孔/槽結構對灌注芯材力學性能的影響
2023-05-30 12:14:50劉志強吉祥高翔席振釗劉防防宋笑非
纖維復合材料 2023年1期
劉志強 吉祥 高翔 席振釗 劉防防 宋笑非
摘 要 復合材料夾層結構被廣泛應用于能源發電、航空航天等多種領域,研究發現提高復合材料夾層結構芯材的力學性能有利于提升其整體的強度、剛度以及穩定性。本文基于一種應用于風電葉片的聚氨酯改性泡沫芯材,加工兩種形式的孔和槽結構,采用三維有限元方法研究其灌注樹脂后的壓縮,拉伸和剪切模量以及應力分布,并與實驗結果進行對比分析,結果表明,數值仿真與試驗結果具有較好的一致性,仿真結果能用來反映實際灌注芯材的模量變化趨勢和應力分布情況。
關鍵詞 芯材;有限元分析;彈性模量;應力分布
ABSTRACT The improvement of mechanical properties of core material is beneficial to the strength, stiffness and stability of composite sandwich structure. Two types of machining method with holes and grooves were applied on a Polyurethane modified foam core material of wind turbine blades in this paper. The compressive, tensile and shear moduli and stress distribution were investigated using 3-dimensional finite element method, the numerical results agreed well with the experimental results and the simulation results can be used to reflect the modulus change trend and stress distribution of the actual perfusion core material.
KEYWORDS core material; finite element analysis; elastic modulus; stress distribution
1 引言
近年來,風力發電占總發電量的比例快速提升[1]。風力機葉片是捕獲風能的主要部件,設計質量穩定的葉片是風力機穩定發電和安全運行的重要保障[2]。隨著風力機單機功率的增大,風電葉片的長度也隨之增大,需要強度、剛度和抗屈曲能力更優越的材料和結構來滿足葉片大型化的要求[3,4]。葉片的面板和腹板一般采用夾層結構,該結構可在降低葉片重量的同時保證葉片抗屈曲能力,實現成本的大幅降低。葉片常用的芯材有泡沫和輕木等。
芯材的壓縮、拉伸及剪切性能對夾層結構的力學機械性能有很大影響,在泡沫芯材上打小孔和開微槽并灌注樹脂,可提升芯材力學性能。但目前這方面研究較少,深入研究孔/槽結構對灌注芯材力學性能的影響對于提升葉片結構強度,實現輕量化設計具有重要意義。
