風電機組用高強度螺栓連接質量管理
2023-06-07 20:37:46馬曉飛
河南科技 2023年9期
關鍵詞:質量管理
馬曉飛
摘 要:【目的】提高高強度螺栓連接風電機組的安全性、可靠性。【方法】從高強度螺栓連接副出發,對高強度螺栓生產制造、進場驗收、運輸與儲存、安裝施工及施工質量驗收等方面加強管理,提出螺栓從生產制造到施工驗收過程的質量管理要求。【結果】出廠時對螺栓表面缺陷進行檢驗,達不到標準的要拒收;進場時對螺栓扭矩系數、機械性能、螺母保證載荷等參數進行抽樣復檢,確保螺栓符合要求;施工完畢后,對每一個螺栓連接副是否進行初緊與終緊進行檢查,確保連接質量達標。【結論】對螺栓連接副制造、運輸儲存、進場驗收、安裝施工及施工質量驗收等方面加強管理,提高螺栓質量,降低風機事故率。
關鍵詞:高強度螺栓;風電機組;質量管理
中圖分類號:TH131.3? ? ? 文獻標志碼:A? ?文章編號:1003-5168(2023)09-0044-05
Abstract: [Purposes] To improve the safety and reliability of high-strength bolt connection for wind turbine generators.[Methods] Starting with high-strength bolt connection pairs, the quality management requirements for the bolt rectification process are introduced from the aspects of high-strength bolt production and manufacturing, mobilization acceptance, transportation and storage, installation construction, and construction quality acceptance. [Findings] Quality acceptance should be strengthened, and bolt surface defects should be inspected before leaving the factory. If they fail to meet the standards, they should be rejected; When accepting conducts, sampling and re-inspection on parameters such as bolt torque coefficient, mechanical performance, and guaranteed load of nuts are necessary to ensure that the bolts meet the requirements; After the completion of bolt construction, check whether each bolt connection pair has undergone initial and final