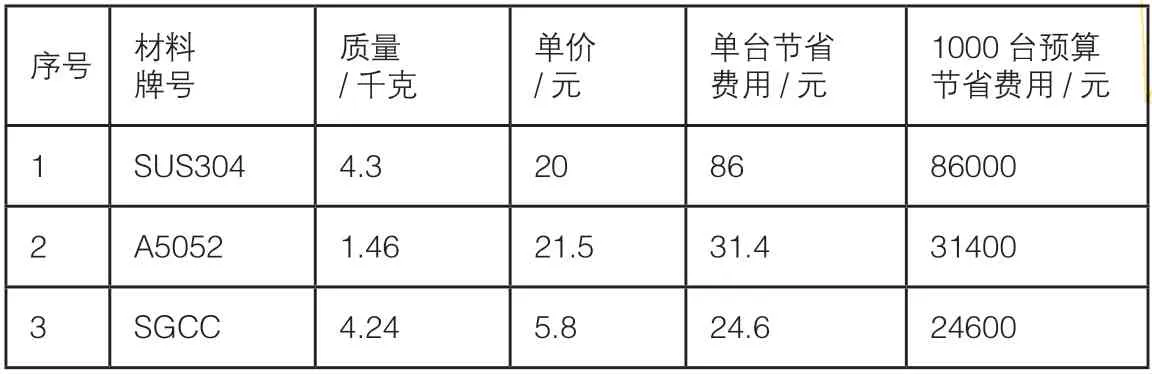
表1 箱體展開優(yōu)化后節(jié)約費用表
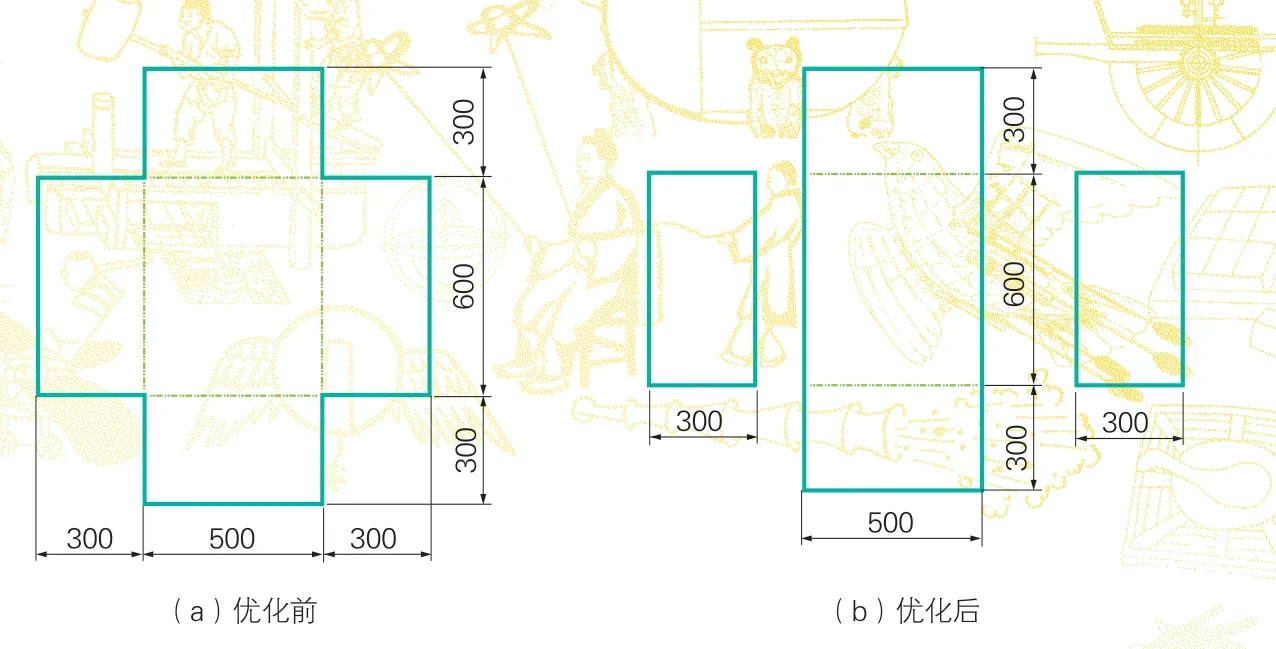
圖2 箱體展開圖
通過比較,節(jié)省的費用還是很可觀的,批量生產(chǎn)整板的利用率也是很明顯的。就節(jié)省的費用對于手持式激光焊接設(shè)備的成本來說,基本上可以忽略不計。
激光焊接設(shè)備使用存在的問題
通常手持式激光焊接設(shè)備要想用好,提高設(shè)備稼動率,與公司的生產(chǎn)設(shè)備管理、操作人員的設(shè)備使用習慣、職業(yè)素養(yǎng)是密不可分的。通過市場調(diào)研,目前手持式激光焊接設(shè)備的穩(wěn)定性還是可以接受的,光源、槍頭、冷水機三大部件也很成熟,大部分的問題在于操作使用方面。由于設(shè)備使用沒有固定人員,使用管理比較混亂,設(shè)備維護保養(yǎng)不及時以及操作人員的技能培訓不到位等原因,就會造成設(shè)備故障率提高,特別是設(shè)備的槍頭光學部件、槍頭最前面的保護鏡片損壞后如果不及時更換就會導致后面的聚集、反射、準直鏡片等損壞,甚至會損壞光源的晶體。這些損壞后再次產(chǎn)生的成本也是鈑金企業(yè)生產(chǎn)設(shè)備管理必須重要關(guān)注的一點,同時對于操作人員的職業(yè)素養(yǎng)和技能培訓也是很多鈑金企業(yè)急需改善和提高的地方。
激光焊接設(shè)備的選擇
手持式激光焊接設(shè)備主要應(yīng)用于多品種小批量薄板鈑金件的焊接,用戶可根據(jù)產(chǎn)品材料厚度、產(chǎn)品焊接要求去選擇設(shè)備功率。對于大批量生產(chǎn)的鈑金件的焊接,就需要根據(jù)客戶的訂單量、材料厚度、產(chǎn)品的焊接結(jié)構(gòu)、焊縫長度、焊接熔深要求、焊接前的拼接一致性等參數(shù)去選擇適合的自動化激光焊接設(shè)備。自動化激光焊接設(shè)備對于產(chǎn)品的拼接一致性要求比較高,要從工藝設(shè)計、下料以及折彎精度等方面去綜合考慮。
