風(fēng)電葉片腹板芯材槽孔密度降低對于制造過程的影響
2023-07-17 04:23:28朱瓊杰李潔劉濤喬小亮
纖維復(fù)合材料 2023年2期
關(guān)鍵詞:力學(xué)性能
朱瓊杰 李潔 劉濤 喬小亮
摘 要 研究了芯材不同加工工藝對于葉片制造的影響。降低腹板芯材槽孔密度,從吸膠量、壓縮、剪切力學(xué)性能、界面剝離強(qiáng)度多個方面對比分析其差異,并在風(fēng)電葉片腹板實(shí)際生產(chǎn)過程中應(yīng)用新的腹板芯材加工形式。結(jié)果表明,降低腹板芯材槽孔密度,在滿足葉片設(shè)計(jì)要求的性能前提下,可實(shí)現(xiàn)降低樹脂用量的目的,降低葉片制造成本。
關(guān)鍵詞 風(fēng)電葉片;腹板芯材;槽孔密度;吸膠量;力學(xué)性能;降低樹脂用量
The Impact of Reduced Groove Density of
Wind Turbine Blade Web Core Material
on the Manufacturing Process
ZHU Qiongjie,LI Jie,LIU Tao,QIAO Xiaoliang
(Lianyungang Zhongfu Lianzhong Composites Group CO.,Ltd., Lianyungang 222000)
ABSTRACT The influence of different processing techniques of core materials on blade manufacturing was studied. The density of grooves of the web core material was reduced, and the differences were compared and analyzed from the aspects of glue absorption, compression, shear mechanical properties and interfacial peel strength. And in the actual production process of wind turbine blade webs, a new web core material processing form is applied. The results show that reducing the groove density of the web core material can achieve the purpose of reducing the amount of resin and reducing the blade manufacturing cost under the premise of meeting the performance requirements of the blade design.
KEYWORDS wind power blades; web core material; groove density; glue absorption capacity; mechanical properties; reduce the amount of resin
1 引言
風(fēng)能是一種清潔可再生的能源,取之不盡用之不竭,是我國僅次于煤電和水電的第三大發(fā)電來源,也是發(fā)展最快的可再生能源之一。風(fēng)力發(fā)電是通過風(fēng)力發(fā)電機(jī)將風(fēng)能轉(zhuǎn)化為機(jī)械能,再通過電機(jī)轉(zhuǎn)化為電能。葉片是整個風(fēng)機(jī)中成本最高的部件,占風(fēng)機(jī)成本的30%左右。在葉片中,基體樹脂占比約36%,增強(qiáng)材料占比約28%,芯材占比約12%。隨著風(fēng)電進(jìn)入平價上網(wǎng)時代,風(fēng)機(jī)招標(biāo)價格持續(xù)走低,對葉片制造商的成本壓力日益增加,尋找多種降本方式已成了葉片制造商的重要目標(biāo)。