tightening to ensure that the connection quality meets the standard. [Conclusions] It is recommended to strengthen management from the aspects of bolt connection pair manufacturing, transportation and storage, site acceptance, installation and construction quality acceptance, comprehensively improve bolt quality in various aspects, and reduce the accident rate of wind turbines.
Keywords: high strength bolt; wind turbine unit; quality assurance
0 引言
高強度螺栓是一種用于連接風力發電機結構部件的重要零件,具有施工簡便、可拆卸更換、連接剛度高、受力性能好、抗疲勞、耐震的優點。風力發電機各個部件的連接和鎖緊均采用高強度螺栓。
高強度螺栓是指8.8級及以上強度等級的螺栓。以高強度螺栓為連接緊固件,通常為摩擦型連接,通過對螺栓施加緊固軸力,使連接板夾緊而產生摩擦作用。外力作用時,連接板層接觸面之間發生摩擦,將外力傳遞給螺栓,應力流通過接觸面進行平滑傳遞[1]。
我國風電機組在使用高強度螺栓安裝過程中出現滑絲、屈服、拉斷等現象,風機機組運行過程中出現連接螺栓斷裂的現象,降低風電機組的安全系數,嚴重時甚至會造成風機倒塌[2]。
螺栓的安全性決定整個風機的安全性。因此,需要對螺栓制造、進場驗收、儲運保管、連接施工及施工質量驗收等環節進行質量管理,確保螺栓安全使用及整個風機安全運行。
1 螺栓的制造
1.1 螺栓制造過程
螺栓生產工藝流程為退火、酸洗、抽線、成型、碾牙、熱處理、表面處理[3]。退火是將線材加熱到一定溫度,保溫一定時間后慢慢冷卻,用于改善相形和分布、細化晶粒、降低硬度、提高線材常溫加工性能等。線材在退火后,對線材表面進行酸洗,去除氧化膜。抽線是將盤元冷拉至需要的直徑。成型是將線材通過冷/熱鐓工藝制成螺栓半成品的形狀。冷/熱鐓是指利用壓力機,不加熱或加熱坯料,在上下模之間施加壓力,對坯料進行軸向壓縮、徑向擴展的金屬壓力加工。一般的螺栓、螺母使用的是冷鐓工藝,冷鐓會產生加工硬化,使金屬的抗拉強度和屈服強度等有所提高,同時金屬坯內的流線沒被切斷,冷鐓后的流線會沿著工件外形分布,可提高產品的疲勞強度,且冷鐓后工件粗糙度及尺寸精度好,沒有切削加工形成的加工絲縷痕跡。碾牙是將已成型的半成品螺栓或螺母碾制或攻絲達到所需的螺紋。根據不同材料和性能要求來確定熱處理工藝,進行表面處理,表面處理的方法有磷化、發藍、熱浸鋅、鍍鋅等[4]。
1.2 制造過程常見缺陷及檢測方法
