半空心自沖鉚成形性影響因素研究
2023-04-29 00:44:03高勇黃俊
汽車工藝與材料 2023年6期
高勇 黃俊

摘要:闡述了機(jī)械連接技術(shù)在汽車白車身制造中的應(yīng)用趨勢,半空心自沖鉚技術(shù)作為鋼鋁連接中最為廣泛應(yīng)用的技術(shù),其過程工藝參數(shù)對白車身連接強(qiáng)度的影響至關(guān)重要。闡述了半空心自沖鉚工藝和質(zhì)量控制方法以及汽車量產(chǎn)過程中白車身半空心自沖鉚常見的2種質(zhì)量缺陷,分析了鉚釘高度不足及封閉端破裂問題的影響因素,通過對鉚接設(shè)備進(jìn)行調(diào)試和鉚接工藝參數(shù)優(yōu)化,解決了鉚釘高度超差和封閉端破裂質(zhì)量缺陷,為白車身制造過程中質(zhì)量問題的解決提供了解決思路和方向。
關(guān)鍵詞:鋼鋁連接 半空心自沖鉚 成形質(zhì)量控制
中圖分類號:TG4? ?文獻(xiàn)標(biāo)識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220075
Abstract: This paper elaborated the application trend of mechanical connection technology in automotive Body In White (BIW) manufacturing. Semi-hollow and self-piercing riveting technology as the most widely applied technology of steel aluminum connecting, its process technology parameters are crucial to BIW connection strength. This paper elaborated the semi-hollow and self-piercing riveting process and quality control method as well as 2 common quality defects of semi-hollow self-piercing rivet of BIW in mass production of automobile, analyzed the influencing factors of lack of height and rupture of closed end of rivet. By commissioning of riveting equipment and optimization of riveting process parameters, the above defects were solved, providing solution and direction to solve quality issues in BIW manufacturing.
Key words: Steel aluminum connecting, Self-piercing riveting, Forming quality control
