以激光飛行焊為例淺析機器人虛擬工具的坐標系設定和校準方法
2023-04-29 00:44:03安龍鄒尚博劉少印
汽車工藝與材料 2023年5期
安龍 鄒尚博 劉少印
摘要:對比了激光飛行焊和傳統接觸式焊接區別,提出了一種激光飛行焊機器人工具坐標系設定方法,可以節省仿真建模時間和工裝開發成本。機器人虛擬工具的校準方法與實體工具有所不同,在機器人傳統實體工具校準方法的基礎上開發了適用于此類工具的校準方法。該方法能夠節省焊縫批量偏移時的工藝調試時間,快速解決序列化生產中常見的工具偏移問題,在汽車制造領域具有廣泛的應用前景。
關鍵詞:工業機器人 激光飛行焊 工具坐標系 工具校準
中圖分類號:TH17? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220412
Abstract: This paper compared the difference between laser scanner welding and traditional contact welding, proposed a setting method of robot coordinate system with laser scanner welding optic. This method can shorten modeling time and reduce tooling development cost. Robot virtual tool calibration is different from physical tool. A new calibration method suitable for such virtual tools was developed based on the calibration method of traditional physical tools of robot. This method can shorten process debugging time to eliminate welding seam deviation, rapidly solve tool deviation which frequently occurs in series production, therefore has broad application in automobile production.