螺栓、螺母制造過程中常見的表面缺陷有裂紋、原材料裂紋或條痕、凹痕、褶皺、刀痕與損傷等[5]。螺栓、螺母上的裂紋分為淬火裂紋、鍛造裂紋、鍛造爆裂與剪切爆裂。淬火裂紋是在熱處理過程中,由過高熱應力和應變產生的裂紋,通常在緊固件表面呈現出不規則的相交和不規則的方向。任何深度、任何長度、任何部位的淬火裂縫都不允許存在[6]。鍛造裂紋、鍛造爆裂與剪切爆裂缺陷均在鍛造工序中產生,一般位于螺栓六角頭的對角上、對邊平面上或螺母的外表面,除淬火裂紋外,其余裂紋在標準GB/T 5779.1—2000的要求范圍內允許出現。原材料裂紋或條痕是制造螺栓原材料中固有缺陷,一般為沿光桿或螺栓頭部縱向延伸的細線或光滑曲線[5]。凹痕未能在鍛壓過程中消除,是在原材料中的銹層或剪切、切削過程因毛刺而產生的壓痕或壓印。褶皺是在鐓鍛一次沖擊過程中產生的,位于或低于螺栓支承面的內拐角上不允許有皺紋,在螺栓外拐角上允許存在皺紋。刀痕是因切削刀具超越螺栓表面運動而產生的,在螺栓的光桿、圓角等處會出現切削產生的刀痕,要求表面粗糙度一般不超過Ra=3.2 [μ]m。損傷通常指凹陷、擦傷、缺口等,是螺栓在制造或運輸過程中因磕碰而產生的,損傷缺陷一般不作為拒收的依據,除非上述損傷影響螺栓強度。位于螺栓螺紋上的凹陷、擦傷、缺口等損傷不能影響螺紋通止規通過,通止規擰入的扭矩不應大于0.001 d3N·m[7]。
1.3 制造驗收
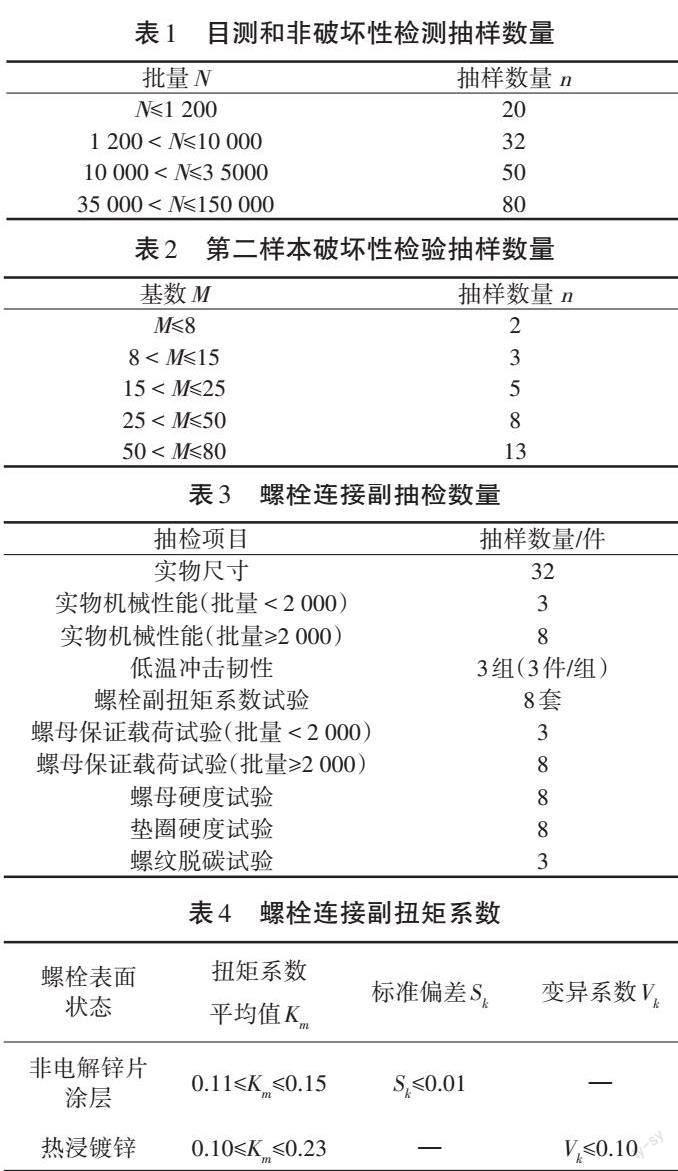
螺栓制造完成后,要按照批量大小隨機抽取樣品,抽取樣品的數量要求見表1,用目視檢測、磁粉檢測、脈沖渦流檢測等無損檢測技術對螺栓與螺母表面的缺陷進行檢查。使用目視檢測等對表面進行無損檢測,若在螺栓、螺母的任何部位發現淬火裂紋缺陷,螺栓頭的內拐角上發現褶皺缺陷,這批產品應拒絕通過。若發現未超出許可范圍的缺陷樣品,該批次產品將予以驗收;如果未發現不可出現缺陷,但發現其他缺陷,且有缺陷的樣品數量超過允許限量,這些不合格的產品會被當作破壞性批量來檢驗。將有嚴重缺陷的產品組成第二個檢驗樣本進行破壞性檢驗樣品的抽取,檢驗時要求抽樣的數量見表2。在進行破壞性檢驗時,所取截面要垂直于缺陷長度方向,且通過缺陷最大深度。在進行破壞性檢驗時,若未發現超過標準GB/T 5779.1—2000中允許尺寸極限的鐓鍛裂紋、爆破、條痕、凹痕、褶皺、刀痕與損傷等缺陷,該批產品予以通過;若尺寸超過GB/T 5779.1—2000中的要求,應拒絕通過。
2 螺栓進場驗收
風電機組高強度螺栓進場后要清點數量,按螺栓連接副批次進行抽檢復檢,同批螺栓連接副最大數量為5 000套,抽檢數量見表3[8]。
復檢后產品參數應符合國家標準要求。其中,扭矩系數試驗按照GB/T 17.2—2000進行,螺栓連接副扭矩系數見表4。
扭矩系數檢測所用的螺栓、墊圈、螺母試樣,在經扭矩系數試驗后,螺栓連接副可繼續使用,每套做一次試驗,不得重復試驗,試驗過程中若發生墊圈轉動事件,試驗數據無效。
3 高強度螺栓連接副儲存與運輸
高強度螺栓制造廠商應按照GB/T 3098.1—2000要求,對每根螺栓進行產品性能等級標記,每箱螺栓副應有配套包裝,不同批次的螺栓不得混合包裝,包裝箱內要用聚乙烯塑料薄膜等防水膜布包裹住螺栓的表面,防止因雨水等的進入,導致螺栓生銹。同時在螺栓之間用珍珠棉隔開,防止螺栓螺紋被磕破損壞。螺栓包裝箱應科學、美觀、牢固、經濟,確保運輸過程中不發生破壞。包裝盒內要有螺栓產品的質量保證書,包裝盒外要有生產廠家名稱、產品名稱、產品規格型號、數量、檔次、出廠日期等信息。
