大型郵輪舷墻建造工藝技術
2023-06-25 09:08:54方學華李祖發王世利王宏明
船海工程 2023年3期
方學華,李祖發,王世利,王宏明
(上海外高橋造船有限公司,上海 200137)
船舶在海洋中航行時,往往會受到風浪沖擊,其中船首、船尾受風浪沖擊的可能性較大。舷墻通常高度約1 m,主要作用是船舶在風浪天氣中航行時預防或減少甲板上浪,保障人員安全,防止甲板上的物品落入水中,提升船舶和人員的安全性。舷墻[1]屬于防護型結構,由外板、加強筋板、肘板和扶手等組成,結構設計滿足自身強度即可,一般不參與船體總縱強度計算。為了減輕船舶自身重量,船舯也可以采用欄桿、玻璃幕墻和新型復合材料等形式;鋼制舷墻通常選用低合金高強度鋼提升耐腐蝕性。隨著船舶建造技術快速發展和滿足客戶多元化需求,舷墻使用性能有焊接固定式、活動式,還有隱身式等,鋼制舷墻為最常見。
在建首制國產VISTA級13.55萬t大型郵輪可容納5 000多名游客[2],外形美觀大氣,船體結構復雜,共有15層甲板,每層甲板邊緣都有舷墻作為安全屏障,游客可以停留在甲板通道上吹海風、看風景,享受郵輪帶來的樂趣。相比其他民用船舶,大型郵輪舷墻不僅數量多,其獨特的設計融入了建筑學、美學概念,外觀線型優美奇特,是郵輪重要的外觀工程之一。VISTA級大型郵輪見圖1。

圖1 VISTA級大型郵輪
1 國內外舷墻建造技術
1.1 國內外舷墻分段建造方案
大多數民用船舶甲板層數少,舷墻數量少、結構單一,建造工藝技術成熟。從線型上看,舷墻分為平直型和曲線型兩種類型,平直型位于船體中間部位,曲線型位于船體艏艉兩端。平直型舷墻建造簡單,在平整的工位或胎架上建造。艏艉舷墻線型復雜,建造難度較大,目前國內外各大船廠通常采用散裝法、臥態建造法或整體建造法建造,每種工藝各具特色,既可獨立應用,也可同步應用。散裝法屬于傳統建造工藝,主要應用于中小船舶或復雜線型,將舷墻零部件在總段上直接安裝、散貼外板,線型可控,但施工效率不高;隨著現代造船技術快速進步,散裝法工藝相對應用較少。整體建造法和臥態建造法主要不同點在于整體建造與分開建造,其次胎架場地和基準面選擇不同;共同點是將高空作業轉化為平地作業,從而提升施工效率和安全性,整體建造法常用于精度要求較高的產品。臥態建造法是國內外各大船廠應用最廣泛、最經濟的建造方案。
臥態建造法是將整層舷墻劃分為若干個片段,每個片段在單獨的胎架上建造,再到相應的分段上進行總組合攏,最終串聯形成整體。胎架以外板為基準面,采用支柱式胎架,增加模板控制線型;優點是所需場地小,制作效率高,適用于各種船型的舷墻建造。
整體建造法是將整層舷墻劃分為數個片段,并且在同一個胎架上整體正態建造,合攏口預留待焊區,再與相應的分段總組成型;該工藝胎架制作簡單,以甲板結構為基準,實質是按照1∶1實物模擬建造,將高空作業轉化為平地作業,優點是將同一層舷墻的多個片段在同一個胎架上并列建造,有利于控制整體線型和精度,有利于生產管理并節約建造周期,適用于精度要求較高的船舶制造。
1.2 大型郵輪舷墻建造方案
大型郵輪舷墻與其他民用船舶完全不同,不僅在數量上有很大差異,尤其是建造難度前所未有。
大型郵輪舷墻數量多,艉部有30多個片段,艏部有70多個片段,共計100多個片段組成,全船舷墻總長度近700 m,總共涉及15層甲板。我國造船行業首次大批量建造舷墻,數量之多,建造難度之大,創下了單一船型之最。
