精軋F1翹頭原因分析及控制措施
2023-04-29 16:23:41李愛彬
冶金信息導刊 2023年5期
李愛彬
摘 要:針對某1 250熱軋卷板廠精軋F1翹頭現象,從產生翹扣頭的主要工藝原因和設備原因闡述可能產生的原因,通過逐一試驗,最終找到引起F1翹頭的主要原因。
關鍵詞:標高;輥壓;溫差;翹頭
ANALYSIS AND CONTROL MEASURES OF WARPING AFTER F1 IN HOT ROLLED MILL
LI Aibin
(Technical Management Department, Guangxi Shenglong metallurgical Co., Ltd.? ? ?Fangchenggang? ? 538000, China)
Abstract:In this paper, aiming at the phenomenon of F1 tip warping in a 1250 hot-rolled coil mill, the possible causes of F1 tip warping are described from the process reasons and equipment reasons, and the main causes of F1 tip warping are finally found through test elimination.
Key words: elevation;rolling, temperature difference;warping
0? ? 引? ? 言
某1 250熱軋卷板廠2011年投產以來,精軋F1沒有出現嚴重的翹扣頭,但從前年4月份開始不斷出現F1翹頭,導致F2軋機難以咬入造成廢鋼,嚴重時撞壞F1出口導衛、切水板等設備被迫停產,統計季度廢鋼原因時翹頭導致廢鋼占比40%,平均每月廢鋼高達3支。針對此現象成立攻關小組對其進行原因分析,制定防范措施。
1? ? 翹頭原因分析及試驗
翹頭主要由于頭部變形不均導致。中間坯在精軋軋制過程中頭部受力狀態最為復雜,主要為三向應力分布,因此最容易造成應力分布失衡,而使鋼板頭部產生翹曲現象[1]。通過分析標高、輥壓、上下表面溫度、設備間隙,逐步進行嘗試和排查原因。
1.1? ? 標高影響
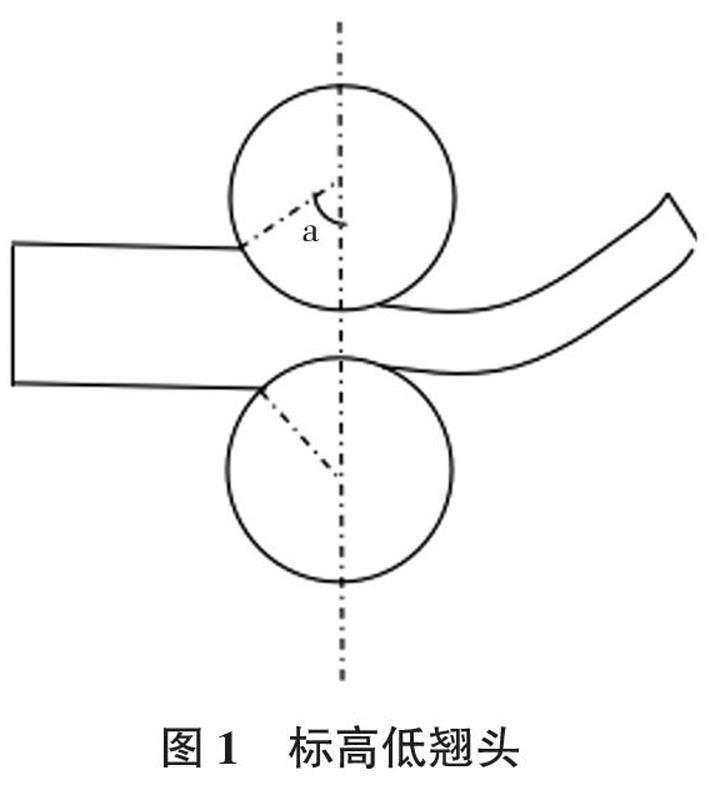
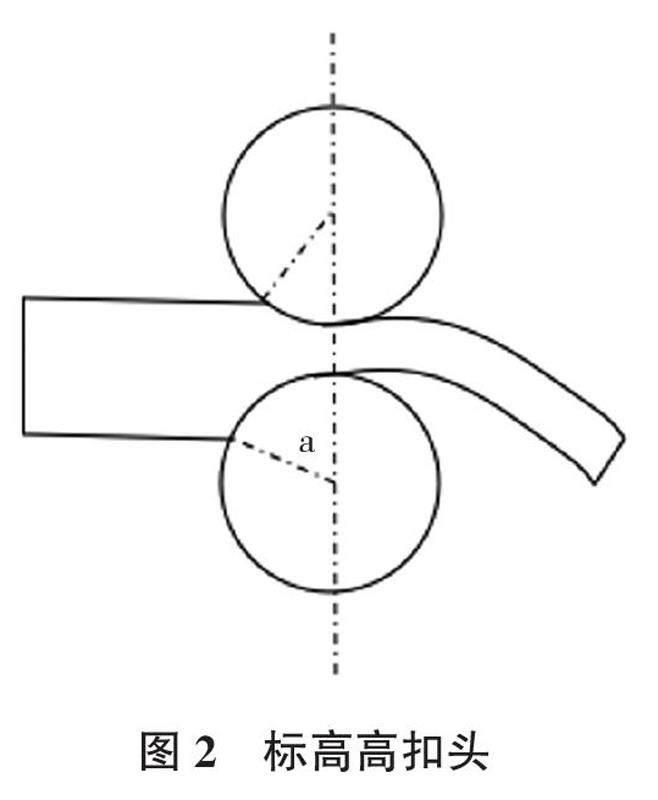