風電機組高強度螺栓連接副一般是按套進場的,一套包含一個螺栓、一個螺母和兩個墊片,使用時要在同一批中配套使用。在運輸過程中,運輸工具應采取防雨、防潮、防曬等措施,螺栓應分類有序擺放,做到輕裝、輕卸,防止螺栓表面發生損傷和生銹。
高強度螺栓連接副應保存在室內,存放時要避免和酸、堿、鹽水泥等對螺栓連接副有腐蝕作用的材料堆放在一起,室內環境應干凈、干燥,儲存溫度為-40~40 ℃、濕度不超過85%,螺栓副應按照包裝箱上的批號、規格分類分批保管,螺栓不宜堆摞太高, 存放時間一般不超過6個月,一旦超過6個月,要按照相關標準要求重新進行扭矩系數或緊固軸力測試,符合標準要求后方可使用[9]。
4 高強度螺栓連接安裝
4.1 緊固扳手和連接副組裝
在使用高強度螺栓前,應調節螺栓孔的中心位置,使兩個連接件的螺栓中心孔對準。螺栓裝配時,一個節點上所有螺栓的安裝方向應一致。在螺母側,墊圈上有倒角的一側應與螺母上有圓臺的一側依次貼合;在螺栓頭側,墊圈上有倒角的一側應與螺栓頭貼合[10]。
螺栓安裝前,必須對所用的扭矩扳手進行日常檢查,扭矩最大相對誤差[≤]±5%。日常檢查用標準扭矩扳手應經過計量檢定單位檢定或校準,其最大允許誤差[≤]±5%。
4.2 螺栓孔與擴孔
風電機組用高強度螺栓安裝時,若螺栓不能自由穿入,要禁止強行穿入,應用鉸刀對該螺栓孔進行修整,螺栓孔修整數量不應超過螺栓總數的25%,修整后的直徑不應大于1.2倍螺柱直徑。嚴禁使用氣割法進行擴孔。當螺栓孔的修整數量超過螺栓總數的25%,或修整的最大直徑大于1.2倍螺栓直徑[8],應先向設計單位提出申請,經設計單位同意后再進行施工。記錄下來擴孔后的孔徑大小、擴孔位置,由設計單位按大圓孔、槽孔等擴大孔型進行復核計算。
4.3 螺栓的初緊、復緊、終緊
4.3.1 風電機組高強度螺栓副的緊固分為初緊、復緊與終緊,有時也只進行初緊和終緊。初緊和復緊扭矩值為終緊扭矩值的一半左右。初緊和復緊后要用一個顏色的記號筆在高強度螺栓的螺母上做好標記,以免重復緊固。終緊時按本批次螺栓連接副的扭矩系數計算得到最終緊扭矩值進行擰緊,終緊后用另一種顏色的記號筆在螺母上做好標記,高強度螺栓的初緊、復緊與終緊要在24 h內完成[11]。
4.3.2 風電機組高強度螺栓要按一定順序進行初緊、復緊和終緊,所有螺栓在完成初緊后再進行復緊,復緊全部完成后再進行終緊。同一節點螺栓連接副的安裝施工順序為先中間再逐步向外。不同位置從剛度大的接頭開始向剛度小的接頭位置施工,簡單接頭一般從接頭中間位置向兩端進行施工,兩個或多個連接接頭一般先對主要構件接頭進行施工,再對次要構件進行施工[12]。
4.4 高強度螺栓緊固方法
風電機組高強度螺栓緊固方法有兩種,一是扭矩法緊固,二是轉角法緊固。
4.4.1 高強度螺栓扭矩法緊固。高強度螺栓扭矩法緊固施工是利用螺栓的設計預緊力F與扭矩系數K計算得到螺栓的終緊扭矩值M,用扭矩扳手按計算所得的終緊扭矩值M依次對螺栓進行初緊、復緊與終緊。螺栓的預緊力F由設計預緊力來確定,考慮到螺栓施工時的預緊力損失量一般為設計預緊力的10%,因此螺栓擰緊的預緊力F為設計預緊力的1.1倍。在貯運過程中螺栓轉矩系數易發生變化,在施工現場,按要求對扭矩系數進行復檢,復檢扭矩系數在表4范圍內時,根據復檢確定的扭矩系數進行施工。螺栓施工時初緊、復緊與終緊要依次進行。螺栓初緊的目的是讓各連接部件的接觸面緊密貼合,螺栓的預緊力達到10~50 kN 。在實際操作中,一個操作者使用普通手動扳手,在不使用任何輔助工具擰緊螺栓,即完成初緊。