大型郵輪建造工藝技術十分復雜,包括舷墻建造技術[3]。大型郵輪舷墻外板造型獨特,最小寬度僅有0.7 m,最大寬度達到4.5 m,是普通民船4倍左右。通過三維建模,將每層舷墻劃分為6~8個片段,采用臥態建造法,根據各區域場地資源分別獨立建造,極大地提高場地周轉效率,從而有效保證生產計劃。另外,還將艉部舷墻與分段合并建造,不僅有利于縮短建造周期,也有利于舷墻線型和精度控制。
首先,大型郵輪舷墻是獨特的外挑式造型,每層舷墻結構跨越甲板上下,與甲板呈斜面和小角度,施工難度大;其次,舷墻數量多,總組吊裝過程易發生變形,8 mm曲型外板變形矯正難度大;第三,高空作業多,例如第15層甲板距離地面高達52 m。這些都是大型郵輪舷墻與民船建造的典型差異。為了提高施工效率和安全性,借鑒國外郵輪建造經驗,將國產首制大型郵輪艏部舷墻分解轉化為地面總組作業,分別安裝在4個總段上,推進總段結構和涂裝的完整性,目標是支持船塢連續搭載,提升船塢階段施工效率。
2 首制大型郵輪舷墻建造工藝技術
大型郵輪舷墻數量多,是郵輪建造重要的外觀工程,由于薄板容易變形,工藝流程要緊密圍繞變形控制和提升外觀美觀性為核心開展,明確各工序精度要求和控制點。
2.1 加工技術
2.1.1 預處理
為了預防和減小薄板變形,8 mm以下薄板在預處理階段進行滾壓校平,鋼板在多芯滾床上進行二次滾壓校平,平整度控制在0.5 mm/m以內,充分釋放鋼板的內應力,保證鋼板的平整度。
2.1.2 切割精度
切割工作主要包括大量的外板和1 800 m加強筋板下料,外板板厚8 mm,筋板寬度僅有80~120 mm。切割變形控制是難點之一。經過多次試驗,采用激光切割機和等離子切割機下料,切割精度控制到0.5~1.0 mm,為下階段精度和變形控制打下良好的基礎。
2.1.3 外板加工
大型郵輪舷墻外板加工有三大難點:一是外板數量多,共有500多塊外板需要加工;二是線型復雜,艏艉線型不同,每層線型不同,每個肋位的弧度也不同,需要耗費大量的加工樣板、周期、動能和人工等成本;三是外板弧度大,大多數外板屬于雙曲線型,并且扭曲度與捩勢較大。
根據船體曲板加工工藝,雙曲線型外板通常采用冷加工和水火彎板工藝相結合加工成型。大型郵輪舷墻外板厚度僅有8 mm,據現場試驗情況,采用水火彎板工藝加工成型,外板表面會有遺留的火工痕跡,影響外觀質量效果。為了提升舷墻外觀的美觀度,采用三芯滾床一次滾壓成型技術,加工過程多次調整加工軸線和油壓機滾壓參數,最終解決了舷墻外板加工技術難題。
2.2 分段建造
2.2.1 胎架
首制大型郵輪舷墻分段采用以外板為基面臥態工藝建造,分別應用活絡胎架、角鋼支柱式胎架,并增加模板控制線型,劃出地樣線、檢驗線,外板四周與胎架之間采用卡碼固定控制自由邊變形。
2.2.2 精度控制
外板鋪板定位后,需要進行二次劃線,確保結構的安裝精度,采用樣板、水平儀等檢測過程定位精度,采用全站儀測量和模擬分析,修正精度偏差。
2.2.3 焊接技術
薄板焊接包括拼板和角焊縫。薄板埋弧是焊接技術難點之一,焊縫容易出現密集氣孔和未焊透等缺陷[4]。分析認為,焊接缺陷的根本問題在于薄板下料過程切割端面有殘留氧化物和氮化物,其中氮化物是影響焊接質量的主要因素。通過制定薄板焊接工藝指導生產,組織焊工培訓提升技能,控制焊接參數,焊縫質量滿足要求。焊接參數見表1。
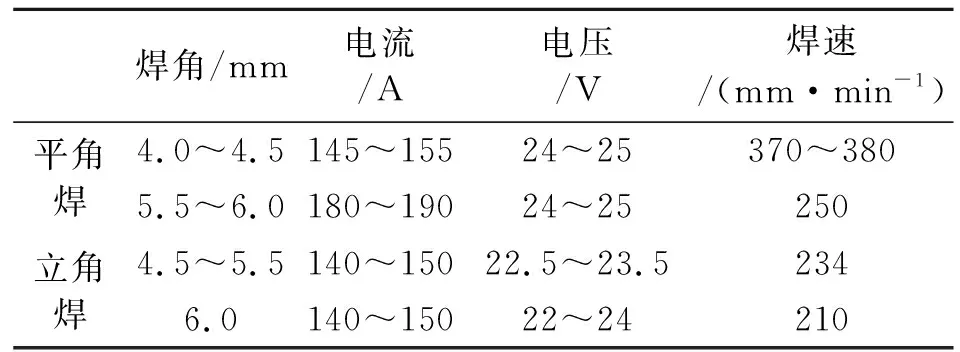
表1 焊接參數(單層,焊絲φ 1.0 mm)
2.3 總組建造