標高是指精軋F1入口導衛或過渡板到下工作輥上輥面的距離,軋輥在咬鋼之前板帶是以一定的角度進入軋機[2],當標高過低時,上輥的壓下量明顯大于下輥,即上輥咬入角大于下輥咬入角,由于軋輥順利咬入的條件是:咬入角α≤摩擦角β,咬入角越小越容易咬入,由此可知軋件的上表面咬入滯后下表面,所以形成翹頭,反之形成扣頭,如圖1和圖2所示。
分析認為[3],軋機入口導衛高度會影響精軋穿帶翹扣頭,即標高對精軋F1翹頭有影響;另有分析認為[4],應根據規定的公式選擇恰當的墊板高度。
精軋F1設計標高820(-5~+10)mm,通過圖紙數據簡化計算支承輥下墊板高度公式:
h=1 270-(d+D/2)
式中? ? h—墊板厚度,mm;
d—工作輥直徑,mm;
D—支承輥直徑,mm。
墊板厚度分為5、10、15、20、30、50 mm,為適應在一個支承輥換輥周期內不頻繁調整墊板厚度,規定工作輥輥徑范圍不超15 mm,例如最大輥徑560 mm時,最小輥徑545 mm,計算墊板厚度時采用工作輥平均輥徑(560+545)/2≈552 mm。
為解決翹頭問題,在利用此公式計算的墊板厚度基礎上+5 mm墊板(增加標高高度的同時兼顧小輥徑時的標高)。調整墊板后,翹頭現象有減緩趨勢,但仍存在一定的翹頭現象,存在廢鋼風險。
1.2? ? 輥壓影響
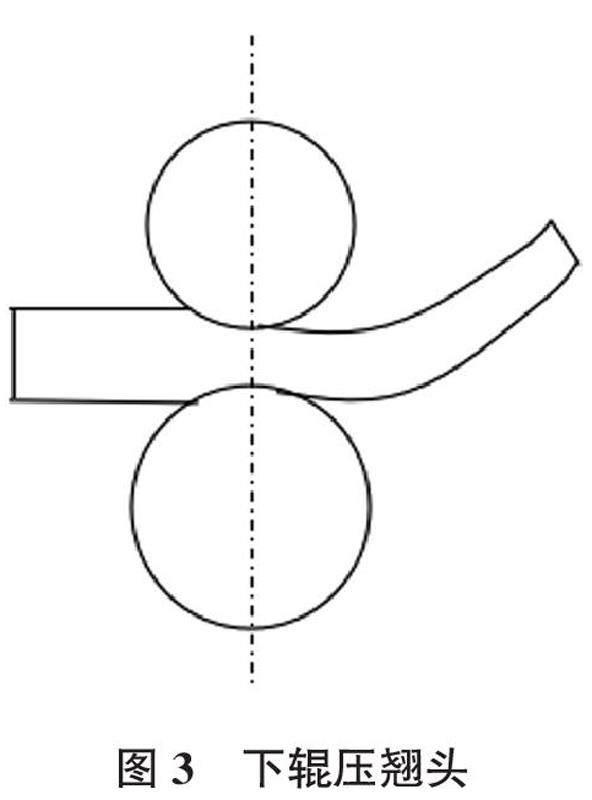
輥壓是指上工作輥直徑減下工作輥直徑,差值為正值稱為上輥壓,差值為負值稱為下輥壓,精軋F1是由一個電機通過鼓形齒、主接軸、齒輪機座、中間接軸、減速機來帶動的[2],上下工作輥的轉速是一致的,直徑大的工作輥線速度大,對帶鋼產生的延伸大,會向輥徑小的一側彎曲,從而導致翹扣頭問題。
正常生產期間F1輥壓為+0.5 mm,為控制翹頭將輥壓調整至+1.0 mm,增加上輥線速度,翹頭減緩,一直增加輥壓至+2.5 mm,仍有輕微翹頭,但因輥壓大,轉速一致的情況下,下輥線速度慢造成下工作輥輥面磨損嚴重,影響生產準備車間輥耗和配輥,雖然增大輥壓可以控制翹頭,但輥壓不宜過大。
1.3? ? 上下表面溫度影響
上下表面溫度的影響在很多研究中都給予了高度關注[3-5],說明此因素在很多企業中都有較大的影響。上下表面溫差直接影響帶鋼的翹扣頭情況,溫度高的一面延伸大,容易向溫度低的一面彎曲形成翹頭或扣頭。
隨機抽取10塊板坯,用手持紅外測溫槍測量粗軋入口頭部上下表面溫度(見表1)和精軋入口頭部上下表面溫度(見表2),發現粗軋入口受加熱爐爐底氧化鐵皮和水梁的影響,下表面溫度較上表面溫度低20 ℃左右。但粗軋中間坯出現上表面較下表面溫度低10 ℃左右的現象,說明在軋制過程部分冷卻水及熱輻射等原因造成上表面溫降大、下表面溫降小。
