雙機新型協調機器人帶變位機的弧焊CMT工作站
2023-04-29 00:44:03潘福祿唐廣輝劉澤博李磊王彥濤呂春龍
汽車工藝與材料 2023年6期
潘福祿 唐廣輝 劉澤博 李磊 王彥濤 呂春龍
摘要:通過對雙機新型協調機器人帶變位機CMT弧焊工作站進行調查研究,分析了工作站規劃布局、設備組成、工藝流程及應用前景,結合新興技術弧焊質量追溯系統、弧焊視覺引導系統在弧焊工藝上的應用說明,闡述了如何解決傳統弧焊工作站機器人利用率低、焊接效率低以及焊縫質量不好控制的問題,實現了對弧焊工藝改善優化、深入研發的目的,提升了弧焊工作站效率及智能化水平。
關鍵詞:弧焊 質量追溯 視覺引導 協同運動
中圖分類號:TP278? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220199
Abstract: This paper introduced the planning layout, equipment composition, process flow and application prospect of the workstation through survey and research on the CMT arc welding workstation of the new dual-machine coordinated robot with positioner. In combination with the application description of the emerging technology of arc welding quality tracing system and arc welding visual guidance system in arc welding process, this paper expounded how to solve the problems of low robot utilization rate, low welding efficiency and poor control of weld quality of traditional arc welding workstation. The purpose of improving and optimizing of arc welding process, in-depth research and development has been realized, and the efficiency and intelligence of arc welding workstation have been improved.
Key words: Arc welding, Quality traceability, Visual guidance, Synergetic movement
1 前言
機器人自動弧焊工藝是工業機器人焊接領域重要的技術之一,以其焊接質量好、穩定性高、適應性廣的特點,被廣泛應用在汽車制造行業內,尤其是各類汽車零部件的加工生產,如汽車底盤類的副車架、后橋、懸架以及新能源電池殼體類連接件的焊接。