Key words: Industrial robot, Laser scanner welding, Tool coordinate system, Tool calibration
作者簡介:安龍(1993—),男,工程師,碩士學位,研究方向為機器人應用及激光焊接技術。
參考文獻引用格式:
安龍, 鄒尚博, 劉少印. 以激光飛行焊為例淺析機器人虛擬工具的坐標系設定和校準方法[J]. 汽車工藝與材料, 2023(5): 62-67.
AN L, ZOU S B, LIU S Y. Setting and Calibration Method of Virtual Robot Tool Coordinate System with A Case of Laser Scanner Welding[J]. Automobile Technology & Material, 2023(5): 62-67.
1 前言
激光飛行焊使用的可編程聚焦光學頭(Programmable Focus Optic,PFO)是激光焊接中常用的加工頭,可以將激光聚焦在工件表面熔化板材實現焊接。在焊接過程中PFO從工件上方掃過,故稱之為激光飛行焊。激光飛行焊有激光焊的通用優勢:能量密度高、熱變形小、焊縫美觀、焊接精度高。同時由于其內部鏡組在伺服電機的驅動下運動能夠改變光斑大小和焊接圖形,使其具有多種應用場合,如打標和白車身外覆蓋件焊接[1]。與傳統電阻點焊比,PFO不需要與工件接觸即可進行焊接,因此機器人不必精確到達每個焊縫位置,節拍快。同時PFO焊縫形狀多樣的優點使其能適應更多工件形狀和連接強度,在白車身焊接領域逐漸取代電阻點焊,成為更多主機廠的選擇[2]。
PFO實現焊接需要預先編寫焊接程序、任務程序和激光程序,焊接程序包含了焊接圖形、掃描速度、功率;任務程序包含焊縫位置和所調用焊接程序;激光程序包含功率波形和光路信息,這些程序都保存在PFO里。然后在機器人上建立示教程序和焊接程序。示教程序用于讓PFO知道每個焊縫坐標并記錄在任務程序里[3];焊接程序用于編寫焊接軌跡,指定觸發焊接的軌跡點。需要注意的是焊接軌跡不必使工具參考點(Tool Center Point,TCP)精確到達每條焊縫,只需保證焊縫能被PFO掃描范圍覆蓋,且軌跡盡可能接近直線,這樣有助于節拍提升[4]。
在建立了PFO工具坐標系后就可以示教焊縫位置。焊接過程中機器人帶PFO在工件上方運行,同時將工具參考點坐標實時傳輸給PFO,PFO根據工具參考點當前坐標和焊縫示教坐標的差值,經過計算驅動伺服電機帶動鏡組使焦點移動到焊縫位置,在示教焊縫位置進入PFO掃描范圍就開始焊接,從而達到了提升節拍效果[5]。