1 前言
在汽車制造行業(yè)中,白車身的連接強(qiáng)度將直接影響汽車安全性,這也是汽車用戶最為關(guān)注的性能之一,尤其是汽車碰撞標(biāo)準(zhǔn)逐漸嚴(yán)格化和精細(xì)化,對車身強(qiáng)度提出了更高的要求。采用壓鑄鋁件和沖壓鋁件的白車身結(jié)構(gòu)件和機(jī)器人自動化涂膠技術(shù)與機(jī)械連接技術(shù)的復(fù)合連接形式,通過實(shí)現(xiàn)鋼-鋁混合連接的方式打造高強(qiáng)度、輕量化白車身,已經(jīng)成為汽車制造行業(yè)的發(fā)展趨勢[1-3]。
目前,白車身板材鋼-鋁和鋁-鋁連接中主要采用的機(jī)械連接技術(shù),包括半空心自沖鉚、壓鉚、射釘鉚、流鉆螺釘、拉鉚[4]。在實(shí)際應(yīng)用過程中,由于白車身壓鑄鋁件的使用比例不斷提高,其厚度高、體積大的特點(diǎn)使得半空心自沖鉚技術(shù)是使用最多的一項(xiàng)機(jī)械連接技術(shù)。
2 半空心自沖鉚工藝
半空心自沖鉚接是一種用于連接2種或2種以上金屬板材的冷連接技術(shù)。特制鉚釘在撞針推動下穿透鉚釘端板材之后,在鉚模的作用下鉚釘尾部的中空結(jié)構(gòu)擴(kuò)張刺入鉚模端板材,產(chǎn)生咬邊效果從而形成牢固的鉚接點(diǎn)[5-6]。
通常鉚接過程分為4步。
a. 槍體向下運(yùn)行,槍鼻套筒將板材預(yù)壓固定在鉚模上;
b. 撞針推動鉚釘插入板材,鉚接開始;
c. 鉚釘在撞針推動下穿透鉚釘端板材,并在鉚模作用下開始擴(kuò)張,刺入鉚模端板材形成咬合結(jié)構(gòu),鉚點(diǎn)形成;
d. 撞針和槍鼻套筒反向運(yùn)動,鉚接完成[3],如圖1所示。
在白車身設(shè)計開發(fā)階段,針對車身不同位置承力需求設(shè)計了不同特性的鋼板和鋁板。其中鋼板主要使用熱成形超高強(qiáng)度鋼(分為鋁硅涂層和鋅涂層)、超高強(qiáng)度鋼、高強(qiáng)度鋼和低碳鋼。前3種板材常作為車身結(jié)構(gòu)件,低碳鋼主要用于車身外觀覆蓋件。鋁板主要使用壓鑄鋁,擠出鋁和沖壓鋁。在奔馳C級車型白車身中,半空心自沖鉚技術(shù)主要用于高強(qiáng)度鋼-壓鑄鋁和壓鑄鋁-沖壓鋁連接方式。
產(chǎn)品研發(fā)工程師根據(jù)不同的板材組合,將板厚、材質(zhì)和強(qiáng)度特性進(jìn)行分析模擬,并通過不同類型的鉚釘和凹模組合鉚接試驗(yàn),優(yōu)選出白車身特定區(qū)域的最佳鉚接組合,并合理布局后投入到實(shí)際生產(chǎn)過程中,如圖2所示即為壓鑄鋁件與高強(qiáng)度鋼板零件通過半空心自沖鉚釘實(shí)現(xiàn)板材連接。
3 量產(chǎn)過程鉚點(diǎn)質(zhì)量控制