隨著汽車工業的快速發展,焊接自動化技術也在不斷進步,機器人自動弧焊焊接零件的位置復雜程度也日趨加大,所以單體弧焊機器人操作已經逐漸不滿足復雜的工作任務需求,協調機器人帶變位機焊接操作已經成為弧焊制造行業的發展趨勢,協調機器人帶變位機相比單體焊接機器人最大的優勢就是焊接過程中工件的位置可變,工件位置變化可以讓機器人獲得更大的操作空間范圍,也拓展了機器人型號選取,一些小型機器人也可以滿足功能要求,同時工件位置的變化可以使焊接機器人一直保持最佳的焊接姿態,保證焊縫焊接質量。
2 雙機雙位新型協調機器人弧焊工作站
2.1 工作站工藝布局
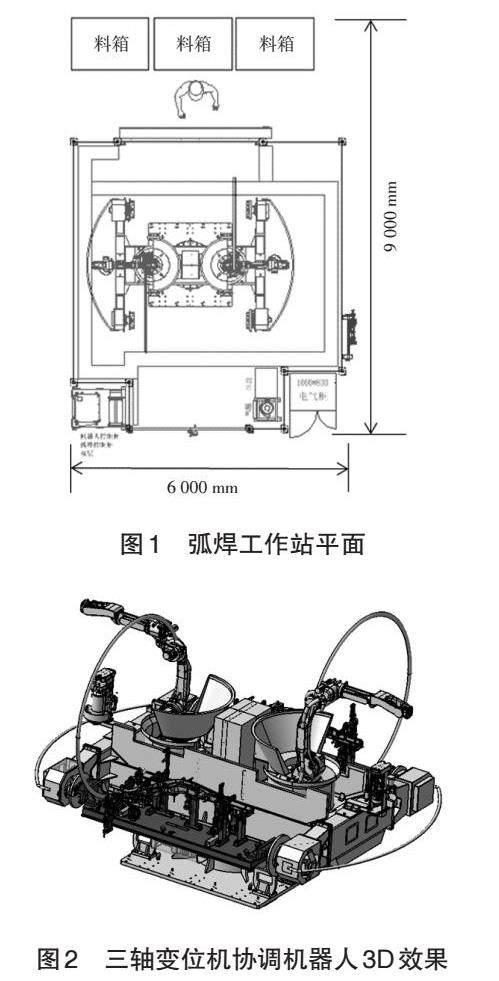
圖1為弧焊工作站平面圖。工作站長9 m,寬6 m,包含弧焊工作站防護房、物料存儲區、人工上件區以及必要的維修空間。安全防護房采用鋼板折彎式安全欄,工作站采用機器人上置式。圖2所示為2臺弧焊機器人安裝在變位機的旋轉骨架梁上,這樣能節省整體空間布局,機器人與變位機協調動作,并且無論變位機水平回轉軸如何動作,弧焊機器人相對變位機的位置都不會發生變化,機器人可以在變位機回轉的時候同時進行焊接,工位切換時沒有機器人焊接節拍浪費,相比傳統弧焊工作站在成本、空間和效率上都有優勢。
2.2 工作站設備組成
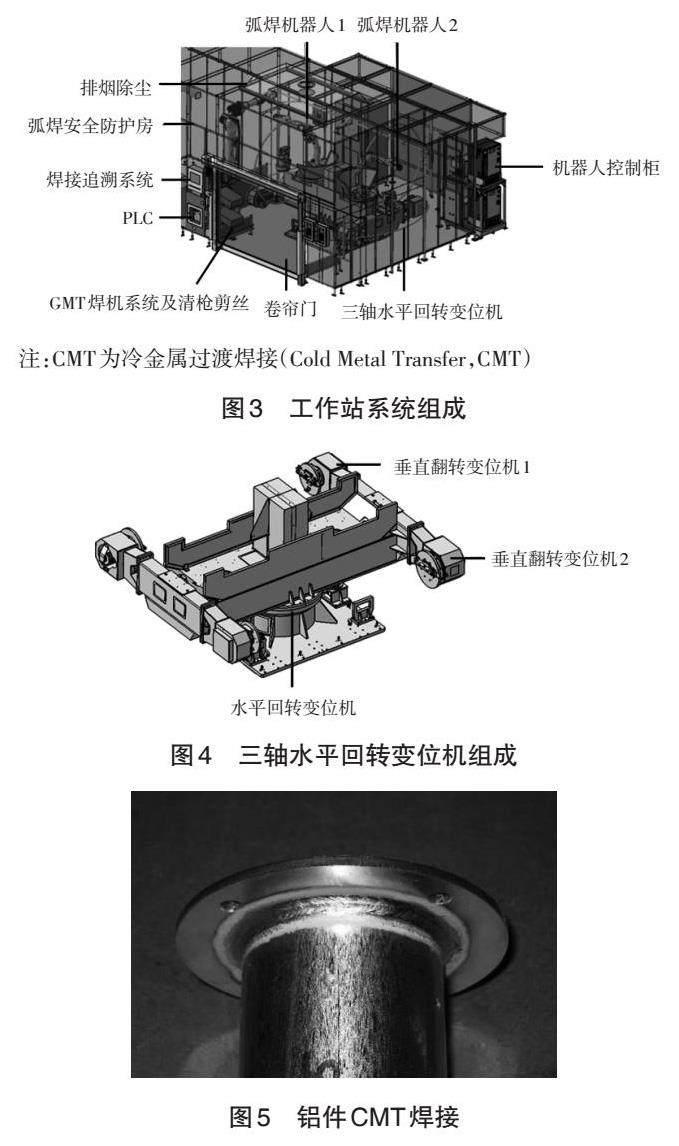
如圖3所示,該工作站主要由弧焊安全防護房、電氣控制及軟件系統、排煙除塵系統等組成。
三軸水平回轉變位機是由一臺水平回轉變位機及2臺垂直翻轉變位機組成,如圖4所示,水平回轉變位機可以帶動著機器人及弧焊夾具整體水平轉動,變位機水平回轉軸采用功率為3.7 kW電機聯動驅動,額定轉速不小于3.25 r/min,動作范圍±180°,2臺垂直變位機可以帶動著弧焊夾具整體沿著垂直方向翻轉,變位機垂直回轉軸采用功率為1.3 kW電機驅動,額定轉速不小于8.55 r/min,動作范圍±200°,回轉軸包含伺服放大器、伺服電機、減速機以及連接電纜,其各軸均由機器人外部軸電機伺服驅動,控制伺服算法包含在機器人的控制算法當中,可實現機器人操作與變位機轉動協同運動。
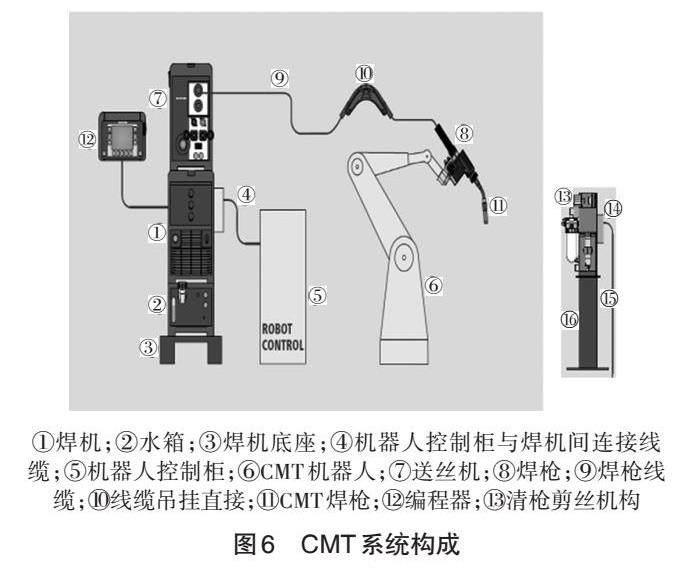
冷金屬過渡焊接(CMT)屬于弧焊的一種,主要用于解決薄板、鋼鋁混合焊接等熔化極惰性氣體保護焊(Melt Inert Gas Welding,MIG)和熔化極活性氣體保護電弧焊(Metal Active Gas Arc Welding,MAG)解決不了的問題,相比MIG和MAG,CMT具有快速引弧無飛濺、焊接速度更快、熱輸入量更低、變形小、弧長控制更精確、電弧更穩定的優勢,可以實現低至0.3 mm的超薄鋁板焊接,圖5所示為鋁件CMT焊接效果圖。
CMT系統構成如圖6所示。目前機器人CMT弧焊直線焊接速度可以達到1 m/min以上,圓弧過渡速度可達到0.8 m/min以上。焊機可以實現與機器人聯網兼容,同時聯接焊槍系統。送絲系統中的送絲管采用石墨管,保證焊絲在送絲過程中通暢。
2.3 工藝流程及應用前景
