在線匹配技術(shù)在汽車生產(chǎn)中的應(yīng)用
2023-04-29 00:44:03蘇志勇李小強(qiáng)孫政
汽車工藝與材料 2023年5期
蘇志勇 李小強(qiáng) 孫政
摘要:傳統(tǒng)車型尺寸育成工作模式存在關(guān)鍵臂定位不穩(wěn)、測量范圍小和部分工位無法測量的問題,因此提出了一種新型在線匹配尺寸育成工作模式。分析了在線匹配工作原理及工作模式。通過對比分析傳統(tǒng)生準(zhǔn)過程尺寸育成工作模式與在線匹配工作模式的優(yōu)劣性,得出在線匹配模式可以降低問題分析難度,縮短新車型生準(zhǔn)周期,實(shí)現(xiàn)了焊裝夾具在線測量零件的功能,搭載新車型項(xiàng)目驗(yàn)證了在線匹配尺寸育成模式的科學(xué)性。
關(guān)鍵詞:尺寸育成 在線匹配 在線測量
中圖分類號(hào):U466? ?文獻(xiàn)標(biāo)識(shí)碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220345
Abstract: For the problems of traditional vehicle dimensional breeding mode including unstable critical arm positioning, small measurement range and some stations unable to measure, this paper proposed a novel online matching dimension breeding mode, and analyzed the online matching principle and operating mode. By comparing and analyzing the advantages and disadvantages of the traditional dimension breeding mode and online matching mode, this paper concluded that the online matching model can reduce the difficulty of problem analysis, shorten production preparation cycle of new vehicle model, realize online part measurement of welding fixture, the scientific nature of online matching dimension breeding mode was verified on a new vehicle model project.