如何控制帶鋼在生產過程中的上下表面溫降差作為我們控制F1翹頭的手段, 將中間輥道冷卻水閥門開度由50%開至100%降低下表面溫度,經測量上下表面溫度趨于一致,并關閉F1上工作輥潤滑水,進一步減小上表面溫降,用以控制翹頭。
1.4? ? 設備間隙影響
通過以上工藝調整后未取得明顯改善,隨對設備間隙進行測量,上下工作輥傳動側和操作側分別測量三個點(表1),發現上下工作輥間隙不一致,存在偏心,可能是軋輥偏心造成的翹頭,導致正常工藝調整不能得到明顯、穩定的改善。通過在軋機工作輥滑塊襯板內加裝不銹鋼墊板的方式將間隙調整至原設計范圍內,翹頭情況得到明顯改善。
2? ? 采取的具體措施
翹扣頭的影響因素很多,通過調整某個參數很難有效解決,即使臨時得到控制也不能持續穩定,所以需要穩定的工藝規定和設備工況,某1 250卷板線采取以下具體措施:
1)由于該生產線已投產10年之久,設備存在磨損,標高在圖紙設計基礎上增加5 mm。
2) 優化輥壓配置,輥壓由原來的0.5~1.0 mm調整至0.8~1.5mm,增加上輥壓。
3) 通過優化工藝冷卻水改變帶鋼上下表面溫差從而改變翹扣頭趨勢。
4)定期(每周)測量軋機牌坊窗口間隙,要求符合窗口設計尺寸,同時再調整間隙、側面加墊板時兼顧考慮上下工作輥中心線是否在同一垂直面內,偏心越小越好。
5)禁軋低溫鋼,即精軋入口鋼坯溫度不得低于980 ℃。
通過采取以上措施后,精軋F1翹頭廢鋼得到有效控制。
3? ? 結? ? 論
1) 在設備間隙正常的情況下調整輥壓和標高都能有效調整F1翹扣頭現象,即增加輥壓或標高預防翹頭,降低輥壓或標高預防扣頭,但輥壓不易過大。
2)在正常生產期間出現不嚴重的翹扣頭時,可以通過調整輥道冷卻水,除塵水、潤滑水、帶鋼冷卻水等工藝用水調整上下表面溫差從而控制翹扣頭。
3) 設備間隙過大,上下工作輥不在同一垂直面時,下輥靠近出口側容易出現翹頭,上輥靠近出口側容易出現扣頭,同時還會帶來其他不良影響,例如:間隙過大容易引起軋輥軸向竄動損害軸承箱。所以需要做好定修計劃,保證設備原設計尺寸。
參考文獻
[1]? ? 王廣科,孔偉,劉健,等.厚板軋制中翹頭原因分析及解決措施[J].寶鋼技術,2012(3):47-51.
[2]? ? 王廷溥,齊克敏.金屬塑性加工學[M].北京:冶金工業出版社,2001.
[3]? ? 鄭永春.包鋼2 250 mm熱軋薄規格帶鋼軋制技術[J].軋鋼, 2016, 33(6):4.
[4]? ? 楊澄. 帶鋼翹頭(扣頭)原因分析和改進[A].中國金屬學會.第七屆(2009)中國鋼鐵年會大會論文集(中)[C].北京:冶金工業出版社,2009:5.
[5]? ? 趙東輝. 北鋼1 780熱連軋F1翹頭原因及措施[A].中國金屬學會.2010年全國軋鋼生產技術會議文集[C].2010:5.