某管道加固方案中內襯不銹鋼技術應用
2023-08-29 02:19:54呂小光夏瑞英李麗鋒
河南水利與南水北調 2023年7期
呂小光,夏瑞英,李麗鋒
(河南靈捷水利勘測設計研究有限公司,河南 南陽 473000)
1 工程現狀問題分析
樁號0+000~15+100 管道地面高程為151.08~139.62 m,屬于全段管道下坡段,水壓標高為14.21~29.56 m;樁號15+100~17+700 管道地面高程為140.45~138.71 m,屬于全段管道“U 型段”谷底,水壓標高為28.85~31.69 m;樁號17+900~22+000管道地面高程為138.71~150.92 m,屬于全段管道爬坡段,水壓標高為29.68~15.78 m;樁號22+000~30+400 管道地面高程為150.92~126.49 m,屬于末級管道下坡段,水壓標高為15.78~36.80 m;根據計算結果,全段壓力較大處大致位于樁號15+100~17+900 及樁號22+000~30+400。根據管道壓力線及對現狀供水管道的水錘分析,兩段易爆管道均屬于管道縱向谷底,管道承壓水頭高,上游管線長,運行工況變化時,兩段管道屬于管線最薄弱點,易產生爆管。因此工程需要從加強管道強度和增設減壓措施2個方面進行局部管道改造加固,達到工程可持續安全運行的效果。
2 方案比選
方案一:對易爆管處管道進行更換,采用DN1400 mm預應力鋼筒混凝土管。方案二:采用TFRP 粘結法(原位固化法),利用玻璃纖維編織布與高質量樹脂膠作為材料,在管道形成多層高質量復合物內襯管。方案三:鋼筋混凝土管道內部采用不銹鋼內襯修復法,襯砌厚度3.50 mm,內襯后管道增加(更換)排氣閥等安全措施。見表1。
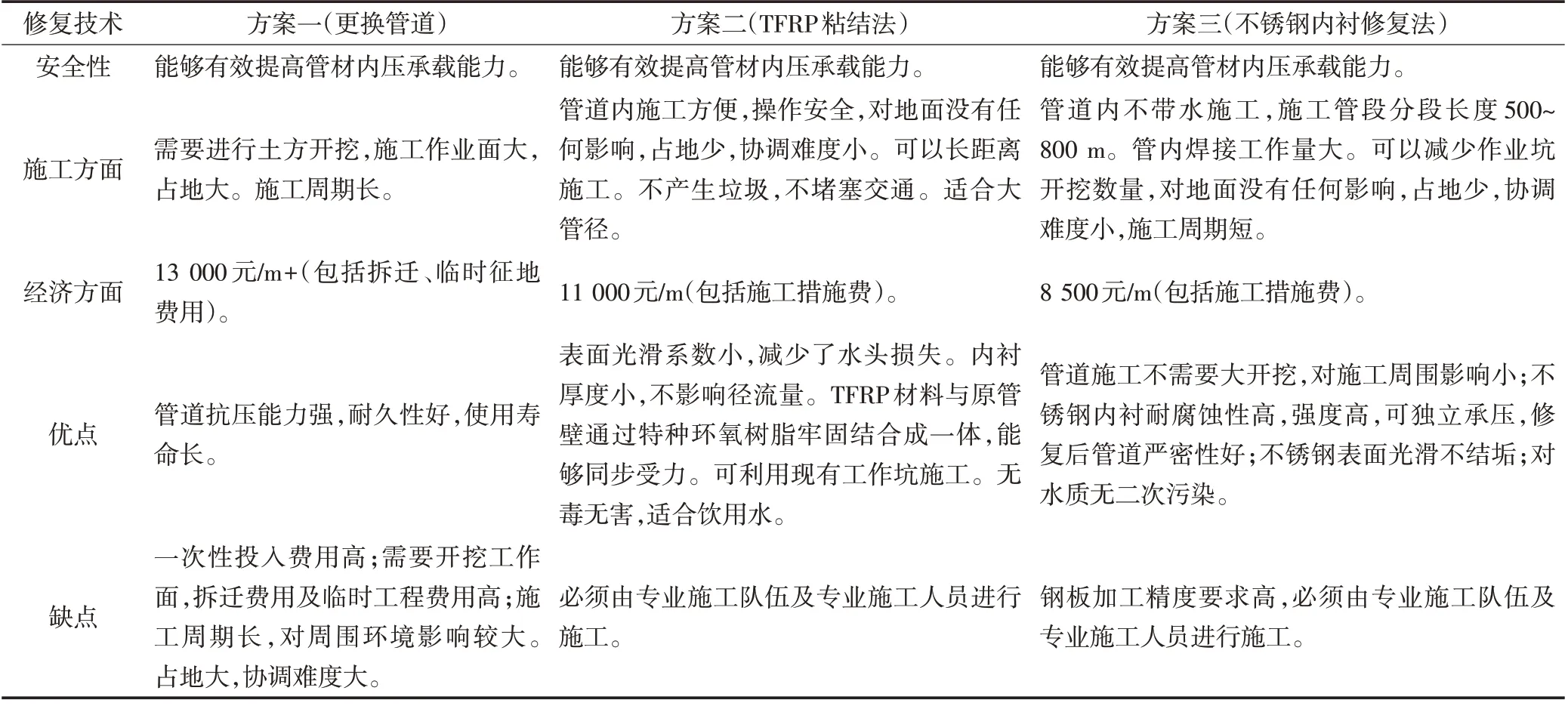
表1 管道加固方案優缺點比較表
根據工程實際情況,該段建筑物較多,管道開挖場地受限,不銹鋼內襯修復法不需要大開挖,施工占地面積小,協調難度小,施工周期短,投資省;耐腐蝕,使用壽命長,可利用現有工作坑施工,且所需作業坑數量少。因此,選擇方案三。
3 工程設計
3.1 內襯設計工藝
不銹鋼內襯技術就是在待修復管道兩端開挖作業坑,用制管設備把薄壁不銹鋼制成符合尺寸要求的管坯,管坯利用專用小車輸送到待襯管道內,在管道內氬弧焊焊接不銹鋼管坯的縱縫和環縫,管道端口采用不銹鋼過渡板將薄壁不銹鋼內襯管與原管道連接為一體,以使原管道改造為內壁是不銹鋼的復合管道,從而達到防滲漏、防腐蝕、提壓的目的。
3.2 不銹鋼內襯管壁厚計算
采用如下公式計算管道內襯壁厚:
式中:t—內襯管壁厚(mm);D0—內襯管外徑(mm);K—原有管道對內襯管的支撐系數,此次取30;EL—內襯管的長期彈性模量(MPa),宜取短期彈性模量的50%;C—橢圓度折減系數;PW—管頂位置地下水壓力;Pv—真空壓力(MPa),取值宜為0.05 MPa;N—管道截面環向穩定性抗力系數,不應小于2.0;μ—泊松比,此次取0.3;DE—原有管道的平均內徑(mm);Dn—內襯管道計算直徑(mm);dh—原有管道中缺口或孔洞最大直徑(mm);γQ—設計內水壓力的分項系數,γQ=1.4。