2 機器人坐標系基礎
機器人有5個笛卡爾坐標系:足坐標系、世界坐標系、法蘭坐標系、工具坐標系、基坐標系,其中足坐標系、世界坐標系、法蘭坐標系在機器人出廠時已經建立完成。使用前需要根據機器人所帶工具和作業的工裝胎來建立工具坐標系和基坐標系。庫卡機器人系統描述工具坐標系的方式: tool data[1]=[x, y, z, a, b, c]。x, y, z代表工具坐標系原點在法蘭坐標系下的坐標;工具坐標系方向由法蘭坐標系先繞Z軸旋轉角度a,再繞Y軸旋轉角度b,繞X軸旋轉角度c得到;a, b, c稱之為歐拉角。需要注意的是x, y, z的平移沒有順序,但旋轉順序會影響最終工具坐標系方向,必須按上述順序進行旋轉變換。
建立工具坐標系可以讓機器人知道TCP的位置和工具方向,方便操作者靈活地調整機器人末端執行機構姿態,更加精確地控制機器人運動軌跡。
工具坐標系基于機器人法蘭坐標系進行變換。即工具坐標系由法蘭坐標系沿位置矢量平移,根據旋轉矩陣進行轉動得到,求出位置矢量和旋轉矩陣可用于工具坐標系校正。
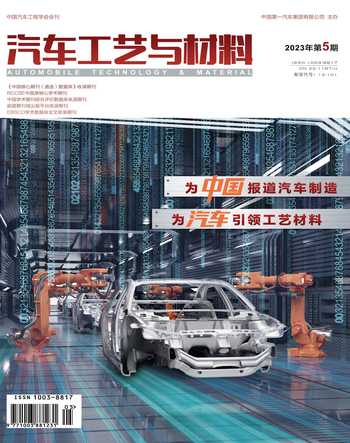
圖1為工具坐標系和法蘭坐標系關系,{A}表示法蘭坐標系;{B}表示工具坐標系;[ABR]表示工具坐標系相對法蘭坐標系的旋轉矩陣。[ABP]表示工具坐標系相對法蘭坐標系位置矢量。則有如下計算公式[6]:
3 傳統工具坐標系設定方法
傳統工具例如點焊焊鉗,由于存在實體工具參考點,可以通過4點法測量TCP位置,6D法測量工具方向得到工具坐標系[7]。操作機器人將焊鉗靜臂電極帽圓心以4個姿態分別對準同一個尖端,機器人能夠獲得x,y,z值[8]。實際每3個姿態可以測出1個工具坐標系,4個姿態任意3組數據組合測出4組工具坐標值,從而可以算出平均誤差和最大誤差。移動機器人使[+XTOOL]與[-ZWORLD]重合,[+YTOOL]與[+YWORLD]重合,[+ZTOOL]與[+XWORLD]重合機器人得到a,b,c值。通常[+ZTOOL]是工具所指方向,[+XTOOL]是焊接時前進方向[9]。
4 虛擬工具坐標系設定方法
激光飛行焊工具參考點是光的焦點,實際無法利用焦點對準物理尖端來建立PFO工具坐標系,這種情況有3種方法建立工具坐標系:制作工裝與工具參考點重合;計算機仿真;通過連接件和PFO機械圖紙尺寸計算。下文介紹根據連接件和PFO機械圖紙尺寸計算得到工具坐標系方法。
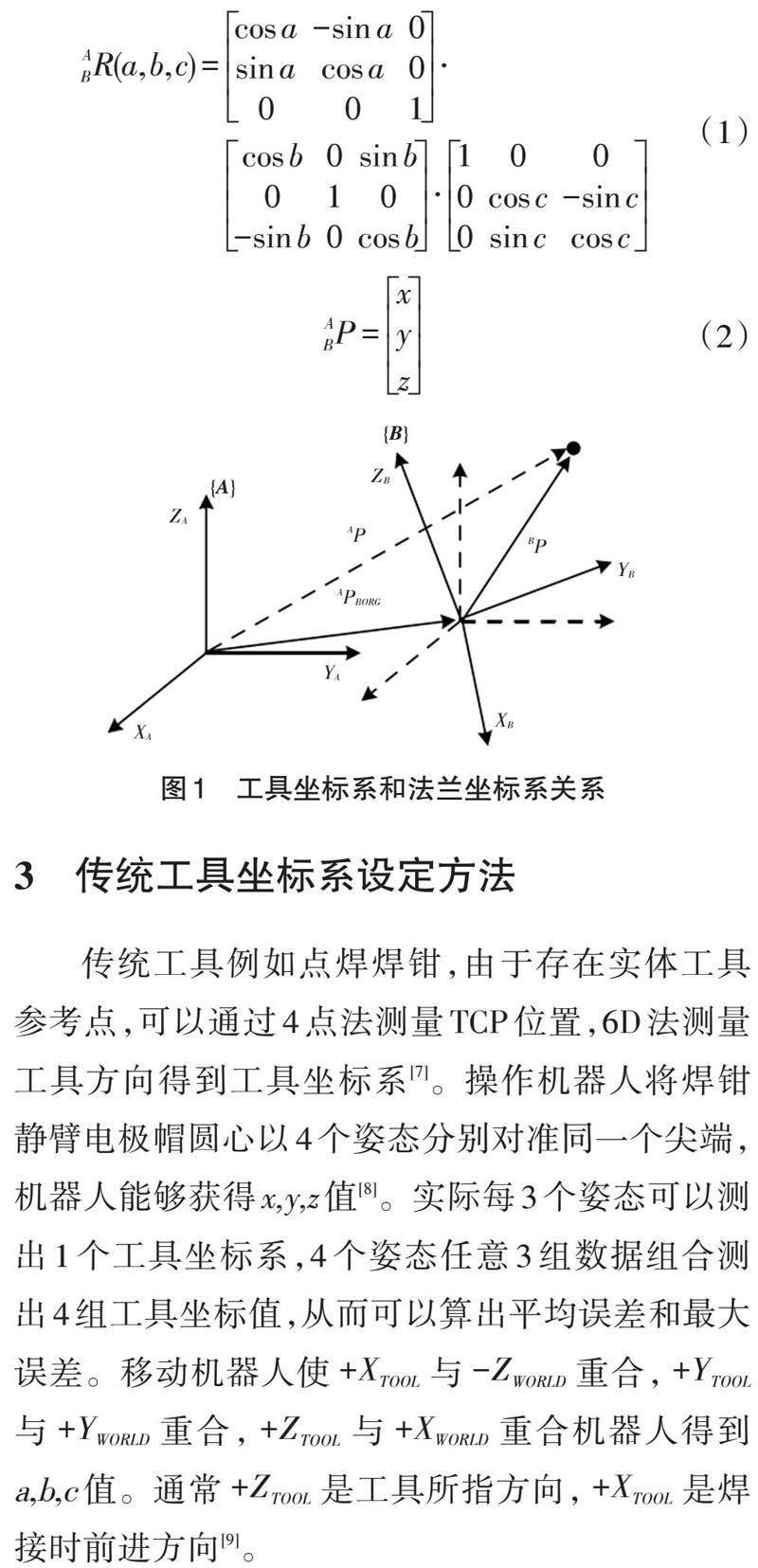