該工作站配備2臺弧焊機器人,一臺回轉變位機帶2臺垂直翻轉變位機,兩臺垂直翻轉變位機上分別帶有一套焊接夾具。機器人焊接夾具、變位機上均設有快換通用標準接口,電、氣接口也須選用快速插接式,能夠實現夾具快速更換,單個工作站換型時間不超過30 min,切換重復位置精度在±0.2 mm以內。通過切換夾具,滿足多種產品弧焊的功能,提高了工作站的柔性,并根據不同工件自動調用相應的控制程序和焊接程序,2臺機器人在回轉變位機上完成焊接工作,以某車型后地板左右縱梁總成弧焊為例介紹工作站工藝流程。
a.人工將后地板左縱梁分總成以及螺栓件放到工作站內上件工位夾具A上,工人離開上件區并拍復位按鈕,夾具夾緊卷簾門關閉。
b.水平回轉變位機旋轉180°,此時協同機器人可以開始焊接,可以在旋轉的過程中同時進行焊接,節省輔助回轉節拍。
c.當水平回轉變位機旋轉180°后另一側夾具B工位轉到人工上件工位,卷簾門自動打開,人工將后地板右縱梁分總成以及螺栓件放到上件工位夾具B上,工人離開上件區,卷簾門關閉,此過程A在焊接區進行焊接。
d.A完成焊接后,水平變位機旋轉180°,夾具A轉出,卷簾門自動打開,人工下件,完成一個工作循環。
由于工作站配備了三軸水平翻轉變位機,機器人可以在水平變位機旋轉的過程中進行焊接,并且同時配置了AB面上件夾具,機器人在一側焊接的過程中,另一側上件位可以進行人員上件操作,保證機器人最大的利用時間,提高了焊接效率,所以可以適用于高節拍要求的弧焊工藝。并且帶動2套AB面夾具的垂直翻轉變位機可以對夾具進行翻轉,這樣機器人可以對產品正反2面進行焊接,2臺機器人可以同時操作,雙機雙位大大拓展了焊接操作位置空間,基本規避了因焊接姿態不好而軌跡達不到的情況,所以只要產品尺寸在該工作站的范圍內,基本均可適用。
3 協同運動控制系統
協同運動控制系統是在機器人六軸控制系統基礎上拓展而成[1],機器人控制柜內集成了外部軸聯動伺服電機配套的伺服放大器、整流器以及控制外部軸運動的通訊基板,不需要配備額外的供電裝置,直接由機器人內部供電驅動,此工作站使用了3個外部軸,即1套水平翻轉變位機和2套垂直翻轉變位機,3個外部軸配備了合適的聯動伺服電機硬件。通過專用線纜連接3個外部軸的聯動伺服電機,實現控制外部軸聯動伺服電機轉動,從而達到2臺機器人本體12個軸與外部軸協同運動,共計實現15個軸聯動。通過機器人編程,此工作站具備對2臺6六軸工業機器人本體與第13、14、15共3個外部軸聯動控制能力,15個軸協同運動同時由協同運動控制系統控制,運動軌跡實現了聯合操作,在擴大了機器人焊接空間的同時,也大大提高了工作站工作效率。
通過機器人示教編程,可以實現協同運動控制系統對2臺機器人本體12個軸和外部軸第13、第14、第15共3個軸運動控制。這樣機器人本體和變位機之間可以根據實際工作需求設置多種運動組合形式。
a.機器人本體6個軸與水平翻轉變位機和垂直翻轉變位機同時運動;
b.機器人本體6個軸與水平翻轉變位機同時運動;
c.機器人本體6個軸與垂直翻轉變位機同時運動;
d.機器人本體6個軸單獨運動;
e.水平翻轉變位機單獨運動;
f.垂直翻轉變位機單獨運動。
相比于PLC控制變位機運動,通過協同運動控制系統控制變位機與機器人本體12個軸能夠協同運動,機器人示教器即可進行編程控制,避免機器人本體6軸與外部軸由于PLC編程程序出錯而發生干涉,安全便捷。
4 焊接質量追溯系統