公式(1)計算t值滿足公式(2)的要求時,則應按照公式(3)對內襯管道壁厚設計值校核,否則應按照公式(4)對內襯管道壁厚設計值校核。經計算,內襯鋼板厚度3.50 mm。
3.3 內襯不銹鋼設計
內襯管及不銹鋼管件均采用奧氏體S30408 不銹鋼,鋼板內襯管壁厚3.50 mm,牌號為06Cr19Ni10,力學性能:規定塑性延伸強度不小于205 MPa,抗拉強度不小于515 MPa,斷后伸長率不小于40%,硬度值HBW≤201,HRB≤92,HV≤210。內襯管采用卷板的型式在管道內部進行焊接,經計算,單塊卷板展開尺寸為1.50 m×4.50 m,壁厚3.50 mm。襯管采用先布管,集中進行縱向縫和環向縫焊接,要求兩段管縱向焊縫錯開的間距宜大于200 mm。搭接順序宜為水流方向,搭接長度10 cm。在原鋼制彎頭處采用多環縫管內對拼焊接,根據原管道的曲度完全緊貼原管道內壁。
3.4 內襯不銹鋼施工工藝
3.4.1 操作坑開挖、圍護
①操作坑開挖及施工過程中,應做好基坑支護、圍護工作,符合有關主管部門安全文明施工要求。②施工過程中做好排水工作,確保工作坑干燥。③如設計圖紙現狀管線位置偏差,工作坑位置可以根據實際情況適當調整。
3.4.2 前期準備
①關閉管道兩端閥門,排空管道內積水,斷開管道,對現狀管道進行CCTV成像檢測,以確定管道詳細走向、結垢、損壞泄漏情況等。②管線清洗采用機械與人工結合的方式,特殊情況可采用高壓水清洗。③對現狀鋼混凝土管道局部處理,管道環向空隙點、內壁漏水點采用填堵措施,對于管道錯口或缺陷處,用膨脹水泥砂漿進行抹平、修復過渡處理。④對現狀鋼管管橋內部銹蝕點進行人工除銹,除銹等級為St3級。⑤管道表面無垢,管內通風干燥。
3.4.3 內襯不銹鋼管襯管施工
①襯管在管坯制作場內卷制后運至工作坑,管坯外徑根據現狀管道實測內徑確定。②襯管采用先布管,集中進行縱向縫和環向縫焊接,要求兩段管縱向焊縫錯開的間距宜大于200 mm,宜在4 點、8 點鐘位置。搭接順序宜為水流方向。在原鋼制彎頭處采用多環縫管內對拼焊接,根據原管道的曲度完全緊貼原管道內壁。③焊接質量要求:不銹鋼內襯管道外觀整齊、無氣孔、無未焊透、無裂紋、無焊瘤、無過燒。④每段管坯施工完,對焊縫用5 倍放大鏡進行外觀檢查,無氣孔、無裂紋、無燒穿,焊縫100%進行滲透。如檢測到缺陷,必須用電磨工具磨除后,再繼續施焊,不得用重復熔化方法消除缺陷。
4 結語
內襯不銹鋼修復技術解決了舊管網運行中存在的問題。不銹鋼內襯施工可以減少作業坑開挖數量,降低了施工組織難度;具有耐腐蝕性高、強度高的特點,可獨立承壓,耐水壓不滲、不漏,修復后管道嚴密性好,漏失率為零。不銹鋼具有表面光滑不結垢等優點,對水質無二次污染。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
制造技術與機床(2015年10期)2015-04-09 07:06:00