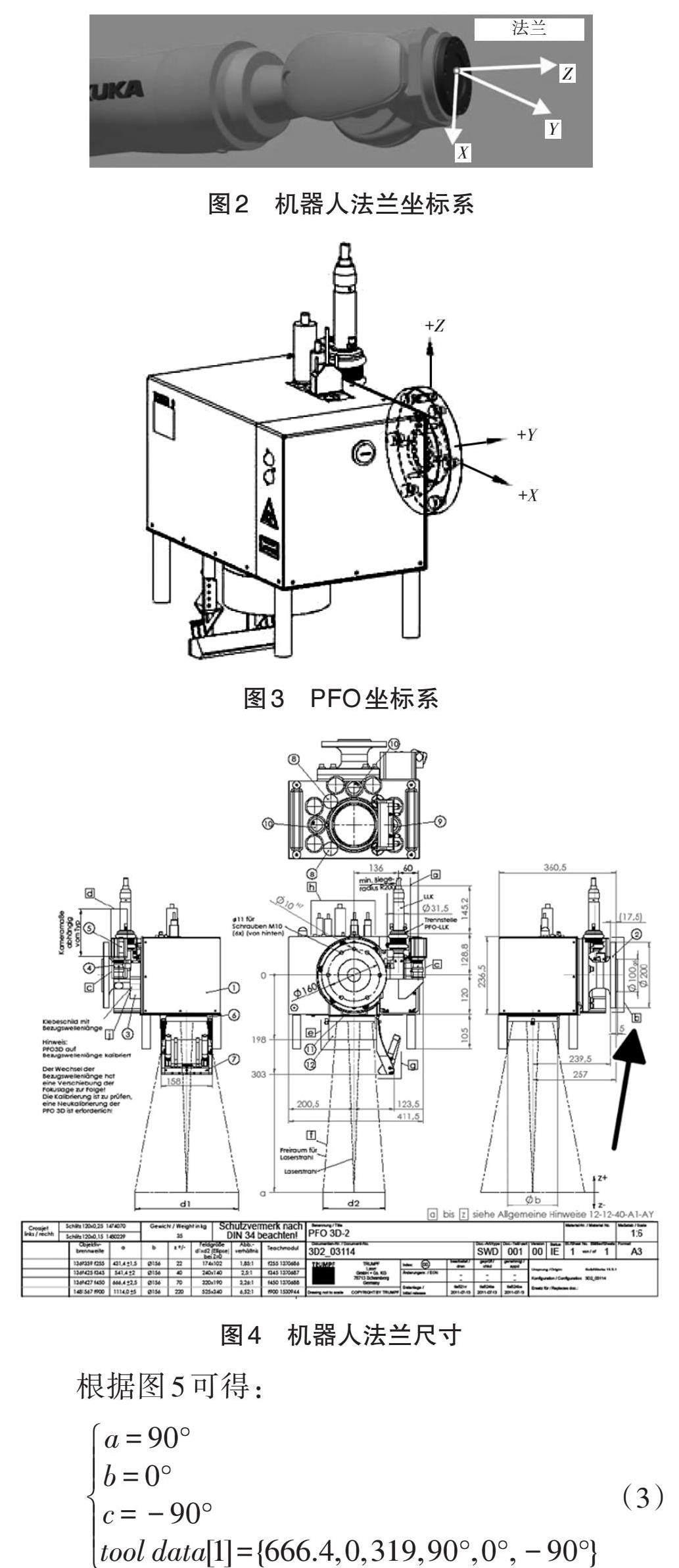
機器人法蘭坐標系如圖2所示;PFO坐標系和尺寸分別如圖3和圖4所示所示;焦距為450 mm的PFO通過連接件和B8板安裝在法蘭端,如圖5所示。由圖6可知B8板厚度為27 mm,從圖7可知適配塊厚度為35 mm;由圖4可知焦點在法蘭坐標系X方向距法蘭中心666.4 mm,焦點在法蘭坐標系Y方向距法蘭中心0 mm,焦點在法蘭坐標系Z方向距法蘭中心(257+27+35) mm。
根據圖5可得:
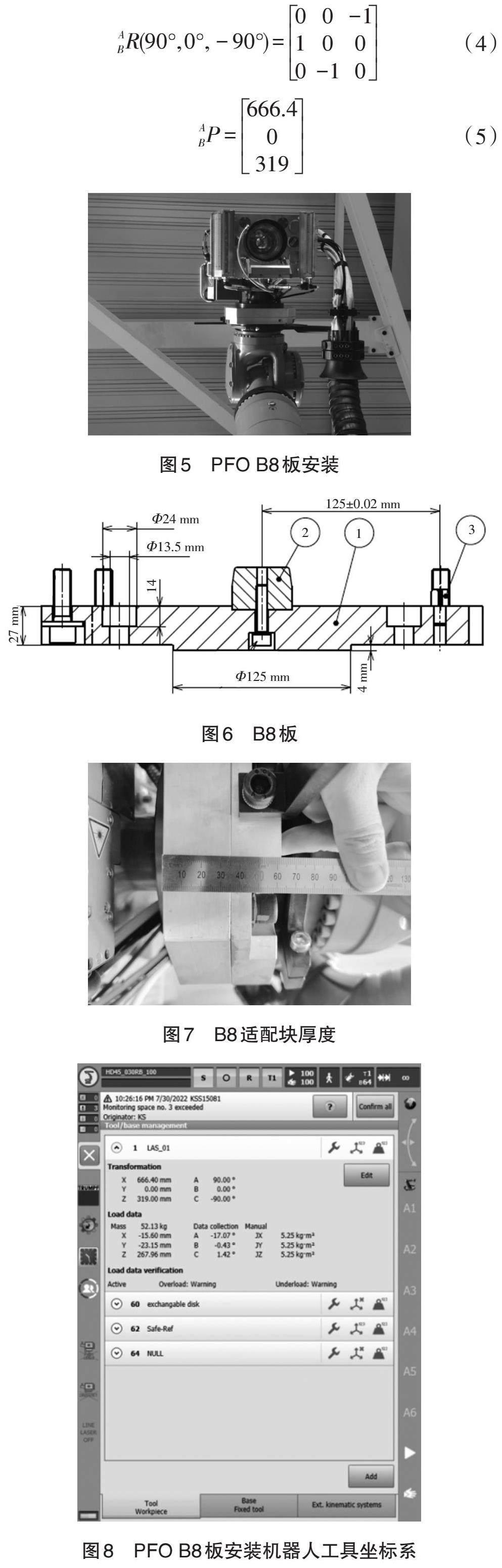
將計算結果輸入機器人工具坐標系,如圖8所示。
將工具坐標系數值帶入式(1)和(2)得到旋轉矩陣和位置矢量:
焦距為450 mm的PFO通過45°連接塊安裝在機器人法蘭端,如圖9所示。PFO和機器人法蘭安裝關系在工具坐標系X-Y和X-Z平面的投影如圖10和圖11所示,其中EF是PFO安裝面,GH是法蘭安裝面,P是PFO焦點在該平面投影。以下是解[ΔPRQ]的公式:
式中,PR為焦點到連接塊R點在機器人法蘭坐標系Y-Z平面投影距離;PQ為焦點到連接塊R點在工具坐標系X方向上投影距離。
經計算,PR=453.29 mm;∠PRQ=61.89°;X=666.4 mm;Y=181.73 mm;Z=470.73 mm。
根據圖10,PFO安裝方式可得
將計算結果輸入機器人工具坐標系如圖12所示。
將工具坐標系數值帶入式(1)和(2)得到旋轉矩陣和位置矢量:
5 傳統工具校準方法
傳統工具如點焊焊槍,在焊槍發生碰撞或機械拆裝后工具參考點和機器人工具坐標系原點可能會出現偏差。為了快速恢復生產,減少工藝調整,需要設置工具校準方法。
如圖13所示,即:
按圖14編寫工具檢查程序,用靜臂電極帽移動到固定檢具圓環中心,機器人記錄此時工具參考點的位置OB。焊槍發生碰撞后工具參考點由OB偏移到P,運行工具檢查程序,測量此時工具參考點相對工具坐標系原點的偏移量[OBP]。通過式(15)求出P點在{A}坐標系下的位置,即可實現工具坐標系由B到P的校正[10]。以下是坐標系變換公式:
6 虛擬工具校準方法
對于虛擬工具或TCP在工具之外的情況需要使用特殊方法找工具參考點位置。決定PFO基準位置有2個參數,垂直度和焦距。PFO有專用工具檢驗垂直度(圖15)。繞TCP旋轉PFO直到導航光同時落在上方光屏中心和工具底座尖端,此時PFO位于垂直位置。PFO上有2個輔助光源,能和導航光呈固定角度發射2束面激光(圖16),2束線激光在任意水平面上相互垂直。保證導航光垂直的情況下機器人在PFO坐標系Z方向移至線激光交點和導航光重合(圖17),該點即為PFO工具參考點[11]。