Truxel[5]對夾層板的面/芯抗剝離性能進行了研究,使用真空灌注方法制備五種槽/孔結構的芯材,并保證芯材的樹脂吸收量相同,用傾斜脫粘法對比脫粘韌性。結果表明,開槽試樣由于裂紋被橫向凹槽阻止從而具有更好的抗剝離性能,但同時凹槽過深可能造成凹槽之間區域缺乏樹脂,反而導致界面韌性降低。Massüger等[6]對100kg/m3的PET泡沫分別采用沿輪廓開槽(CK),開槽并打孔(GP)和不對稱雙面開槽(DC)三種不同的加工方式,用四點彎曲測試對比其與未加工泡沫芯材的疲勞性能。結果表明,CK加工的芯材剛度更高,但其彎曲強度顯著降低,另外,GP和DC加工的芯材在1000萬次載荷循環之后,靜態剪切強度的降低小于40%。May-Pat[7]采用壓縮、剪切以及脫粘韌性測試,對比了穿孔芯材樹脂完全填充,樹脂不完全填充以及未加工芯材三種情況的力學性能。結果表明,穿孔被樹脂完全填充時,壓縮強度和模量以及剪切模量均明顯提升,剪切強度變化不大,局部脫粘韌性得到增強,芯材重量增加28%。Mitra[8]在泡沫芯槽中插入直徑為8mm的半圓形玻璃纖維剪切榫,與沒有剪切榫的樣品相比,其抗分層性能提高約25%。Halimi等[9]對泡沫芯材采用了六種不同的打孔方式,與未加工的芯材進行對比分析。結果表明,穿孔芯材的臨界載荷和脫粘韌性均有提高。Fathi等[10]加工了四種開槽/打孔構型的泡沫芯材,通過四點彎曲實驗對芯材進行性能測試。結果表明,切割后的芯材失效載荷增大,剛度和抗剪切強度也顯著增加。但由于樹脂灌入導致密度增大,芯材的斷裂撓度和延展性降低。Tomohiro等[11]加工了四種不同孔槽結構的泡沫芯材,使用雙懸臂梁實驗評估了夾層板面/芯剝離韌性。結果表明,與未加工的芯材相比,孔槽內樹脂可以有效阻止裂紋擴展,提高脫粘韌性。
從以上研究可以看出,大多數研究者只關注槽孔對某一兩項性能的影響,并且主要采用實驗方法。實驗方法研究投入成本高,能采集的實驗數據有限,而有限元分析可以得到更全面數據,且更加便捷。因此,為了深入研究芯材加工的槽孔構造對灌注樹脂后芯材力學性能的影響,本文建立了芯材標準試驗件的有限元模型,分析其在壓縮、拉伸和剪切載荷作用下的彈性模量和應力分布,并與實驗進行對比分析。
2 數值分析
2.1 模型
2.1.1 幾何模型
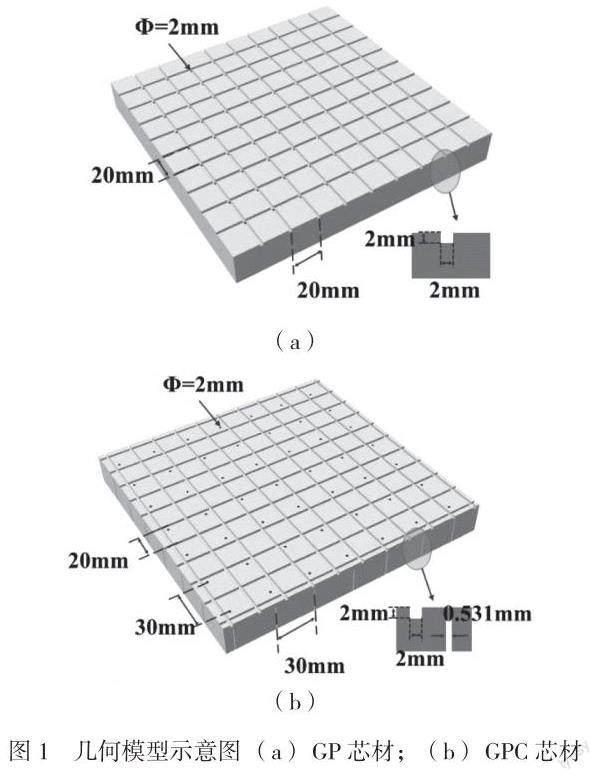
設計了如圖1(a)和(b)的兩種芯材加工方式,分別是開槽打通孔芯材(Grooves & Perforated hole, GP)和開槽打通孔開切割縫芯材(Grooves & Perforated hole & Cutting, GPC),具體尺寸如表1所示。
2.1.2 網格
采用有限元軟件ANSYS的參數化設計語言對芯材試驗件及夾具建模并劃分網格,為了便于GP模型在通孔與開槽交匯處的網格劃分,對該區域拓展一個邊長4 mm的方槽,導致壓拉模型樹脂灌注量增加2.57%,剪切模型脂灌注量增加3.07%。利用Mesh200單元輔助建模,夾具、泡沫及樹脂均采用Solid185單元,如圖2(a)、(b)、(c)、(d)所示四種模型網格總數分別為31104、55872、42360和66124。