在當(dāng)前降本增效的成本壓力下,PET100芯材目前已成為腹板夾芯材料的首選,替代原PVC60夾芯泡沫材料。葉片制造,通常采用真空輔助灌注工藝成型;腹板夾芯材料在制造過程中,往往會選擇對夾芯材料進(jìn)行開淺槽、打孔處理,提供樹脂在浸潤過程中的流動通道,達(dá)到良好的浸潤效果。
本文主要針對不同的腹板槽孔加工形式,減少淺槽、打孔密度,測試其力學(xué)性能以及灌注樹脂吸膠量,對比是否滿足腹板的設(shè)計(jì)要求以及是否可達(dá)到降本增效的目的。將根據(jù)測試結(jié)果選擇在葉片腹板上進(jìn)行批量驗(yàn)證,調(diào)整腹板淺槽加工工藝以達(dá)到降低樹脂用量的目的。
2 試驗(yàn)
2.1 主要原材料
本文選擇PET100芯材,芯材密度為100kg/m3。
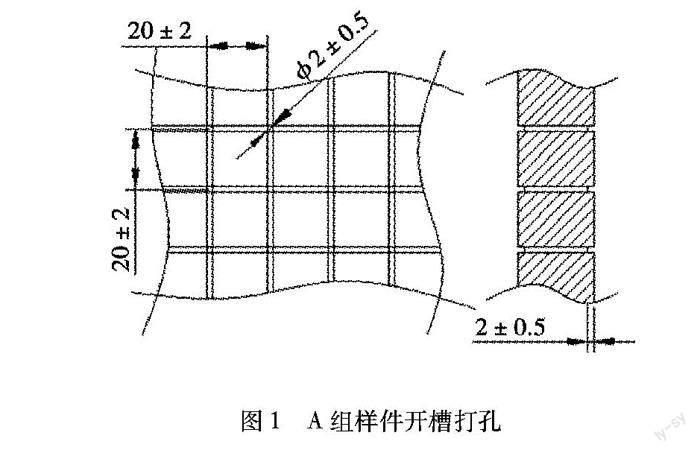
樣件A加工形式:雙面十字交叉淺槽,淺槽間距20×20±2mm,淺槽槽寬、槽深2±0.5mm;打孔間距20×20±2mm,通孔,孔打在淺槽交叉處,孔徑2±0.5mm;加工工藝為常用工藝,如圖1所示。
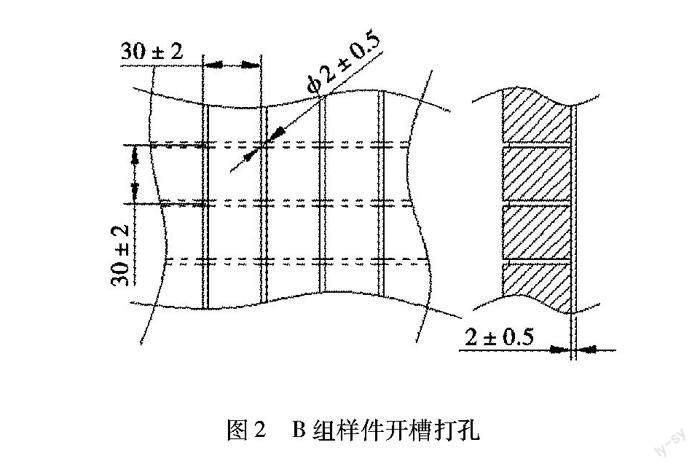
樣件B加工形式:雙面交叉一字淺槽,上表面軸向淺槽、下表面弦向淺槽,淺槽間距30±2mm,淺槽槽寬、槽深2±0.5mm;打孔間距30×30±2mm,通孔,孔打在上下表面淺槽交叉處,孔徑2±0.5mm;該加工工藝為新工藝,淺槽及打孔密度同比降低50%,如圖2所示。
根據(jù)葉片材料性能測試大綱要求,力學(xué)性能測試樣件不打孔,吸膠量測試樣件按照實(shí)際使用形式加工制樣。
2.2 主要檢測依據(jù)及方法
芯材壓縮強(qiáng)度、模量按照標(biāo)準(zhǔn)ISO 844執(zhí)行測試;
芯材剪切強(qiáng)度、模量按照標(biāo)準(zhǔn)ASTM C273執(zhí)行測試;
芯材滾筒剝離強(qiáng)度按照標(biāo)準(zhǔn)GB/T 1457-2005執(zhí)行測試。
芯材吸膠量測試采用鋪設(shè)稱重,芯材上下表面鋪設(shè)帶孔隔離薄膜,以便灌注后剝離其他玻纖增強(qiáng)材料,測試樣板芯材吸收樹脂的重量。
制樣工藝采用真空灌注成型,環(huán)氧樹脂固化條件:預(yù)固化50℃/2h,后固化70℃/6h。
3 結(jié)果與討論
3.1 芯材密度、吸膠量對比
灌注固化結(jié)束后,樣板脫模,借助預(yù)鋪設(shè)的帶孔隔離膜,剝離多余的纖維增強(qiáng)材料,單獨(dú)稱重吸收樹脂后的芯材重量,稱重結(jié)果如表1所示。
由表1可看出,變更開槽打孔工藝后的B組樣件,灌注后密度下降10.3%,體吸膠量下降24.6%,密度與吸膠量的降低,對于葉片制造過程中的減重以及材料降本具有重要意義。
3.2 力學(xué)性能對比
3.2.1 剪切力學(xué)性能對比
對A、B兩組不同加工工藝的樣品進(jìn)行剪切測試,結(jié)果如表2所示。A組和B組剪切應(yīng)力-應(yīng)變曲線如圖3和圖4所示。
由表2可看出,變更開槽打孔工藝后的B組樣件,剪切強(qiáng)度下降14.7%;剪切模量下降43.9%,分析原因?yàn)闇y試樣件中樹脂含量減少,但是樣件剪切強(qiáng)度、模量仍滿足設(shè)計(jì)指標(biāo),對于葉片結(jié)構(gòu)安全無影響。
3.2.2 壓縮力學(xué)性能對比
對A、B兩組不同加工工藝的樣品進(jìn)行壓縮測試,結(jié)果如表3所示。A組和B組樣品壓縮應(yīng)力-應(yīng)變曲線如圖5和圖6所示。
由表3可看出,變更開槽打孔工藝后的B組樣件,壓縮強(qiáng)度下降4.1%;壓縮模量下降19%,分析原因?yàn)闇y試樣件中樹脂量減少,但是樣件壓縮強(qiáng)度、模量仍滿足設(shè)計(jì)指標(biāo),對于葉片結(jié)構(gòu)安全無影響。
3.2.3 滾筒剝離強(qiáng)度性能對比