找到工具參考點位置即可編寫工具檢查程序,將工具參考點與固定十字刻線中心重合,機器人記錄此時位置(圖18)。在多次運行或機械拆裝后運行工具檢查程序,如發現工具參考點位置偏離十字刻線中心,可用第5節方法進行工具校準。
7 結束語
本文闡述的機器人工具坐標系設定和校準方法適用于參考點不在工具上。對于這種情況可以開發定位工裝確定工具參考點物理位置,也可以根據設備廠家給出的尺寸參數進行計算或仿真。本文闡述的方法節省了工裝成本,相比建模仿真工作量更小,能快速解決加工頭后續應用中出現的工具偏移問題。該方法已經在20余臺PFO上得到應用。在焊縫位置調試上方便快捷,并多次在工具偏移的情況下成功糾偏,快速恢復生產。可以給行業中相似應用場合提供參考。
參考文獻:
[1] 左鐵釧. 激光加工技術的優勢及在工業生產中的應用[J]. 激光雜志, 1990(4): 8-9.
[2]陳濤. 激光加工技術在汽車車身大型覆蓋件中的應用[J]. 中國機械工程, 2002,13(1): 8-11.
[3] THORGE H. 掃描式激光遠程焊接在大眾汽車的使用[J]. 汽車與配件, 2007(16): 38-39.
[4] 陳根余. 激光焊接切割在汽車制造中的應用[J]. 激光與光電子學進展, 2009, 46(9): 17-23.
[5] 游德勇. 激光焊接技術的研究現狀與展望[J]. 焊接技術, 2008(4): 5-9.
[6] JOHN J, CRAIG. 機器人學導論[M]. 北京: 機械工業出版社, 2006: 14-25.
[7] 康存鋒. 焊接機器人工具坐標系標定的研究與實現[J]. 北京工業大學學報, 2016, 42(1): 30-34.
[8] 樸永杰. 弧焊機器人TCF參數的標定[J]. 機器人, 2001(2): 109-112.
[9] 宋月娥. 弧焊機器人工具參數標定[J]. 焊接學報, 2001(5): 1-4.
[10] 張妍. 以激光焊接頭ALO3為例淺析機器人應用工具維修測試方法[J]. 制造技術與機床, 2019(8): 126-129.
[11] GAO B. Developing an Efficient Calibration System for Joint Offset of Industrial Robots[J]. Journal of Applied Mathematics, 2014: 1-9.