低壓渦輪鑄造葉片幾何不確定性統計
2023-04-19 06:12:00羅佳奇陳澤帥鄒正平曾飛杜鵬程
航空學報 2023年6期
關鍵詞:模態
羅佳奇,陳澤帥,鄒正平,曾飛,杜鵬程
1.浙江大學 航空航天學院,杭州 310027
2.北京航空航天大學 航空發動機研究院,北京 102206
3.北京航空航天大學 航空發動機氣動熱力國防科技重點實驗室,北京 102206
4.中國航發湖南動力機械研究所,株洲 412002
考慮葉片制造工藝精度的影響,航空發動機葉片真實外形與設計外形存在偏差并對葉片性能存在不確定性影響的客觀事實在20 世紀就得到了工業界和學術界的重點關注[1-2]。為提高發動機的先進性,高負荷葉片設計技術已得到廣泛應用。然而隨負荷提高,幾何偏差對高負荷葉片復雜流動及氣動、結構、氣熱等性能的不確定性影響也隨之增強[3-5]。為能在設計中考慮幾何偏差的影響并提高葉片性能魯棒性,深入認識幾何偏差的來源及統計特征并揭示其對氣動性能的不確定性影響機理近十年來已成為國際性研究熱點[6-10]。
幾何偏差不確定性研究的首要工作是揭示葉片的幾何不確定性統計特征,需大量真實葉片數據作為支撐。雖基于自相關函數的模型化方法在幾何不確定性相關研究中已得到廣泛應用[11-13],但模型化方法能否精確反映真實葉片的幾何偏差統計特征依然存疑。進入21 世紀后,基于真實葉片數據的壓氣機葉片不確定性研究得到 了 開 展。Garzon 和Darmofal[3]最 早 采 用 計 算流體力學方法和蒙特卡洛模擬(Monte Carlo Simulation,MCS)研究了百套加工葉片幾何偏差對葉型氣動性能的不確定性影響。Lange 等[6]采用試驗和數值方法研究了葉片幾何偏差對多級壓氣機氣動性能的不確定性影響。Schnell 等[4]研究了葉片幾何偏差對風扇氣動性能、排間非定常作用、結構性能的不確定性影響。在中國,高麗敏[8-9]、于賢君[10]等采用百套葉片開展了壓氣機葉型的幾何不確定性研究,并分析了幾何偏差對氣動性能的影響。
截至目前,真實渦輪葉片幾何偏差的相關研究開展非常少。Nilsson[14]根據GKN Aerospace公司的葉片公差要求生成一批滿足要求的渦輪葉片并開展了氣動不確定性研究。近年來,Wang 和Zou[15]采 用50 套 渦 輪 葉 片 共200 個 截 面的幾何數據研究了幾何偏差對氣動性能的影響。張偉昊等[16-17]采用數值模擬方法研究了安裝角變化對渦輪葉片性能及整機環境中渦輪性能的影響。宋立明等[18]采用Kriging 模型研究了渦輪葉片槽縫寬度、進口湍流度和流動角對端壁氣熱性能的不確定性影響。此外宋立明[12]、羅佳奇[13,19]等還采用模型化方法表述渦輪葉片幾何偏差,開展了氣動不確定性研究。
低壓渦輪葉片由鑄造形成。精密鑄造由于具有精度高、表面粗糙度低的優點,在航空發動機低壓渦輪葉片制造中獲得了廣泛應用[20]。熔模精密鑄造是一種主要的葉片制造方法,其流程涉及蠟模壓制、脫蠟、澆注、清理打磨、初檢、熱處理、終檢等主要環節[21-22]。由于工序多、周期長,渦輪葉片的外形將受設備、工藝、材料等諸多因素的影響,如模料收縮、熔模變形、加熱和冷卻過程中的線量變化、合金收縮率及凝固過程中的變形等因素均會引起渦輪葉片幾何形狀發生變化。此外澆注后葉片幾何變形最大,溫度的降低導致收縮變形,同時產生彎曲和扭轉變形。即使采用位移場補償方法能有效提高渦輪葉片幾何精度,幾何偏差也難以完全消除[23]。
葉片型面測量是評估葉片制造工藝精度的有效方法。非接觸式光學測量具有精度高、流程簡便的優點,近年來得到了快速發展[24-25]。而接觸式測量技術由于精度較高、發展較早,目前在葉片幾何偏差測量中仍應用廣泛[3,7-10]。接觸式測量需采用專用夾具進行葉片裝夾定位并建立測量坐標系。由于曲面工藝精度的檢測較為復雜,檢測結果中往往包含測量坐標系與設計坐標系不重合的系統性誤差。因而實測點的測量誤差都包含位置誤差與輪廓度誤差,主要有葉型輪廓度誤差、葉片扭轉誤差、彎曲誤差等[26]。當坐標系誤差影響較大時將降低真實葉片與設計葉片的匹配精度,對葉片幾何精度評估造成較大影響。因而在葉片匹配時需要考慮主要誤差的影響大小,只有從綜合誤差中分離出各類誤差才能精確研究各類誤差的統計特征,同時還能用于判定被測葉片幾何偏差是否滿足精度要求[26-27]。由于坐標系誤差對所有實測點的影響具有相似性,即不會改變實測點間的空間相對位置,被稱為總體幾何偏差。