自動化激光焊接優(yōu)勢在于焊接后的一致性很好,焊后成形一致、漂亮,由于激光焊接速度快,焊接變形量可控,加上工裝治具后焊接效果會更佳。有些產(chǎn)品部分適合自動化焊接、部分需要手工焊接,這就需要機器人去解決大部分自動化焊接工作量,機器人焊接不到的位置需要手工焊接。目前自動化激光焊接技術(shù)也很成熟,可以通過焊接頭光斑雙擺去適應(yīng)焊縫,也可以選配焊縫跟蹤器做到焊縫補償,還可以增加送絲裝置,增加第七軸地軌、變位機等。激光焊送絲裝置如圖3 所示。

圖3 激光焊送絲裝置
自動化激光焊對于長焊縫的焊接優(yōu)勢突出,但對于特別復雜或者結(jié)構(gòu)緊湊的鈑金件來說還是比較困難,這就需要技術(shù)人員前期評估,是否可以更換新的工藝全部由機器人焊接或者采用“機器人+人工”焊接的方式完成。
相比機器人氬弧焊、機器人CO2保護焊的成本來說,自動化激光焊接設(shè)備成本偏高,其優(yōu)勢在于速度快、成形漂亮、變形可控、后期的打磨工作量減少。在鈑金件焊接過程中這幾類設(shè)備各有優(yōu)勢,不存在相互取代的問題,最終需要根據(jù)用戶的需求去選擇。
激光焊接的安全問題也是我們一直關(guān)注的,在使用激光焊接設(shè)備時,一定要注意安全,激光焊接的安全級別屬于4 級,對皮膚、眼睛都可能造成不可逆的傷害,因此在使用時要特別注意防護,絕不能掉以輕心。
結(jié)束語
過去的三年,疫情反復使鈑金企業(yè)乃至整個制造行業(yè)進入了寒冬,鈑金行業(yè)要去適應(yīng)、要去生存,就必須去練內(nèi)功,要從人工成本、產(chǎn)品質(zhì)量上下功夫,只有這樣才能在目前的困難時期堅持并能生存下來,通過工廠內(nèi)部的生產(chǎn)精益管理、人員的崗位細分及整體素質(zhì)提升培訓等幾方面讓鈑金企業(yè)走得更穩(wěn)、更遠。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
消費者報道(2014年7期)2014-07-31 11:23:57
玩具(2009年10期)2009-11-04 02:33:14