目前國內(nèi)汽車行業(yè)的半空心自沖鉚主要使用英國Henrob和德國TOX品牌鉚槍,分別主要通過控制鉚接速度和鉚接壓力參數(shù)對鉚接過程進(jìn)行控制。新車型開始批量生產(chǎn)后,除了前期驗(yàn)證最佳匹配的鉚釘和凹模因素以外,實(shí)際生產(chǎn)過程中還要考慮板材間隙、板材特性和鉚槍狀態(tài)(垂直性、同軸度和凹模貼合位置)因素對鉚接質(zhì)量的影響。量產(chǎn)后的質(zhì)量控制主要通過非破壞性檢具檢測鉚釘高度和破壞性檢測整個界面咬合狀態(tài)來判定鉚接點(diǎn)質(zhì)量是否合格,其中鉚釘高度H、鉚釘刺入底層板材深度Dxy和封閉端殘留厚度T為3個最重要的檢測指標(biāo)。鉚接點(diǎn)截面如圖3所示。
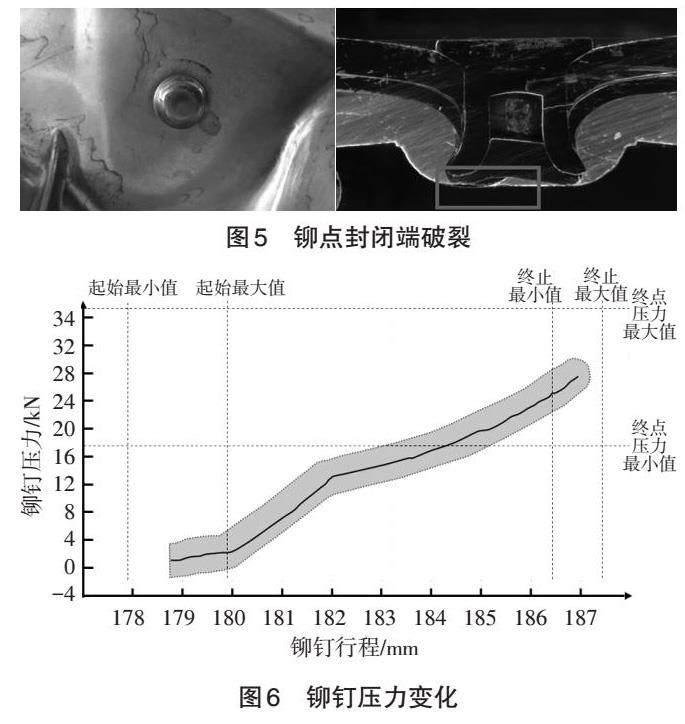
鉚釘高度過高和封閉端破裂是最常出現(xiàn)的缺陷。鉚釘高度過高即鉚釘刺入深度不足直接影響鉚釘與底層板材的咬合深度。封閉端破裂包括鉚釘刺穿底層板和封閉端破裂或龜裂。封閉端破裂的質(zhì)量風(fēng)險很高,其直接影響白車身鉚點(diǎn)的連接強(qiáng)度,同時還存在很高的腐蝕風(fēng)險。典型缺陷及其截面結(jié)構(gòu)如圖4和圖5所示。
4 鉚釘高度不足影響因素分析
量產(chǎn)過程中,鉚釘高度不足的缺陷通常受鉚接參數(shù)、凹模貼合性、板材縫隙3個方面的影響。
鉚接參數(shù)的影響:汽車行業(yè)已經(jīng)大量使用的鉚接設(shè)備主要通過控制鉚接速度(或壓力)來控制鉚釘高度。伺服電機(jī)推動鉚釘以一定的速度刺入板材后,隨著鉚釘?shù)乃俣戎饾u降低,鉚釘受到的阻力將達(dá)到峰值。此時鉚接的速度(或壓力)就和鉚釘刺入板材的深度直接相關(guān)。在一定范圍內(nèi),鉚接速度大則鉚釘深度深,鉚接速度小則鉚釘深度淺,即鉚釘高度不足。圖6為常見鉚接過程鉚釘行程和鉚釘壓力的關(guān)系,其鉚接速度為200 mm/s。
對于本文中所使用的設(shè)備,經(jīng)大量試驗(yàn)顯示在一定范圍內(nèi),速度與鉚釘高度呈-100倍關(guān)系,即速度提升10 mm/s,鉚釘高度將下降0.1 mm。
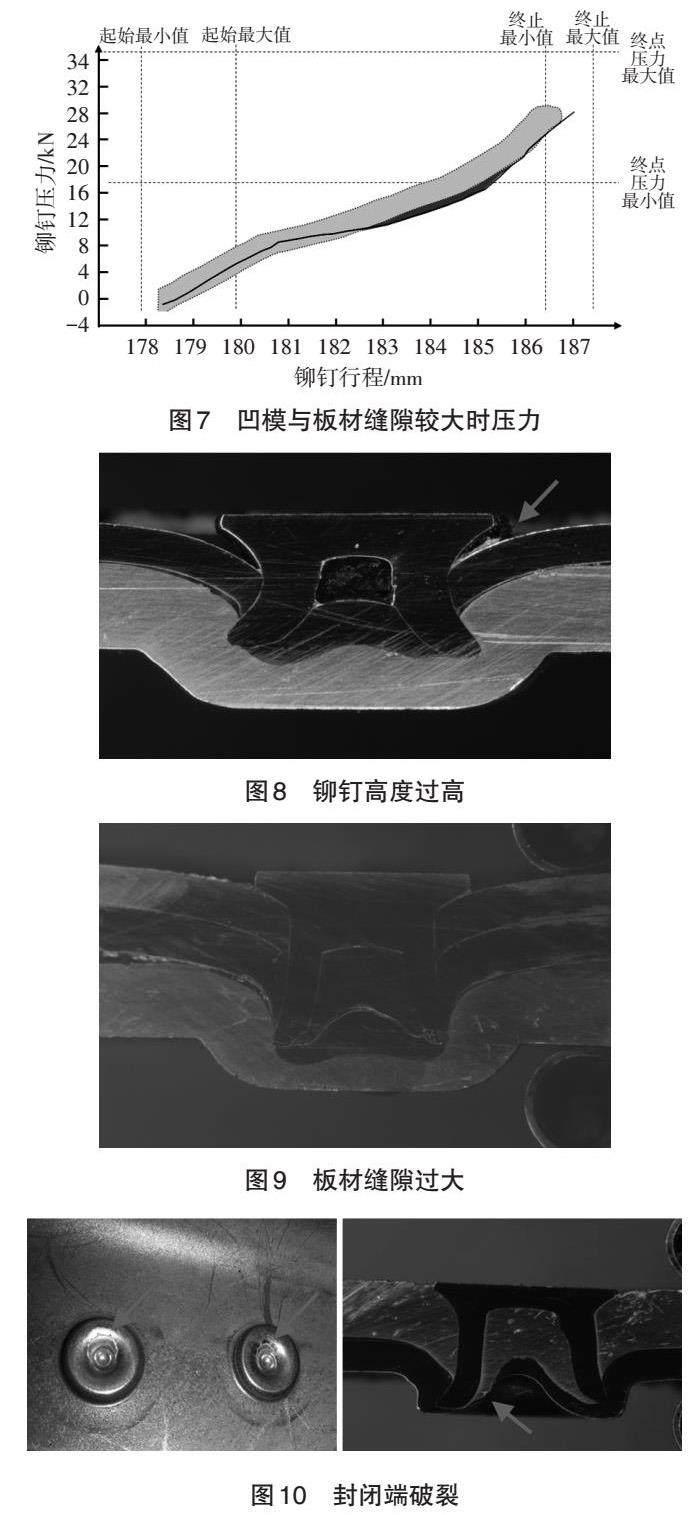
凹模貼合性:鉚槍凹模與板材的貼合性是指凹模與凹模端板材的間隙情況,當(dāng)凹模與板材縫隙較大時,成形階段的壓力偏低,鉚釘刺入深度不足,直接體現(xiàn)在鉚釘高度過高。其常見壓力曲線及缺陷如圖7和圖8所示。對于此類缺陷,通常需要定期檢查凹模的貼合性情況,測量板材與凹模的縫隙,本文中凹模與板材縫隙控制在小于0.1 mm,并且保證凹模與板材垂直的情況下,可有效消除鉚釘高度過高的缺陷。
板材縫隙過大:板材縫隙過大會導(dǎo)致鉚釘在成形階段壓力卸載,鉚接截面板材貼合不密實(shí),該缺陷不僅體現(xiàn)鉚釘高度過高,同時也體現(xiàn)在鉚釘?shù)撞克椒较蛞Ш喜蛔恪4祟惾毕輰︺T點(diǎn)強(qiáng)度有不利影響,其常見缺陷類型如圖9所示。
5 封閉端破裂影響因素分析
當(dāng)鉚接參數(shù)設(shè)置正確并且鉚釘高度正常的情況下,封閉端破裂的缺陷主要受鉚接過程同軸度和底層板物理特性的影響。
此類缺陷在量產(chǎn)過程中需要及時發(fā)現(xiàn),否則存在較大的腐蝕風(fēng)險。圖10為封閉端破裂缺陷,從實(shí)際鉚點(diǎn)狀態(tài)可直視可見破裂,其截面圖中同樣可以看出封閉端板材已經(jīng)斷裂,鉚釘處于傾斜狀態(tài)。