2.1.3 載荷與約束
數值模型中芯材和夾具界面采用節點共用的方法使兩界面完全固定,無滑移,無侵入。如圖3(a)所示,根據ASTM C365-2016壓縮測試標準和ASTM C297-2016拉伸測試標準,建立壓縮及拉伸加載模型,完全約束下夾具下表面,在上夾具的上表面施加沿z軸的壓縮及拉伸載荷,載荷值為芯材實驗極限強度[15],GP 芯材壓縮載荷為2.14 MPa,GPC 芯材壓縮載荷為5.66 MPa, GP 芯材拉伸載荷為1.55 MPa,GPC 芯材拉伸載荷為1.46 MPa。如圖3(b)所示為芯材剪切加載模型,下夾具左端面上的水平中軸線節點完全約束,上夾具右端面上的水平中軸線節點施加沿x軸正方向的位移載荷,大小為0.5 mm。
2.1.4 材料屬性
芯材為浙江聯洋新材料股份有限公司生產的HPE 110聚氨酯改性泡沫,該泡沫耐熱性高,抗疲勞性能強,吸膠量低,密度約為0.117g/cm3。樹脂采用東樹樹脂,固化后的環氧樹脂密度為1.157 g/cm3[15],材料性能如表3所示。
2.1.5 求解控制
采用靜態分析,設置加載子步驟數為10,設置位移的收斂容差為0.01,設置力的收斂容差為0.05,指定用于非線性分析每一個子步驟允許的最大平衡迭代次數為99。
2.2 計算數據處理
芯材在壓縮,拉伸和剪切過程中的彈性模量可根據如下公式計算。設壓縮/拉伸模量為Ei ,剪切模量為G,試樣加載端載荷為Fi。
其中,σ為芯材抗壓/抗拉強度,A為芯材水平截面積,ε為芯材的壓縮/拉伸應變,x為在載荷Fi作用下的位移,h為芯材初始厚度。
其中,δ為試樣的初始厚度,L為試樣的初始長度,b為試樣的初始寬度,θ為力-位移曲線線性部分的斜率,可表示為θ=ΔF/Δx。
2.3 模型驗證
提取GP壓縮模型下夾具下表面節點的支反力積分和為7703 N,通過公式(1)計算得到拉伸強度為2.13 MPa,與施加的載荷2.14 MPa相比,誤差為0.47% 。提取GPC拉伸模型下夾具下表面節點的支反力積分和為5266.01 N,通過公式(1)計算得到拉伸強度為1.463 MPa,與施加的拉伸載荷1.46 MPa相比,誤差為0.44%。提取GP剪切模型力-變形圖與實驗作對比,如圖4所示,吻合良好,表明數值模型具有較高的精度及準確性。
3 模量分析
3.1 壓縮模量
圖5是純泡沫、GP以及GPC芯材的壓縮模量,可以看出,GP和GPC芯材灌注樹脂后的壓縮模量得到大幅提升,分別為104.18 MPa和196.31 MPa。數值仿真得到的GP和GPC芯材的壓縮模量分別為111.29 MPa和218.26 MPa,與試驗結果的偏差分別為6.8%和11.2%,由此可見,數值仿真結果與試驗結果吻合較好。
3.2 拉伸模量
圖6是純泡沫、GP以及GPC芯材的拉伸模量,可以看出,GP和GPC芯材灌注樹脂后的壓縮模量得到大幅提升,分別為101.97 MPa和194.50 MPa。數值仿真得到的GP和GPC芯材的拉伸模量分別為107.75 MPa和210.51 MPa,與實驗結果的偏差分別為5.7%和8.2%,由此可見,數值仿真結果與試驗結果吻合較好。