Key words: Dimension breed, Online matching, Online measurement
作者簡介:蘇志勇(1975—),男,高級工程師,學(xué)士學(xué)位,研究方向?yàn)槌叽绻こ獭?/p>
參考文獻(xiàn)引用格式:
蘇志勇, 李小強(qiáng), 孫政. 在線匹配技術(shù)在汽車生產(chǎn)中的應(yīng)用[J]. 汽車工藝與材料, 2023(5): 14-18.
SU Z Y, LI X Q, SUN Z. Application of Online Matching Technology in Automobile Production[J]. Automobile Technology & Material, 2023(5): 14-18.
1 前言
隨著現(xiàn)代汽車工業(yè)的迅猛發(fā)展,汽車市場競爭日益激烈,尤其在近幾年國內(nèi)各大汽車公司迅速崛起,合資車企不斷增強(qiáng)國內(nèi)市場開發(fā),爭相推出各種新車型以滿足市場需求。因此,如何提高汽車制造質(zhì)量和縮短新車型開發(fā)周期,成為了汽車生產(chǎn)企業(yè)贏得市場競爭的關(guān)鍵[1]。本文提出一種在線匹配技術(shù),用于新車型生產(chǎn)準(zhǔn)備(生準(zhǔn))前期,白車身制造過程中現(xiàn)場質(zhì)量問題的分析和解決。該技術(shù)可以快速、直接評價(jià)工裝或零件問題,查找問題真因并及時(shí)整改,有效提高分析問題效率,縮短問題解決周期,提高車身質(zhì)量。
2 傳統(tǒng)生準(zhǔn)尺寸育成工作模式
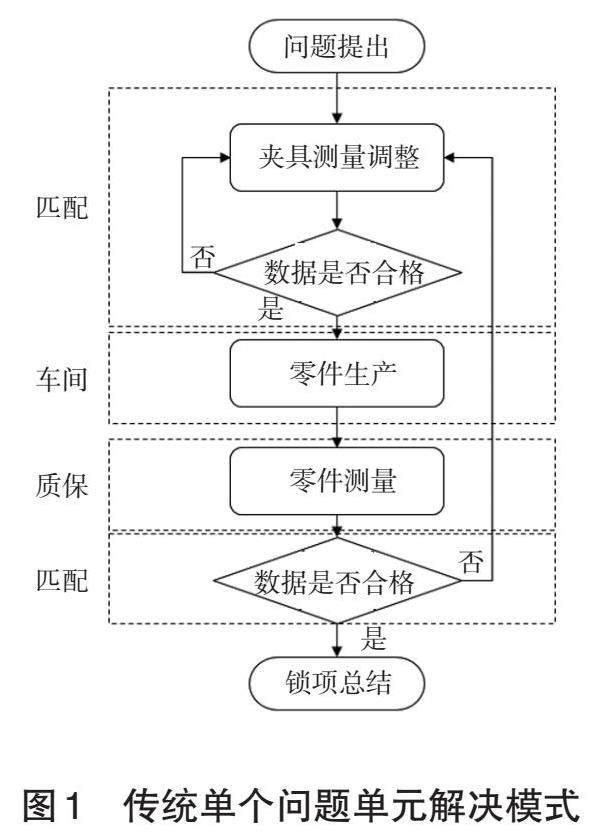
目前新車型生準(zhǔn)尺寸育成工作模式,是以數(shù)據(jù)車為載體,以單件檢具(Part Coodinate Fixture,PCF)和總成匹配檢具為主要評價(jià)手段,通過多輪次零件和夾具調(diào)整以及數(shù)據(jù)車驗(yàn)證[2](PDCA循環(huán)),才能達(dá)到白車身質(zhì)量目標(biāo)(圖1)。從整車及白車身發(fā)現(xiàn)問題到零件或工裝調(diào)整,方案驗(yàn)證周期長,工作效率低且問題分析困難,不利于縮短生產(chǎn)準(zhǔn)備周期。
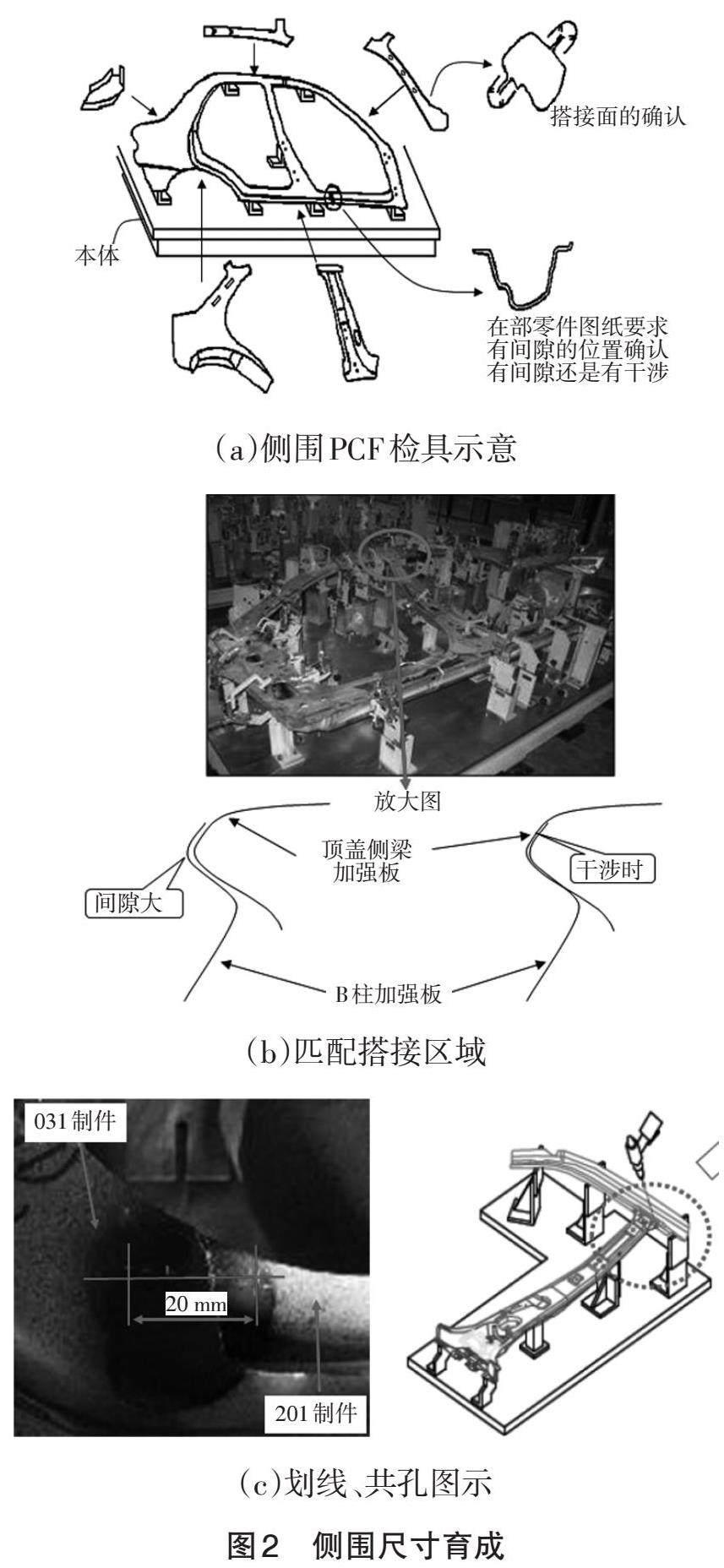
以側(cè)圍尺寸育成為例:
首先,按照PCF檢具操作指導(dǎo)書要求,將零件按照層級依次擺放到PCF檢具上,確認(rèn)定位基準(zhǔn)及零合件之間匹配關(guān)系。
