磁流變拋光表面形貌仿真與試驗研究
2023-05-30 10:48:04張爭艷戴立達喬國朝
河北工業大學學報 2023年2期
張爭艷 戴立達 喬國朝

摘要 表面形貌是工件加工質量的重要分析內容,為了更好地研究磁流變拋光工藝的工件表面質量,提出了一種磁流變拋光的表面形貌數值仿真方法。基于磁流變液的流變特性以及磨粒的受力情況,建立了磨粒的運動模型以及磨粒加工時侵入工件的深度模型,進而提出了磁流變拋光工件表面的輪廓生成算法,模擬了不同加工參數下的工件表面形貌和相關三維形貌表征參數。最后通過對比試驗數據與仿真數據表明該方法能夠有效的預測工件表面加工質量的變化趨勢,驗證了該方法的正確性。
關 鍵 詞 磁流變拋光;表面形貌;表面輪廓生成;仿真;運動軌跡
中圖分類號 TH161.14? ? ?文獻標志碼 A
Simulation and experimental study on surface topography of magnetorheological polishing
ZHANG Zhengyan1,2, DAI Lida1,2, QIAO Guochao1
(1. School of Mechanical Engineering, Hebei University of Technology, Tianjin 300401,China; 2. National Technological Innovation Method and Tool Engineering Research Center, Tianjin 300401, China)
Abstract Surface topography is an important part of workpiece processing quality analysis. In order to better study the surface quality of workpiece in magnetorheological polishing process, a numerical simulation method of surface topography in magnetorheological polishing is proposed. Based on the rheological properties of MRF and the normal force of abrasive particles, the movement model of abrasive particles and the depth model of abrasive particles invading the workpiece during machining are established. Then, the contour generation algorithm of workpiece surface in MRF polishing is proposed. The surface morphology of workpiece under different machining parameters and the related 3-dimensional morphology characterization parameters are simulated. Finally, the experimental data and simulation data show that the method can effectively predict the change trend of workpiece surface processing quality, and verify the correctness of the method.