3.3 剪切模量
圖7是純泡沫、GP以及GPC芯材的剪切模量圖,可以看出,GP和GPC芯材灌注樹脂后的壓縮模量得到大幅提升,分別為28.94 MPa和52.93 MPa。數值仿真得到的GP和GPC芯材的剪切模量分別為32.81 MPa和36.79 MPa,與實驗結果的偏差分別為-1.1%和-30.5%。GPC模型試驗與仿真剪切模量誤差為-30.5%,可能的原因為:(1)剪切模型施加芯材極限位移載荷,但仿真過程未考慮非線性,導致提取位移值偏大,模量減小。(2)為滿足模型周期性,邊緣切割縫被分割,樹脂量相同但寬度減小,根據文獻[16],深槽寬度減小,剪切模量大幅減小。后續研究將對芯材非線性部分進行分析,并優化構型周期性。
4強度分析
4.1 壓縮
GP芯材的壓應力分布以及試驗失效模式如圖8所示,圖8(a)是泡沫部分的應力云圖,可以看出,泡沫側面上下端應力高于泡沫芯材的壓縮強度1.41 MPa,因此,此區域在壓縮過程中最易失效。圖8(b)是樹脂柱應力云圖,可以看出,樹脂應力最大的位置是樹脂柱上下端,高于樹脂極限壓縮強度72.8 MPa,因此,此位置最易失效。圖8(c)是實驗壓縮失效模式圖,可以看出,試樣失效位置在試樣底端,與泡沫應力圖下端高應力位置吻合。
GPC芯材的壓應力分布以及實驗失效模式如圖9所示,圖9(a)是泡沫部分的應力云圖,可以看出,高應力位置在如圖所示的切割縫與開槽之間,云圖中芯材的壓應力均大于泡沫的極限壓縮強度。可以從圖9(b)看出,穿孔樹脂柱上半部分為云圖的高應力位置,高于樹脂極限壓縮強度。圖9(c)是試驗壓縮失效模式圖,可以看出,試樣在上端部多處位置發生失效斷裂,這與泡沫上端高應力位置相吻合。
4.2 拉伸
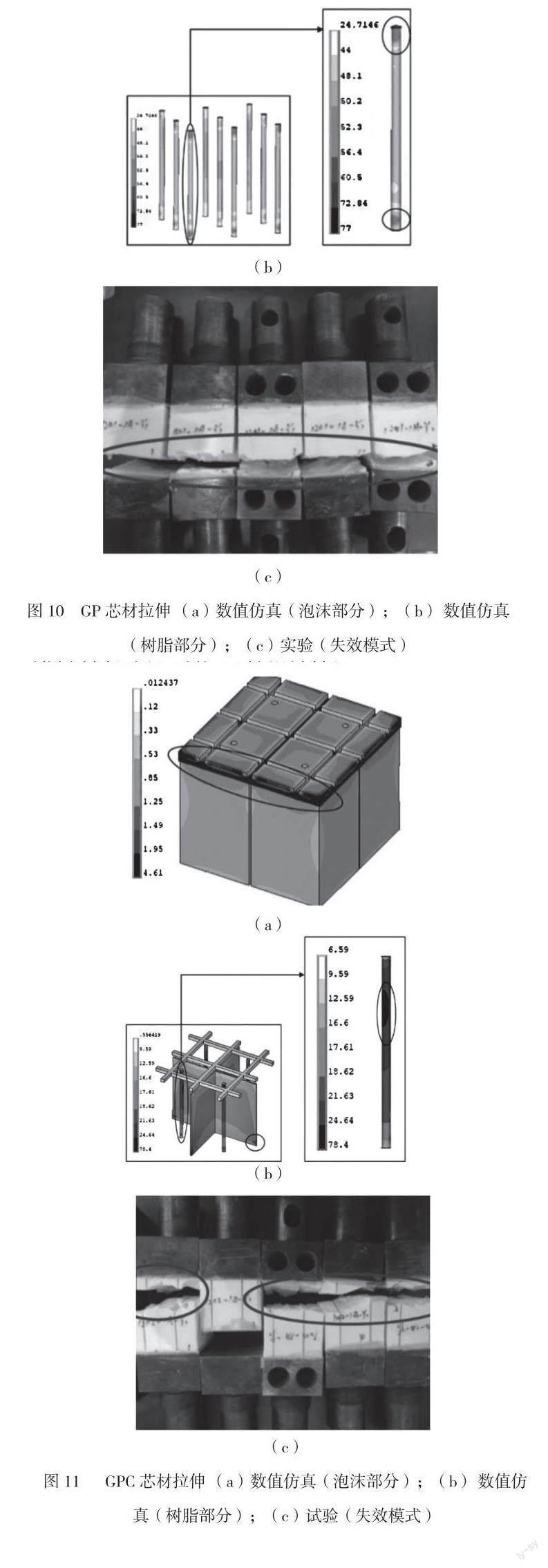
GP芯材的拉應力分布以及實驗失效模式如圖10所示,圖10(a)是泡沫部分的應力云圖,可以看出,圖中芯材底端應力高于泡沫極限拉伸強度,此位置最易斷裂失效。圖10(b)是樹脂部分的應力云圖,可以看出穿孔樹脂柱上下端部為高應力位置。從圖10(c)拉伸斷裂失效模式圖可以看出,試驗中芯材斷裂位置均處在底部,而泡沫應力圖底端亦為高應力區域,兩者相吻合。
GPC芯材的拉應力分布以及試驗失效模式如圖11所示,圖11(a)是泡沫部分的應力云圖,如圖所示切割縫與開槽之間為高應力位置,且應力高于泡沫的極限拉伸強度。圖11(b)是樹脂部分的應力云圖,如圖所示高應力位置位于穿孔樹脂柱上半部分,此外樹脂柱下部以及切割縫樹脂下部也出現高應力區。圖11(c)是試驗拉伸斷裂失效模式圖,如圖所示除與夾具發生脫粘的試樣外,其余試樣失效位置處在切割縫與開槽之間或者試樣底部,而云圖中泡沫頂端及樹脂上下端部應力較高,兩者相吻合。
4.3 剪切
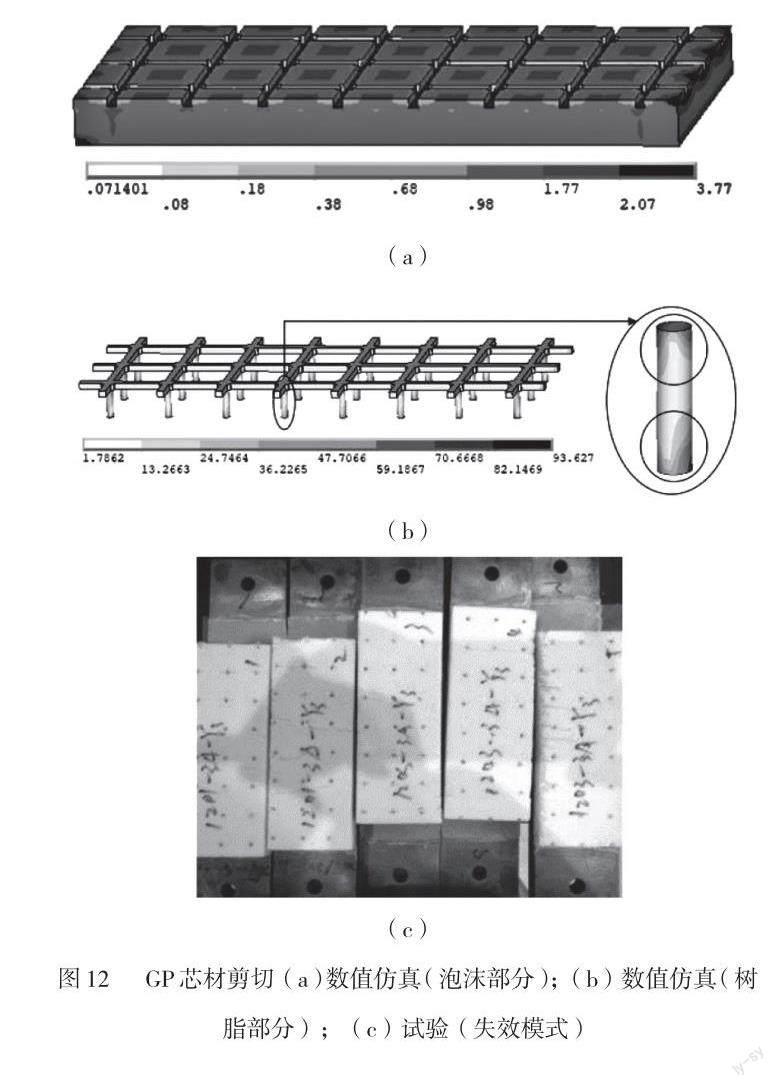