其次,結(jié)合單件數(shù)據(jù),對型面搭接間隙大或干涉區(qū)域問題分析,并對零件進(jìn)行手修驗(yàn)證,保證焊接型面貼合間隙≤0.3 mm(需同時(shí)制作2量份手修樣件)。
然后,對特征部位進(jìn)行劃線共孔,并將零件移到焊接夾具上,確認(rèn)特征部位標(biāo)記是否有偏差。若發(fā)現(xiàn)特征部位偏差量超出允許范圍,需返回確認(rèn)夾具精度,直到特征部位偏差量在目標(biāo)允許范圍內(nèi)。
再次,將零件依次焊接,形成目標(biāo)大總成,并送檢測量全數(shù)據(jù)尺寸。
最后,對超差點(diǎn)進(jìn)行分析,手修后的問題零件返回模具廠家,提取修正量指導(dǎo)模具整改。問題未分析清楚的零件繼續(xù)利用戴明環(huán)(PDCA Cycle)循環(huán)方法排查,直到查出問題,如圖2所示。
3 在線匹配尺寸育成模式
以夾具為載體,結(jié)合便攜式CMM測量設(shè)備,將PCF檢具育成思路移植到夾具上。對外觀匹配型面、安裝孔位、匹配間隙進(jìn)行定量分析,直接將問題點(diǎn)拆解到夾具和零件上。
3.1 在線匹配設(shè)計(jì)原理
在現(xiàn)有焊裝夾具BASE板上預(yù)留若干組測量機(jī)放置平臺(tái)板安裝孔位,便于生產(chǎn)準(zhǔn)備過程中測量機(jī)放置平臺(tái)板安裝,以實(shí)現(xiàn)夾具或零件局部測量在線匹配分析。
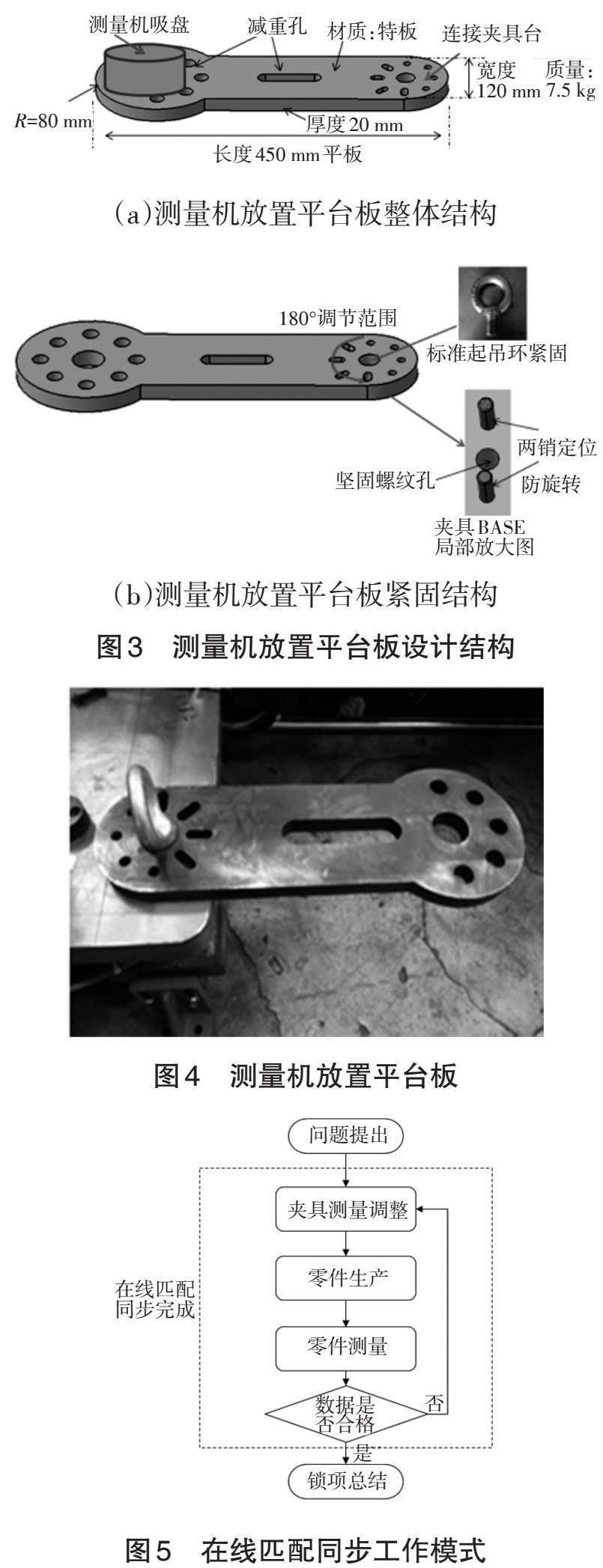
測量機(jī)放置平臺(tái)板設(shè)計(jì)結(jié)構(gòu)如圖3所示。平臺(tái)板左端為半徑為80 mm圓盤,用于放置測量機(jī)吸盤;右端為加工有固定螺栓孔、圓孔和長圓孔的半圓盤,分別是用于與焊裝夾具BASE板固定連接的定位螺栓孔、主定位孔和輔助定位孔。平臺(tái)板長、寬、高尺寸分別為450 mm、120 mm、20 mm,中間設(shè)計(jì)有減重孔,材料為便于測量機(jī)吸盤固定的鐵質(zhì)材料,整體質(zhì)量約7.5 kg。測量機(jī)放置平臺(tái)板與焊裝夾具BASE板安裝結(jié)果如圖4所示。
3.2 在線匹配工作模式
在線匹配不同于傳統(tǒng)尺寸育成工作模式,由于借助了測量機(jī),可以將夾具精度測量、零件在夾具上自由狀態(tài)測量、零件在夾具上夾緊狀態(tài)測量、焊接工序前后狀態(tài)變化測量在焊裝夾具上同步完成,如圖5所示。在線匹配成功地將夾具測量、零件測量、夾具調(diào)整、總成測量同步進(jìn)行,推動(dòng)了夾具實(shí)現(xiàn)在線測量匹配,有效縮短問題分析時(shí)間,同時(shí)為后續(xù)縮短生準(zhǔn)周期提供技術(shù)支撐。