4.4.2 高強度螺栓轉角法緊固。由于螺栓的扭矩系數是離散的,特別是螺栓的制造質量不高、包裝條件差、運輸儲存條件惡劣,導致螺栓的扭矩系數超過標準值,此時再采用扭矩法施工會造成較大誤差,出現過緊或欠緊現象。螺栓轉角法施工是在螺柱彈性變形區間內,調整螺母的旋轉角度來控制螺柱的彈性伸長量,獲取所需預緊力[13]。為解決扭矩法施工過緊或欠緊問題,引入轉角法施工。螺栓轉角法施工的基本原理如下:螺栓在完成初緊后,螺柱在彈性范圍內變形,螺母的旋轉角度與螺栓預緊力為線性關系,得到螺栓預緊力后,可計算出螺栓的旋轉角度,初緊后按此旋轉角度施工,可準確控制預緊力。高強度螺栓轉角法的緊固分為初緊與終緊,對大型復雜結構增加復緊。初緊比扭矩法施工要嚴格,若初緊狀態不一致,施工時有一部分會用于消除板縫間的距離,導致旋轉角度與預緊力的關系極不穩定。轉角法的初緊是為了消除連接件縫隙的影響,為螺栓終緊提供一個基本一致的起點。但轉角法施工對初緊扭矩沒有統一標準,均是以連接板緊密貼合為原則,再根據各個工程項目的具體情況進行確定,終緊是在初緊基礎上,將螺母旋轉一定角度,使螺栓的軸向力達到計算預緊力的要求。
轉角法具體施工順序如下:采用定扭矩扳手以螺栓群為中心逐個向外初緊,初緊完畢后用小錘敲擊螺栓,防止漏擰,最后對初緊后的螺栓依次劃線標記,初緊完成。用專用扳手(一般為電動扳手、電動定轉角扳手及手動扳手等)按照初緊順序依次使螺母旋轉一個確定角度,為準確控制螺母旋轉角度,將計算得到的轉角角度刻在套筒上,套筒安裝到螺母后,將套筒上刻度角終止線的位置在連接件上標記好,擰動扳手,套筒上轉角起始線與連接件上的標記重合后,達到規定轉角,終緊結束。為確保終緊的正確性,施工時要采取一定措施來防止螺柱與螺母共轉。終緊結束后要用量角器對螺栓螺母上畫的相對轉角逐個進行檢查。對終緊自檢完的螺栓用不同顏色的記號筆進行標記,以防漏擰和重復終緊。
在使用螺母轉角法施工前要進行復檢,在同批螺栓副樣本中隨機抽取8套螺栓副(包括螺栓、螺母、墊圈),試驗用螺栓的狀態要與實際使用的螺栓狀態一致,試驗用螺栓不可繼續在風電機組上使用。轉角復檢要在有相應資質的第三方檢測單位進行,所用的儀器儀表必須經過計量檢定合格,且在有效期內。
5 高強度螺栓連接施工質量驗收
風電機組用高強度螺栓采用扭矩法施工緊固質量檢測應符合以下四個要求。①用0.3 kg重的小錘依次敲擊高強度螺栓的螺母,不得漏擰螺旋。②對螺栓副的終緊扭矩進行10%的抽查,且不少于兩個螺栓連接副,檢查時在螺栓與螺母上畫一條直線,用扳手將螺母上擰松60°角,再用扭矩扳手重新擰緊,使螺母與螺柱上的兩根直線重合。此時,測得的扭矩若在0.9~1.1 M內,則符合要求。③若發現有達不到要求的,應再增加一倍螺栓連接副進行擴大檢查,如仍有不合格的,對所有高強度螺栓連接副重新進行施工[8]。④螺栓扭矩的檢查要在螺栓終緊后1~24 h內完成,檢查用扭矩扳手應經過計量檢定或校準,最大允許誤差在±3%范圍內[9]。