GP芯材的剪切應力分布以及試驗失效模式如圖12所示,圖12(a)是泡沫部分的應力云圖,如圖所示模型應力分布較為均勻,僅棱角處局部應力較高。圖12(b)是樹脂部分的應力云圖,樹脂柱應力兩端高于中部,樹脂槽應力整體低于樹脂柱。圖12(c)是失效模式圖,可以明顯看出試樣均在無開槽一面脫粘失效,說明試樣和夾具的粘結力會在槽內灌注樹脂后得到提升。
5結語
本文通過對HPE 110泡沫芯材加工兩種形式的孔/槽結構進行三維實體的有限元建模分析,研究了灌注樹脂后芯材的壓縮,拉伸和剪切模量以及應力分布,并與實驗結果進行對比分析,結論如下:
(1) 與純泡沫芯材相比,GP和GPC芯材灌注樹脂后的壓縮、拉伸以及剪切模量得到提升,且模量提升比例高于重量增加比例,單位重量芯材的性能得到提升。
(2) GP模型數值仿真結果與實驗值壓縮、拉伸及剪切模量的誤差均低于6.8%,說明該模型具有較高的仿真精度。GPC拉壓模型數值仿真結果與實驗值模量誤差低于11.2%,誤差略大的主要原因是壓縮模擬中未考慮樹脂柱與泡沫脫粘,導致結果偏高。
(3)GP芯材的數值模型顯示高應力區均出現在上下兩端,GPC模型的高應力位置出現在切割縫與開槽之間的位置,二者均與試驗中的斷裂位置吻合。
參考文獻
[1]? 蘇成功,李成良,魯曉鋒. 大型風電葉片后緣最大弦長區域穩定性研究[J]. 玻璃鋼/復合材料2015,(06): 58-63.
[2]? 王冬生,楊萍. 夾芯材料在風電葉片上的應用研究[C]. 第二十一屆全國玻璃鋼/復合材料學術年會,2016: 126-129.
[3]? 王冬生. PET泡沫材料在風電葉片中的應用[J]. 上海建材, 2020,(01): 28-29.
[4]? 辛志東,杜娟,聶彥平,毛森鑫.某全泡沫夾芯復合材料無人機平尾的強度分析與驗證[J].纖維復合材料,2022,39(04):61-64.
[5]? Truxel A,Aviles F,Carlsson L A,et al. Influence of face/core interface on debond toughness of foam and balsa cored sandwich[J]. Journal of Sandwich Structures & Materials,2006,8(3): 237-258.
[6]? Massüger L,G?tzi R. Effects of groove configurations on fatigue resistance of infused sandwich panels[C]//Proceedings of the 10th International Conference on Flow Processes in Composite Materials (FPCM-10). 2010.
[7]? May-Pat A,Aviles F,Aguilar J O. Mechanical properties of sandwich panels with perforated foam cores[J]. Journal of Sandwich Structures & Materials,2011,13(4): 427-444.