Key words magnetorheological polishing; surface topography; surface profile generation; simulation; moving trajectory
0 引言
磁流變拋光是一種基于磁流體的智能拋光工藝,常用于具有很高表面質量要求工件的拋光加工,鐵磁性材料[1]和非磁性材料[2-4]都可以用此拋光工藝加工。磁流變拋光工藝是以磁流變拋光液為基礎的,磁流變拋光液是由磁性顆粒(常用羰基鐵粉)、磨粒、添加劑和基載液(常用油或去離子水)形成的懸濁液。在梯度磁場外(非拋光區),磁流變拋光液以牛頓流體形式存在,能夠容易地完成泵送;在梯度磁場內(拋光區內),磁流變拋光液粘度變大,形成具有類似Bingham流體性質的流體介質附著在拋光工具上。拋光工具帶動變硬的磁流變拋光液轉動并與工件表面接觸產生相對運動,實現工件表面的材料去除。
表面形貌作為分析加工質量的重要研究內容,直接影響工件的耐磨性、耐疲勞性等特性,因此如果能夠利用仿真方式將工件表面形貌重構出來,對控制加工工件的表面質量以及工件表面質量的后續研究有重要意義。徐安平等[5]基于銑刀切削刃模型和銑削動力學模型并結合立銑加工表面創成模型,編譯了立銑加工過程的表面形貌仿真算法,對立銑工件表面形貌進行了仿真。王思越等[6]考慮了刀尖圓弧半徑、進給速度和刀尖與工件之間的相對振動,提出了一種車削外圓表面的表面形貌仿真方法。安琪等[7]綜合逆向建模和幾何仿真的優點,通過對實測車削表面形貌的特征數據進行處理,并基于此提出了一種基于少量參數的車削表面形貌的仿真方法。鞏亞東等[8]基于磨削磨粒的運動模型建立了磨削加工的形貌仿真預測模型,通過實驗驗證了仿真模型的準確性。
通過建立仿真模型對工件表面形貌和加工表面質量進行預測,已經廣泛應用于銑削、車削、磨削等加工工藝中,不過很少有對磁流變拋光加工表面進行表面形貌預測。本文根據磁流變液的磁流變拋光過程中的流變特性和磨粒受力情況并分析磨粒的運動軌跡,建立了磁流變拋光過程的仿真模型,依據預測模型計算得到相關三維形貌表征參數,通過與試驗結果對比分析,驗證仿真模型的正確性。
1 磨粒的正壓力模型
在永磁小球頭磁流變拋光中,工件的材料去除是由于磨粒正壓力的作用,磨粒侵入工件表面并在磁流變液流體帶動下,磨粒與工件表面產生相對運動,因而產生剪切力實現材料去除,所以在研究永磁小球頭磁流變拋光過程中磨粒的正壓力是必不可少的。在永磁小球頭磁流變拋光中,磨粒所受垂直于工件表面的力有離心力F、重力G、磁浮力[FM]、浮力[Fρ]、流體動壓力[FL]和工件對磨粒的反作用力[Fn],由于重力、浮力以及離心力遠小于其他3個力,忽略不計,則有
[Fn=FM+FL] , (1)
根據物體作用力與反作用力原理,工件對磨粒的反作用力[Fn]與磨粒對工件的正壓力[FN]是數值相等、方向相反的一組力,所以在數值上有
[FN=Fn=FM+FL] 。 (2)
1.1 永磁小球頭的磁場分布
永磁小球頭磁流變拋光是利用磁流變液在永磁小球頭表面形成的拋光模與工件表面相互擠壓并產生相對運動來實現工件表面的材料去除。而如何形成穩定有效的拋光模取決于磁流變液中羰基鐵粉的受力情況,永磁小球頭表面羰基鐵粉所受的磁力主要由永磁小球頭的磁場決定;同時基于磁流變拋光液的流變性可知,拋光區的流體運動方程也與磁場分布密不可分,所以研究永磁小球頭附近的磁場分布情況是分析磁流變拋光的基礎。