總組建造是首制大型郵輪舷墻建造的關鍵環節,如何做好舷墻外板線型和平整度控制,是總組建造的關鍵控制點。施工過程需要預防吊裝變形,解決總組裝配技術,克服小角度空間限制,分析舷墻變形控制與火工矯正技術,確保郵輪外觀線型的美觀性。
2.3.1 吊裝變形
大型郵輪舷墻分段整體結構強度弱,外板寬度大且弧度大,肘板數量少,肘板間距是普通民船的3~5倍,吊裝變形控制難度較大,后續船需要優化吊裝方案。
2.3.2 總組裝配
按照郵輪建造工藝流程,艏部舷墻在總組階段進行總組安裝,包括第4~15層甲板舷墻,分布在艏部4個總段上。總組裝配定位控制舷墻高度和甲板水平,依次裝配外板與甲板的角接縫,最后裝配甲板上、下肘板。在總組階段需要克服小空間施工的困難,保證裝配質量,提升舷墻外觀的美觀度。
艏部第8層甲板舷墻結構特殊,外板弧度大,支撐肘板與甲板結構不對正,安裝在甲板軟檔,角度是以甲板內側為圓心呈放射型。由于甲板軟檔有波浪變形,導致該層舷墻裝配困難。后對該層舷墻采用散裝法工藝,提升了施工效率和質量。
2.3.3 矯正技術
大型郵輪舷墻薄板焊接和吊裝等多種應力疊加變形復雜,一根根筋板彎曲變形,每塊超寬造型板都有復雜變形,如何將彎曲的筋板調平直,如何矯正8 mm曲型外板變形,需要深入探討舷墻矯正技術規律。
火工矯正是大型郵輪舷墻建造的關鍵技術,也是舷墻建造的難點之一。首先需要分析舷墻矯正技術,形成一套可行的工藝方案,組織火工培訓,并在技師指導下進行施工;其次,開發制作舷墻輔助矯正工裝,改善現場施工條件,提升施工質量和效率;第三,根據船體火工原理[5],采用整體矯正工藝,外板骨架背燒處理,提升外板角變形矯正效果;第四,舷墻局部變形復雜,使用千斤頂、葫蘆等工具工裝輔助施工,采用三角形、圓點形和短條形等方法進行矯正,將外板整體線型調整光順;第五,矯正順序由中間向兩端進行逐步消除變形應力,從變形較小處開始矯正,變形較大的部位采用外力輔助矯正;第六,嚴格控制火工加熱溫度,最佳加熱溫度約600 ℃,圓弧板不得過度矯正,確保外觀線型光順度和筋板直線度滿足質量精度要求。
3 技術總結與改進建議
首先,為了提升首制大型舷墻建造質量,積極探索國內外先進造船技術,強化自主創新,克服工藝技術儲備不足,片段采用臥態建造法,場地資源和建造周期提升35%以上,保證了生產計劃按期完成;其次,在下料、加工、裝配、焊接、矯正和變形控制等方面采取有效措施,通過工藝創新取得多項成果和階段性成效,片段和總組建造質量可控,焊接合格率達96%,精度合格率92%;第三,為了解決吊裝變形和曲型外板波浪變形,設計制作多種工裝輔助施工,攻克舷墻矯正技術,平整度滿足要求,總組涂裝后外板線型光順;第四,發揚團隊奉獻精神,克服小空間限制,確保總段結構和涂裝完整性達100%,從而極大地提升船塢搭載效率。
首制船建造缺乏成熟技術,未來建造工藝技術和生產管理仍需深入研究,建議:①優化舷墻分段劃分與建造方案,控制片段長度;②復雜線型采用整體建造法,并在分段階段完成背燒作業,提升外板線型控制;③優化舷墻片段完工后的擺放、運輸、吊裝、加強和涂裝工藝,優化片段吊裝工藝改善吊裝變形;④提高舷墻片段建造質量的一致性,所有舷墻集中場地、固定班組施工,總組預留調整周期,組織有經驗專業火工矯正,形成固定工序;⑤研究舷墻搭載階段的矯正技術,確保郵輪舷墻建造完工的平整度與美觀性。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03