[8]? Mitra N,Raja B R. Improving delamination resistance capacity of sandwich composite columns with initial face/core debond[J]. Composites Part B: Engineering,2012,43(3): 1604-1612.
[9]? Halimi F,Golzar M,Asadi P,et al. Core modifications of sandwich panels fabricated by vacuum-assisted resin transfer molding[J]. Journal of composite materials,2013,47(15): 1853-1863.
[10]Fathi A,Wolff-Fabris F,Altst?dt V,et al. An investigation on the flexural properties of balsa and polymer foam core sandwich structures: Influence of core type and contour finishing options[J]. Journal of Sandwich Structures & Materials,2013,15(5): 487-508.
[11]Yokozeki T,Iwamoto K. Effects of core machining configuration on the debonding toughness of foam core sandwich panels[J]. Advanced Composite Materials,2016,25(1): 45-58.
[12]Standard test method for flatwise compressive properties of sandwich cores:ASTM? C365/365m:2016[S].
[13]Standard test method for flatwise tensile strength of sandwich constructions:ASTM? C297/297m:2016[S].
[14] Standard test method for shear properties of sandwich core materials:ASTM C273/273m:2016[S].
[15] Qin Z,Wei L,Zhang M,et al. The Effects of Core Machining Configurations on the Mechanical Properties of Cores and Sandwich Structures[J]. Materials,2022,15(2): 521.
[16]張振聰,黃輝秀,陳禮貴,等.基于ANSYS的PVC芯材剪切性能仿真分析與應用研究[J].復合材料科學與工程,2020(09):68-73.