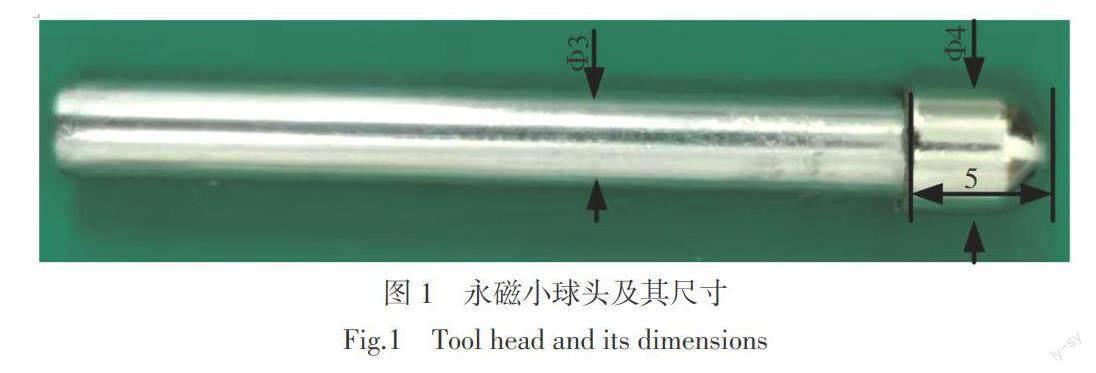
永磁小球頭為軸向充磁且具有旋轉對稱的結構,因此在進行磁場分析時可以將其簡化成旋轉對稱的二維模型,如圖1。磁流變拋光過程中隨著磁流變更新,產生的熱量也隨之被帶走,因此拋光過程的溫度較低,所以選擇耐溫較弱但磁場較強的N45作為永磁小球頭的永磁材料,表1為N45的磁特性。永磁小球頭是由圓柱和半球復合而成的異形結構,想要設定其邊界條件利用標量磁位法對磁場進行理論分析是很困難的,因此根據參考文獻[9]采用ANSYS軟件對永磁小球頭的磁場進行模擬仿真。圖2a)和b)分別為ANSYS仿真得到的磁感應強度分布和磁力線分布。之后將模擬得到的節點數據提取出來,利用MATLAB進行數據處理后得到空間內任意點的磁場分布。利用TD8620特斯拉計對永磁小球頭的球頭表面的磁場進行了測量,分別測量了由x軸正向逆時針旋轉30°~ 90°位置的磁場,測量結果與仿真結果如圖3所示。
1.2 拋光區磨粒的正壓力計算
磁流變拋光過程中羰基鐵粉所受磁力大小取決于磁場強度和羰基鐵粉顆粒的磁特性。根據上述仿真處理所得磁場可以計算施加在羰基鐵粉上的磁力大小。假設羰基鐵粉為理想球形,則施加在羰基鐵粉的磁偶極矩可表示為[10]
[m=VM],? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(3)
式中:[V]為羰基鐵粉顆粒的體積;[M]為羰基鐵粉的磁化強度。羰基鐵粉在在磁場中受到的磁場力表示為[11]
[F=(m??)B] ,? ? ? ? ? ? ? ? ? ? ? ? ? ?(4)
式中,[B]表示羰基鐵粉的磁感應強度。磁感應強度B與磁場強度H存在關系
[B=μH], (5)
式中,μ為磁導率。將式(3)~(5)化簡整理得到磁場中羰基鐵粉受到的磁力為
羰基鐵粉受到磁力沿Y方向上的分量傳遞給磨粒顆粒的力即為所求正壓力中磁浮力的部分。由于本文中所采用的磨粒顆粒與羰基鐵粉顆粒的尺寸相同,因此假定單顆羰基鐵粉所受磁浮力的分量完全轉移到活性磨料顆粒上[12],即
永磁小球頭的磁流變拋光區區域較小,很難通過直接測量得到拋光區流體的動壓力以及剪切力,只能通過理論分析推導計算得到。而且,由于永磁小球頭為異形件且尺寸較小,不能類似于傳統輪式磁流變拋光簡化成二維模型分析,需要對其建立三維模型求解。根據文獻[13]建立的永磁小球頭磁流變拋光區的三維流體動力學模型,即Reynolds方程:
[U1,U2,V1,V2,W1,W2] 為上下表面沿xyz方向上的速度分布;[η(γ)] 為表觀黏度。通過求解上述Reynolds方程即可得到拋光區磁流變拋光液的各向的速度分布、表觀粘度以及流體動壓P。可以得到磨粒所受到的流體動壓力為
[FL=P?A] 。 (9)
因此,拋光區磨粒作用在工件表面的正壓力為
[FN=FM+FL] 。 (10)
2 工件表面形貌算法生成
2.1 磨粒侵入工件表面深度以及有效磨粒數的推導
磨粒侵入工件表面的深度是后續對加工表面進行三維重構的重要參數,磨料顆粒在正壓力的作用下侵入工件表面使工件表面凹入,并在剪切力的作用下完成材料去除。圖4為磨粒運動關系以及磨粒侵入工件表面的幾何關系圖。根據圖4所示磨粒與材料接觸區局部放大的幾何關系可得磨粒侵入工件表面的深度h為
式中:D為磨粒直徑;d為壓痕直徑。
根據布氏硬度值的定義式(12)可計算壓痕直徑:
式中:[HB]為工件布氏硬度,[FN]為工件受到的壓力。
由于加工過程中,實際情況復雜難以確定,為使在推導有效磨粒數和生成工件表面形貌算法時問題可解,提出以下幾點假設對問題進行簡化:
1)磨粒顆粒和羰基鐵粉顆粒為球形且尺寸均勻,半徑為R;
2)磨粒顆粒均勻分布于磁流變拋光液中;
3)拋光區內磨粒的濃度以及分布和初始磁流變拋光液中相同;
4)在計算過程中不考慮損耗;
5)當磨粒經過工件表面時和磨粒接觸的工件材料被完全去除且不產生堆積。
在單位體積的立方體的拋光液中,邊長為1上的磨粒數為n,即拋光液中磨粒的線密度為n,磨粒的體積為V,磨粒的體積分數為C,則有下式成立:
整理式(13)可得拋光液中磨粒的線密度
加工過程中,有效磨粒是對工件表面產生干涉的磨粒,可假設有效磨粒為靠近工件表面的單層磨粒,因此工件表面上單位長度上單位時間內經過的有效磨粒數為
[N=n·u] , (15)
式中,u為工件表面的流體的速度分布,可由上述Reynolds方程(式(8))解出。
2.2 磨粒運動軌跡
永磁小球頭磁流變拋光是一個復合運動加工過程,它的運動方式可分解為2個獨立運動:主軸旋轉運動、進給運動。因此需要對兩種運動單獨分析,進而清楚了解拋光過程中磨粒和工件間的相對運動。
永磁小球頭磁流變拋光磨粒運動關系示意圖如圖4所示,假設永磁小球頭局部坐標系oxyz的原點o位于永磁小球頭的球心,z軸沿主軸的軸向方向,x軸沿主軸的徑向方向且平行于工件,y軸沿主軸徑向方向向上。以工件表面建立全局坐標系OXYZ,原點O位于永磁小球頭球心正下方工件表面上,Y軸與y軸同向,X軸沿工件表面向里且正向與x軸同向,Z軸沿工件表面且正向與z軸同向向右。P(x,y,z)為拋光區任意活性磨粒P的坐標值,則磨粒P的運動軌跡方程分別可表示為式(16)和(17) 。
隨主軸的旋轉運動:
式中:r為永磁小球頭半徑;d為拋光間隙;α為主軸傾斜角度;n為主軸轉速。
進給運動是沿全局坐標系下Z軸正向運動的,可表示為
[Z=vjt] , (17)
式中:[vj]為進給速度;t 為加工時間。
由于磨粒的2個獨立運動分別為永磁小球頭局部坐標系下隨主軸的旋轉運動和全局坐標系下的進給運動,因此想要表示磨粒P的運動軌跡需要通過坐標變換將將局部坐標方程轉換成全局坐標方程,并疊加磨粒P沿進給方向的直線運動。全局坐標系OXYZ為局部坐標系oxyz繞x軸逆時針旋轉α角,再向下平移(d+r)的距離。所以,磨粒P隨主軸的旋轉運動用全局坐標系表示為
2.3 表面輪廓生成算法
加工過程中,當磨粒劃過工件表面時,磨粒和工件干涉部分的材料被切除,磨粒的軌跡和形狀信息殘留在已加工表面上。隨著永磁小球頭向前移動,后續的磨粒不斷與工件發生干涉,后續磨粒全部或者部分去除之前磨粒殘留的印跡。當永磁小球頭完全通過工件表面,所有殘留在工件表面上的磨粒痕跡共同構成表面輪廓。磁流變拋光中,任意沿進給方向的工件表面輪廓生成原理圖如圖5所示。
坐標系oxyz內,磨粒沿軌跡式(16)隨主軸完成旋轉運動運動。將磨粒沿x軸和z軸軌跡通過坐標變換把局部軌跡方程轉化成全局坐標方程,即式(18),拋光區離散成N個離散點,用[Si(X,Z)],i = 1,2,…,N表示,并疊加進給方向的運動軌跡。不同[Si]處磨粒劃過工件表面形成表面輪廓可用磨粒侵入工件表面深度[hi(X,Z)],i = 1,2,…,N表示。磨粒在工件表面形成的輪廓是動態變化的,前一磨粒形成的輪廓會被后續磨粒不斷去除,不同[Si]處磨粒形成的輪廓痕跡會在磨粒不斷更新的過程中疊加,在n個磨粒加工之后任意[Si]點處的輪廓痕跡可表示為