弧焊相比于其它焊接工藝更為復雜多變,所以弧焊的焊接參數(電流、電壓、時間)的非預期變化對焊縫質量影響非常大。目前汽車行業零部件的弧焊焊縫質量監控往往采用抽檢局部焊縫的質量,一旦發現質量問題,可能會批量報廢零件,該弧焊工作站通過使用質量追溯系統,能夠實現焊縫質量智能監控,系統能夠通過零件上的追溯碼查詢到此零件上所有焊縫的工藝參數記錄,這樣能精準追溯到歷史焊接時生產批次以及焊接機器人信息,有力保障了零件批量焊縫質量,為后續零件產品焊縫質量評估提供了準確的數據庫。
4.1 追溯系統構成
該追溯系統以機器人焊接生產線為硬件基礎,由PLC進行數據采集,服務器(或工控機)和數據庫負責生產線各工位的數據實時顯示、存儲、歷史查詢。硬件部分包括掃碼槍、打印機、服務器(或工控機)以及流量計組成,再通過軟件與PLC進行通訊連接以及數據庫數據存儲。圖7為系統框架圖。
4.2 追溯系統功能
該追溯系統具備生產線工位信息配置、焊接參數實時顯示以及焊接工藝參數查詢和物料查詢功能。通過生產線配置模塊,可以設置系統名稱,生產線信息,各工作站工位名稱以及各工作站焊機名,PLC類型,可以自動建立數據庫里所有的數據表,自動建立與PLC通訊的各點位名。在焊接工藝參數查詢界面,在畫面上方可以輸入鋼印碼或追溯碼,也可以輸入生產時間段,對焊接工藝參數進行查詢。通過左側選擇框,可以切換不同工位符合查詢條件歷史數據,并以圖形和列表的形式顯示出來。所有查詢結果可以生成表格,方便管理。圖8為焊接工藝參數查詢畫面。
5 弧焊視覺引導系統
在汽車工業弧焊批量生產過程中,由于產品單件本身板材的剪切誤差、多個單件拼合而成的總成累積誤差、工件工裝誤差以及機器人定位精度的綜合影響,機器人弧焊的焊接質量或多或少會受到些影響,視覺引導系統的引入很好地解決了這一問題,圖9為弧焊視覺引導集成效果圖,激光視覺是一種基于光學三角測量原理的視覺傳感技術[2]。在弧焊機器人弧焊的過程中,用視覺傳感器采集工件焊縫的原始圖像,圖像經過計算機分析處理,并提取所需信息,實時監控被測目標對象,通過比對被測目標與理論目標坐標的差異,經過信息轉換傳遞給機器人,機器人會實時調整焊接參數和焊接軌跡,實現對焊接過程精準控制和焊縫軌跡跟蹤。由于弧焊的特殊工況,在焊接機器人工作時會產生高亮度弧光,造成采集的焊縫圖像不清晰,影響焊縫質量,這時需要借助額外光源或者增加濾光片來幫助相機采集目標圖像,濾光片一般是在玻璃片中加入某些特定的顏色,它的作用主要是使相機鏡頭過濾掉一些額外波段光,讓鏡頭只通過所需波段光,從而能夠有效地過濾掉干擾弧光和自然光。視覺傳感器以其不與工件直接接觸、動態性能好、獲取信息豐富的優點,被廣泛地應用在焊接領域,在弧焊視覺引導應用上,可以用于焊縫識別、焊接位置引導、焊縫實時跟蹤以及焊接熔池質量控制。
6 結束語
雙機雙位弧焊機器人結合三軸變位機的協同運動應用提高了弧焊機器人效率及柔性,拓展了機器人弧焊的空間范圍。通過引入焊接質量追溯系統實現分段焊縫數據存儲以及精準追溯,而弧焊視覺引導系統可以滿足焊縫實時追蹤及軌跡誤差補償,有力地保障了焊縫質量,這種弧焊工作站系統模式可以推廣至批量生產中,能夠避免大規模不良產品召回,為企業帶來良好的經濟效益。
參考文獻:
[1] 張翼風.多軸協同運動機器人焊接工作站設計[D].洛陽:河南科技大學,2019.
[2] 陳志翔. DIGI-LAS激光焊接頭在汽車及航空航天部件焊接中的應用[J] .焊接雜志,2009(5):30-35.