同軸度檢測:本文采用了試片進(jìn)行分析驗(yàn)證,首先在板材表面做好“+”字標(biāo)記,鉚接1個鉚釘。然后,旋轉(zhuǎn)試片90°在相鄰位置鉚接第2個鉚釘。其截面圖如圖11所示。
對比2個鉚釘截面圖分析發(fā)現(xiàn)凹模和鉚釘在某一方向偏差0.22 mm。對凹模基座進(jìn)行調(diào)整可有效解決凹模與鉚釘不對中的情況,在進(jìn)行調(diào)整后,解決了封閉端破裂問題。
底層板材特性:當(dāng)?shù)讓影宀臑殇X件并發(fā)生封閉端破裂時,缺陷與鋁件厚度和物理性能有較高的相關(guān)性,本文中所分析的缺陷類型如圖12所示。封閉端可以肉眼看到龜裂或者裂紋,截面圖中可以看到鉚釘及材料已經(jīng)觸及底部。
對比分析缺陷批次A和正常批次B板材厚度,其測量結(jié)果及測量位置分別如表1和圖13所示。批次A板材厚度處于公差下限,與批次B板材厚度存在0.4 mm差異。
對板材彎曲性能和抗拉及屈服強(qiáng)度進(jìn)行測試。根據(jù)相應(yīng)企業(yè)標(biāo)準(zhǔn),該零件彎曲角度α必須>60°。批次A和批次B彎曲角度見表2和表3,取樣測量點(diǎn)見圖14。
通過以上彎曲性能的測試發(fā)現(xiàn)批次A和批次B板材抗拉強(qiáng)度和屈服強(qiáng)度均達(dá)到標(biāo)準(zhǔn)(Rm≥180 MPa,Rp0.2≥120 MPa),并且測量數(shù)值較為接近。但是批次A板材在彎曲63.5°時板材出現(xiàn)了裂紋,相較于批次B板材材質(zhì)偏硬而脆。后續(xù)通過反饋供應(yīng)商進(jìn)行優(yōu)化板材性能使得問題得到解決。
6 結(jié)束語
半空心自沖鉚技術(shù)隨著白車身輕量化發(fā)展大量使用,而在實(shí)際生產(chǎn)過程中常遇見各類質(zhì)量問題,與零件、設(shè)備、工藝因素相關(guān)。本文總結(jié)了半空心自沖鉚質(zhì)量控制方法,并對常見質(zhì)量問題的解決提供了一些思路。
參考文獻(xiàn):
[1] 孔淑華, 薄春光, 郝海鵬, 等. 鋁件工藝技術(shù)在一汽-大眾奧迪車身中的應(yīng)用[J]. 電焊機(jī), 2013, 43(2): 51-57.
[2] 馮杰. 鋁件車身的質(zhì)量控制[J]. 汽車工藝與材料, 2014(11): 21-31+36.
[3] 宋筠毅, 劉東陽, 張正林, 等. 鋁合金在輕量化車身中的應(yīng)用及連接技術(shù)[J]. 上海汽車, 2016(6): 52-56.
[4] 易明輝. 汽車制造中的鋁合金連接技術(shù)研究[J]. 機(jī)電信息, 2015(36): 109-111.
[5] 萬淑敏, S JACK HU, 李雙義, 等. 半空心鉚釘自沖鉚接的工藝參數(shù)及鉚接質(zhì)量的判定[J]. 天津大學(xué)學(xué)報, 2007(4): 494-498.
[6] 邵兵, 白創(chuàng)明, 楊得壽. 壓鉚連接的成形原理及應(yīng)用[J]. 機(jī)械研究與應(yīng)用, 2004(3): 38-39.