[h1,j(X,Z)=h1(X,Z)+h2(X,Z)+…+hj(X,Z), j=1,2,…,n]。(19)
因此,工件表面的最終輪廓H可用式(20)表示:
[H=h1(X,Z)?h2(X,Z)?…?hi(X,Z),i=1,2,…,N] 。 (20)
將該表面輪廓生成方法沿X軸方向擴展便可得到加工表面的三維形貌,以此實現加工表面形貌和表面粗糙度的預測。
3 仿真結果及試驗驗證
根據上述算法編譯了MATLAB程序,對點拋(進給速度等于零)過程中采用不同加工參數下的工件表面三維形貌進行了仿真,并根據相關仿真數據對區域算數平均偏差[Sa]和均方根偏差[Sq]兩種常用的表面三維形貌表征參數進行了預測。仿真過程中采用的相關加工參數及[Sa]和[Sq]的預測值如表2所示。
各種加工參數下的三維形貌仿真如圖6所示,圖6a)~d)分別為試件1~4的形貌仿真結果和試驗結果。
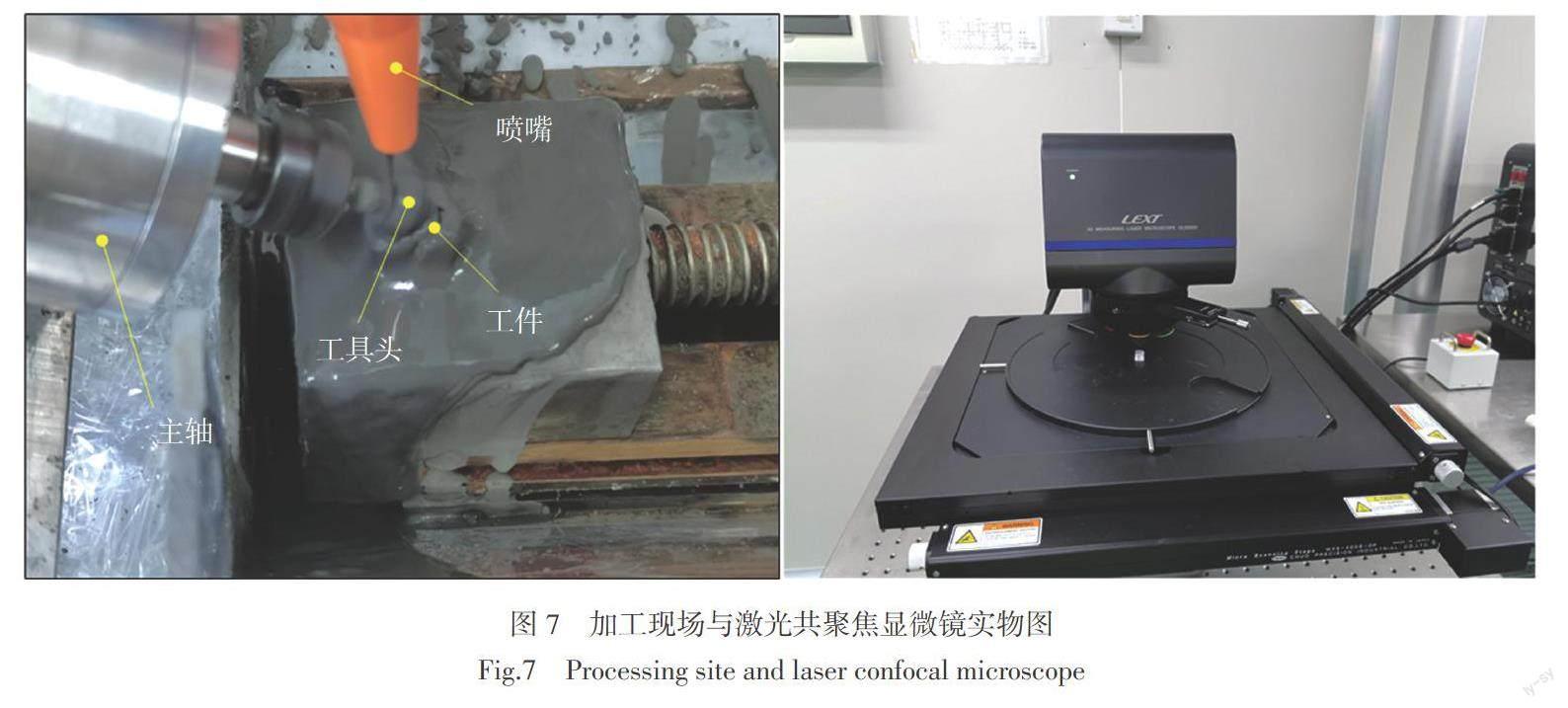
為驗證上述仿真結果,本文在自行搭建的磁流變拋光平臺上對熔石英工件進行加工試驗,并用激光共聚焦顯微鏡LEXT OLS5000對工件拋光區表面粗糙度進行測量,通過對比仿真結果和試驗結果驗證該仿真結果的正確性。
試驗所用裝置和儀器如圖7所示,試驗用磁流變拋光液的主要成分體積分數為:57.5%的去離子水,36%的羰基鐵粉(顆粒平均直徑3~4 μm),6%的氧化鈰磨粒(顆粒平均直徑3~4 μm)以及0.5%的添加劑,試件尺寸為10 mm×10 mm×10 mm的熔石英工件加工40 min。為使試驗結果和仿真結果有可比性,試驗所用加工參數與仿真的加工參數完全一樣,采樣點面積為257 μm×257 μm。表征參數[Sa]和[Sq]的試驗結果和仿真結果如表3所示,形貌結果如圖6所示。
從圖中可以看出,仿真結果和試驗結果的表面均表現為沒有明顯紋理特征的各向同性表面,表面高度平緩過渡;從表中的試驗結果和仿真結果的比較可以看出,上述仿真方法能夠有效預測加工表面質量的變化趨勢。不過可以看得出兩者在數值上存在一定的誤差。產生誤差的因素是多方面的,磁流變拋光過程是一個復雜的且動態變化的加工過程,很多不可知的因素都會對最終結果產生較大影響,因此很難精確地模擬整個加工過程。在仿真過程中,對磁流變拋光液和加工過程的簡化使得仿真結果和實際加工結果存在一定的差異,這也是仿真結果存在誤差的主要原因。另外,熔石英作為一種硬脆材料,在加工過程中可能同時存在塑性去除和脆性斷裂去除,而脆性斷裂去除產生的崩碎缺陷是隨機出現的,這也是出現誤差的原因之一。
4 結論
結合磁流變拋光過程中的流變特性和磨粒受力情況,設定相關加工工藝參數,通過MATLAB編譯算法得到加工表面的三維形貌模擬。具體結論如下。
1)通過靜磁有限元法模擬了永磁小球頭的磁場分布,基于加工過程中磁流變液的流動狀態和受力情況,建立相關磨粒的正壓力模型;并以此為依據求解磨粒侵入工件的深度和有效磨粒數;
2)分析磨粒在拋光區的運動狀態,建立磨粒的加工運動軌跡;
3)結合上述磨粒相關模型提出工件表面輪廓生成算法,并通過MATLAB編譯算法完成不同加工參數下的工件三維形貌模擬和三維形貌表征參數的計算;
4)在相同加工參數下完成工藝試驗,試驗結果表明該方法能夠有效地預測工件表面加工質量的變化趨勢,驗證了該方法的正確性。
參考文獻:
[1]? ? KUMAR SINGH A,JHA S,PANDEY P M. Nanofinishing of a typical 3D ferromagnetic workpiece using ball end magnetorheological finishing process[J]. International Journal of Machine Tools and Manufacture,2012,63:21-31.