3.3 在線匹配瓶頸突破創(chuàng)新
在實(shí)際應(yīng)用過程中,零件放置到夾具后,受限于零件覆蓋空間,導(dǎo)致便攜式CMM放置空間不足和建系空間難以實(shí)現(xiàn)。為了解決以上問題,提出局部小坐標(biāo)系理論和借助測量放置板平臺(tái)2項(xiàng)措施。其中,局部坐標(biāo)系可以將所有建系基準(zhǔn)孔誤差統(tǒng)一到同一基準(zhǔn)下,測量放置板平臺(tái)可以取代測量機(jī)三腳架,克服三腳架定位不穩(wěn),測量精度差問題。如圖6所示。
4 傳統(tǒng)匹配與在線匹配的優(yōu)劣性
4.1 縮短生產(chǎn)周期、降低分析難度
本文根據(jù)新車型生產(chǎn)準(zhǔn)備過程中尺寸育成工作內(nèi)容,結(jié)合傳統(tǒng)匹配和在線匹配各自模式特點(diǎn),分別從測量依據(jù)、測量條件、效果評價(jià)以及使用范圍緯度進(jìn)行分析對比。如表1所示。
通過表1對比可以看出,傳統(tǒng)匹配模式使用范圍較廣,但是仍然存在以下問題:依靠每套夾具檢測數(shù)模,夾具數(shù)模標(biāo)準(zhǔn)不統(tǒng)一;夾具檢測狀態(tài)為靜態(tài),無法真實(shí)反應(yīng)因夾具剛度、強(qiáng)度因素帶來的實(shí)際工作問題;零件數(shù)據(jù)獲取不及時(shí),缺少數(shù)據(jù)支撐;調(diào)整、生產(chǎn)、測量、分析及時(shí)性不夠,造成解決問題周期較長;夾具、零件、工序變化問題摻雜在一起,增加問題分析難度。
在線匹配工作模式將夾具測量、零件測量、夾具調(diào)整、總成測量,數(shù)據(jù)分析在夾具上同步完成。可有效縮短送檢、測量等待周期,節(jié)約2~3個(gè)工作日;利用唯一的產(chǎn)品數(shù)模,避免工序不同的夾具數(shù)模自身存在的問題;實(shí)現(xiàn)夾具動(dòng)態(tài)檢測,體現(xiàn)實(shí)際工作狀態(tài)。便于識(shí)別夾具強(qiáng)度問題;快速評價(jià)零件狀態(tài),實(shí)現(xiàn)問題快速分析;可測量各工序零件變化,便于鎖定問題真因。
4.2 提高測量精度、擴(kuò)大測量范圍。
圖7a為傳統(tǒng)測量機(jī)使用的測量支架,有效測量空間為X,測量機(jī)長度為L,支架最大高度為60 cm,最大水平跨度為30 cm,則根據(jù)韋達(dá)定理可知:
在線匹配使用的放置平臺(tái)示意圖如圖7b所示,有效測量空間X與測量機(jī)長度L及放置平臺(tái)長度之間的關(guān)系為:
由式(1)和式(2)可知,相對于傳統(tǒng)測量支架,在線匹配放置平臺(tái)的使用,使得測量儀的有效測量范圍明顯提高。
5 在線匹配技術(shù)的實(shí)際應(yīng)用
搭載公司新車型在焊裝夾具設(shè)計(jì)過程中,BASE板上增加了測量機(jī)放置平臺(tái)安裝孔位。在生產(chǎn)準(zhǔn)備尺寸育成時(shí),應(yīng)用了在線匹配同步工作模式。如圖8所示,為公司某新車型側(cè)圍焊裝夾具,在夾具BASE板上預(yù)留了測量機(jī)放置平臺(tái)安裝位置,在分析側(cè)圍問題時(shí),通過測量機(jī)放置平臺(tái)增加了測量機(jī)在夾具上的安置空間,保證了夾具測量、零件測量、夾具調(diào)整、總成測量同步進(jìn)行。一方面節(jié)約了從問題發(fā)生到問題得以解決的過程大量時(shí)間(整個(gè)過程1個(gè)工作日即可完成);另一方面,避免了因測量機(jī)三腳架固定牢固性差,焊裝夾具旋轉(zhuǎn)導(dǎo)致的建系不統(tǒng)一,測量精度損失問題。
圖9為某車型側(cè)圍在線匹配后焊接總成的測量結(jié)果。
表2為公司某車型傳統(tǒng)尺寸育成模式下分總成合格率與新型在線匹配模式下分總成合格率對比。通過地板、四門兩蓋、頂蓋、等分總成的合格率來看,在線匹配模式下總成合格率有明顯提升,說明在線匹配模式對新車型生準(zhǔn)尺寸育成合格率提升效果明顯。
6 結(jié)論
a. 分析了傳統(tǒng)尺寸育成模式工作中存在的不足,針對其存在的問題,提出了一種新型在線匹配尺寸育成工作模式,并對在線匹配工作原理、工作模式瓶頸突破進(jìn)行了闡述。
b. 搭載新車型生產(chǎn)準(zhǔn)備過程,對在線匹配進(jìn)行實(shí)際應(yīng)用,實(shí)現(xiàn)了夾具測量、零件測量、夾具調(diào)整、總成測量同步完成。并通過傳統(tǒng)模式與在線匹配的對比分析可知,在線匹配可以縮短生準(zhǔn)周期,降低白車身焊接過程問題分析難度,提高分總成合格率。對汽車生產(chǎn)準(zhǔn)備具有實(shí)際指導(dǎo)意義。
c. 隨著科技的進(jìn)步,測量手段的不斷更新,在線匹配將會(huì)開發(fā)更先進(jìn)、測量精度更高、更方便的工作模式。
參考文獻(xiàn):
[1] 成起. 尺寸工程在車身開發(fā)中的應(yīng)用[J]. 汽車工藝與材料, 2012(11): 50-52.
[2] 楊思源, 涂雄, 李軍. 尺寸工程在白車身制造過程中的應(yīng)用[J]. 重慶理工大學(xué)學(xué)報(bào)(自然科學(xué)), 2012, 26(6): 18-23.