對A、B兩組不同加工工藝的樣品進(jìn)行滾筒剝離測試,結(jié)果如表4所示。A組和B組樣品滾筒剝離曲線如圖7和圖8所示。
由表4可看出,變更開槽打孔工藝后的B組樣件,滾筒剝離強(qiáng)度變化3.3%;滾筒剝離強(qiáng)度上升,分析原因?yàn)橄嗤牧系腜ET100,相同的表面處理方式,其槽密度對于界面性能影響較小。
3.3 生產(chǎn)實(shí)際對比(以81m葉片為例)
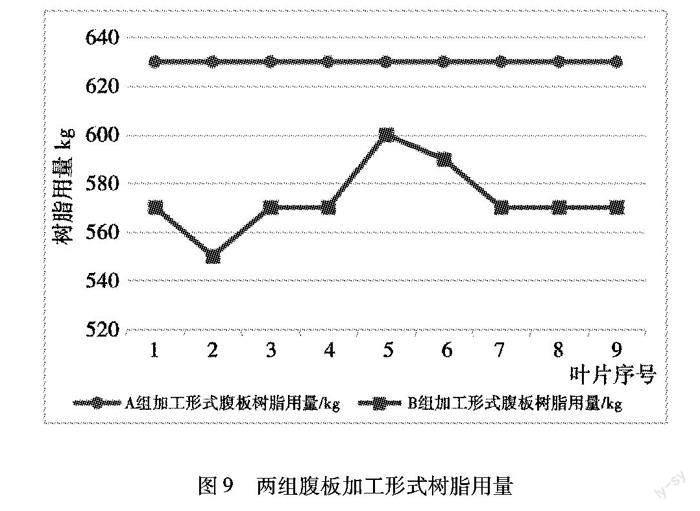
根據(jù)測試結(jié)果,選在81m葉型腹板實(shí)際生產(chǎn)驗(yàn)證,腹板鋪層結(jié)果完全一致,只改變腹板夾芯材料的加工工藝,從A組加工形式切換成B組形式;過程中記錄腹板前后樹脂用量,用量數(shù)據(jù)如圖9所示。
根據(jù)實(shí)際生產(chǎn)過程中樹脂用量的變化可得知,變更后的B組加工工藝,槽孔密度降低50%,帶來的灌注樹脂用量下降8.9%,單支腹板可減少樹脂用量56kg,可降低葉片制造成本約1400元,對于平價時代下的風(fēng)電葉片制造具有重要意義。
目前,雙面交叉一字淺槽打孔腹板加工工藝已在多個葉型腹板上使用,并且通過葉片靜載及疲勞測試。
4 結(jié)語
通過上述試驗(yàn)以及實(shí)際生產(chǎn)制造過程中的驗(yàn)證,芯材不同的加工工藝對于葉片制造過程具有一定的影響,可以得出以下結(jié)論:
(1)雙面一字交叉淺槽打孔工藝的腹板芯材吸膠量相較于雙面十字淺槽打孔,槽孔密度降低50%,體吸膠量降低24.6%,吸膠后密度降低10.3%;
(2)雙面一字交叉淺槽打孔工藝的腹板芯材力學(xué)性能相較于雙面十字淺槽打孔,槽孔密度降低50%,力學(xué)性能降低,但仍能夠滿足設(shè)計(jì)要求;
(3)在實(shí)際生產(chǎn)過程中,雙面一字交叉淺槽打孔工藝的腹板灌注樹脂用量相較于雙面十字淺槽打孔,可降低8.9%,對于葉片制造過程中的降本增效,具有重要意義。
參 考 文 獻(xiàn)
[1]劉艷霞,仇艷龍,楊忠,等. 風(fēng)電葉片用芯材PET的性能研究[J].天津科技,2020(7):27-29.
[2]武賽娟,喬小亮,朱晨華,程文祥.巴沙木在風(fēng)機(jī)葉片應(yīng)用中的缺陷分析[J].纖維復(fù)合材料,2021,38(04):74-77.
[3]常軍委,別春華,楊忠,等. 風(fēng)電葉片輕木芯材加工工藝試驗(yàn)研究[J].天津科技,2022(7):14-17.
[4]陳祥發(fā),司春節(jié).油加熱模具在風(fēng)電葉片上的應(yīng)用[J].纖維復(fù)合材料,2022,39(04):138-141.
[5]聶義,熊杰,王建東,等.風(fēng)電葉片腹板芯材加工方式對設(shè)計(jì)好制造的影響[J].符合材料科學(xué)與工程,2021(6):102-105.
[6]高克強(qiáng),薛忠民,陳淳,等. 復(fù)合材料風(fēng)電葉片技術(shù)的現(xiàn)狀與發(fā)展[J].新材料產(chǎn)業(yè),2010(12):4-7.
[7]徐宇,廖猜猜,張淑麗,等.大型風(fēng)電葉片設(shè)計(jì)制造技術(shù)發(fā)展趨勢[J].中國科學(xué)物理學(xué)力學(xué)天文學(xué),2016,46(12):8-17.
[8]李成良,王繼輝,薛忠民.大型風(fēng)機(jī)葉片材料的應(yīng)用和發(fā)展[J].玻璃鋼/復(fù)合材料,2008(4):49-52.
[9]賈效博,王利,院秀芝.風(fēng)電葉片腹板裝配使用快慢膠黏劑分段點(diǎn)粘接研究[J].纖維復(fù)合材料,2022,39(04):89-92.
[10]喬小亮,李潔,池建加.水性漆在風(fēng)電葉片制造過程中的應(yīng)用研究[J].纖維復(fù)合材料,2022,39(04):142-144.
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