風電機組用高強度螺栓采用轉角法施工緊固質量檢測要符合以下四個要求。①依次檢查終緊起始線與終緊終止線的角度是否達到要求。②在每個節點上隨機抽取總數10%的螺栓,且不少于兩個螺栓連接副檢查終緊轉角,檢查時在螺柱與螺母上畫一條直線,將螺母全部卸松,按原規定要求進行初緊和終緊,測量原終止線與終止線之間的角度誤差在±30°為合格。③若發現有達不到要求的,應再增加一倍螺栓連接副進行檢查,如仍有不合格的,所有高強度螺栓連接副要重新進行施工[8]。④轉角的檢查要在螺栓終緊后1~24 h完成,檢查用扭矩扳手應經過計量檢定或校準,最大允許誤差在±3%范圍內。
6 結語
風電機組用高強度螺栓連接副失效事件時有發生。為降低螺栓連接副失效發生概率,應對螺栓連接副制造、運輸儲存、進場驗收、安裝施工及施工質量驗收等環節加強管理,在各個環節提高螺栓質量,降低風機事故發生概率。
參考文獻:
[1]陳紀平,賀賢娟.高強度螺栓施工緊固軸力的自動控制[J].工業建筑,2015(9):131-135.
[2]鄭大周,王兵,莫爾兵,等.VDI2230在風機螺栓分析中的應用[J].東方汽輪機,2013(2):26-31.
[3]燕友增.高強度螺栓的應用研究[D].青島:山東科技大學,2011.
[4]姜招喜,許宗凡,張挺.緊固件制備與典型失效案例[M].北京:國防工業出版社,2015:11-13.
[5]丁超.基于LabVIEW和機器視覺鉚釘表面缺陷在線檢測系統研究[D].上海:上海交通大學,2008.
[6] 國家質量技術監督局.緊固件表面缺陷 螺栓、螺釘和螺柱 一般要求:GB/T 5799.1—2000[S].北京:中國標準出版社,2000.
[7]國家能源局.風電機組塔架用高強度螺栓連接副:NB/T 31082—2016[S].北京:中國標準出版社,2016.
[8]王忠鋒,余泉.風電機組高強螺栓試驗與安裝技術總結[J].風能,2018(1):78-82.
[9]李偉霞,王海霞.談高強度大六角頭螺栓連接的施工要求[J].河南科技,2010(14):61.
[10]李富強.懸索橋鋼桁加勁梁拼裝技術研究[J].珠江水運,2020(9):38-39.
[11]邢惟妍.高強度螺栓的安裝與質量控制[J].工程建設與設計,2015(2):101-103.
[12]侯方,呂瑞寧,王梓宇.淺談石化裝置鋼結構的高強螺栓施工方法[J].安徽化工,2019(4):109-111.
[13]唐定華.螺栓扳手機器人的設計與實現[D].西安:西安工業大學,2018.
猜你喜歡
知音勵志·社科版(2016年9期)2016-11-09 08:21:16
中國科技博覽(2016年22期)2016-11-01 15:06:27
中國科技博覽(2016年22期)2016-11-01 14:20:50
中國科技博覽(2016年22期)2016-11-01 12:54:47
現代企業文化·理論版(2016年14期)2016-10-21 10:29:30
中國科技博覽(2016年19期)2016-10-19 13:44:57
中國科技博覽(2016年19期)2016-10-19 12:36:32
中國市場(2016年36期)2016-10-19 04:22:24
科學與財富(2016年28期)2016-10-14 22:54:28
科學與財富(2016年28期)2016-10-14 22:41:32