[2]? ? SINGH A K,JHA S,PANDEY P M. Nanofinishing of fused silica glass using ball-end magnetorheological finishing tool[J]. Materials and Manufacturing Processes,2012,27(10):1139-1144.
[3]? ? AHMAD KHAN D,ALAM Z,JHA S. Nanofinishing of copper using ball end magnetorheological finishing (BEMRF) process[C]// Proceedings of ASME 2016 International Mechanical Engineering Congress and Exposition,Phoenix,Arizona,USA. 2017.
[4]? ? SARASWATHAMMA K,JHA S,RAO P V. Experimental investigation into Ball end Magnetorheological Finishing of silicon[J]. Precision Engineering,2015,42:218-223.
[5]? ? 徐安平,曲云霞,張大衛,等. 考慮刀桿柔性的周銑加工表面創成模型:實驗驗證[J]. 機械設計,1999,16(8):20-23,52.
[6]? ? 王思越,徐宏海,張超英. 工件表面三維形貌建模與仿真分析[J]. 制造技術與機床,2005(7):53-55.
[7]? ? 安琪,索雙富,林福嚴,等. 車削粗糙表面的特征解耦與形貌仿真[J]. 機械工程學報,2019,55(23):200-209.
[8]? ? 鞏亞東,蘇志朋,孫瑤,等. 鎳基單晶高溫合金微磨削形貌仿真及實驗研究[J]. 東北大學學報(自然科學版),2020,41(7):949-954.
[9]? ? CHEN M J,LIU H N,CHENG J,et al. Model of the material removal function and an experimental study on a magnetorheological finishing process using a small ball-end permanent-magnet polishing head[J]. Applied Optics,2017,56(19):5573-5582.
[10]? 李明軍,張榮培. 鐵磁流體動力學[M]. 北京:科學出版社,2018.
[11] 牛中奇,朱滿座,盧智遠,等. 電磁場理論基礎[M]. 北京:電子工業出版社,2004.
[12]? JHA S,JAIN V K. Modeling and simulation of surface roughness in magnetorheological abrasive flow finishing (MRAFF) process[J]. Wear,2006,261(7/8):856-866.
[13]? 徐江. 小工具頭磁流變拋光工藝及拋光軌跡研究[D]. 哈爾濱:哈爾濱工業大學,2015.