由于渦輪葉片的制造工藝與壓氣機葉片存在較大不同,而幾何偏差的來源及統計特征研究開展較少,筆者將重點研究精鑄低壓渦輪葉片幾何偏差的統計特征。該項研究的意義在于:① 通過認識低壓渦輪精鑄葉片的位置誤差統計特征指導如何提高接觸式測量技術精度;② 通過認識輪廓度誤差統計特征及對葉片合格率的影響為葉片鑄造的關鍵工藝改良提供指導;③ 通過評估輪廓度誤差對氣動不確定性和制造成本的多目標影響為輪廓度公差標定提供指導。首先分析千套葉片(統稱為真實葉片)的幾何偏差特性,并通過主元分析方法(Principal Component Analysis,PCA)確定幾何偏差的主要特征。之后為分析葉片不同誤差的統計特性,重點介紹一種基于四元數方法的葉片幾何偏差分解方法,提取總體幾何偏差和葉型誤差,通過修正葉片與真實葉片型面輪廓度誤差的對比分析評估該低壓渦輪鑄造葉片的合格率,驗證幾何偏差分解方法的實用性;同時建立各類誤差的統計模型,希望可為后期相關幾何偏差不確定性影響研究提供指導。
1 真實葉片幾何偏差
精鑄渦輪葉片除鑄造過程會引起葉片幾何外形變化外,測量時固定葉身的夾具等也會引起系統性測量誤差。幾何外形偏差類型較多,如圖1 所示的葉身偏移誤差、扭轉誤差、偏斜誤差等均較為常見[20],其中O 為設計葉片位置,δ 為偏移量。
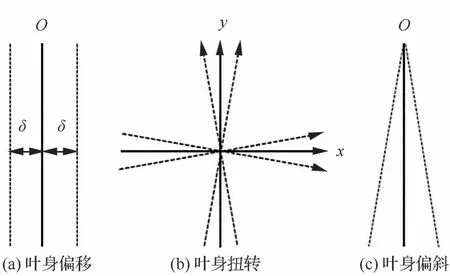
圖1 葉片幾何變形Fig.1 Geometric variations of blade
研究對象為某小型航空發動機雙級低壓渦輪第1 級轉子葉片,葉片采用精密鑄造成形。測量采用的接觸式測量技術葉片數據以三坐標接觸式測量獲取,測量誤差為0.01 mm。實際測量的葉片超過千套,為降低測量截面的相關性,在近葉根、近葉中和近葉尖3 個等高截面上進行測量。截面1、2 和3 分別位于圖2 所示的18.2%、55.1%和92.0%葉高,圖中H為葉高。

圖2 渦輪轉子葉片及測量截面Fig.2 Turbine rotor blade and measured sections
以截面2 為例,所有葉型逆向測量數據如圖3所示,其 中CLE和CTE分別為前緣(LE)、尾緣(TE)附近區域。平均葉片的計算流程如圖4所示:
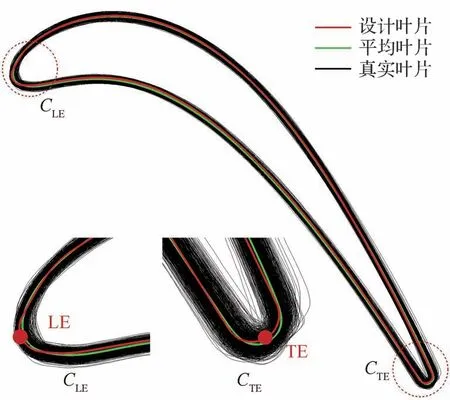
圖3 設計、平均和真實葉片Fig.3 Design, mean and real blades
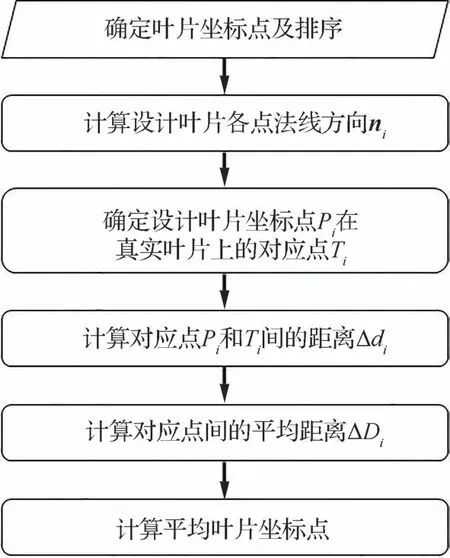
圖4 平均葉片計算流程Fig.4 Flowchart for determining mean blade
第1 步確定真實葉片坐標點排序,保證所有真實葉片坐標點排序與設計葉片一致。
第2 步計算設計葉片各坐標點的法線方向ni。
第3 步確定設計葉片坐標點Pi法線與真實葉片的交點。第3 步是整個流程中最關鍵的一步。當出現多個交點時,需根據以下兩個原則確定對應點Ti:① 交點與Pi的距離最近;② 所有對應點排序與原始坐標點排序一致。
第4 步計算對應點間的距離及所有真實葉片的平均距離ΔDi:
式中:Δdi,j為第j個真實葉片第i組對應點間的距離;m為葉片數。
第5 步由設計葉片坐標點、法線方向及平均距離計算平均葉片坐標點:
式中:x0為設計葉片坐標點;xm為平均葉片坐標點;下標i表示坐標點序號。
通過圖3 中平均葉片與設計葉片的對比可知鑄造葉片的幾何偏差較為分散,尤其是在尾緣附近;此外相對于設計葉片,平均葉片存在一定的逆時針方向扭轉。
渦輪葉片鑄造工藝精度制定、合格率評估等均需計算真實葉片與設計葉片的幾何偏差,工業中往往采用輪廓度描述幾何偏差。對真實葉片的輪廓度進行初步統計分析。
1.1 輪廓度統計分析
按中國航空工業集團有限公司《葉片葉型的標注、公差與葉身表面粗糙度》[21]將輪廓度定義為真實葉片與設計葉片對應點之間的距離,若真實葉片坐標點在設計葉片外法線方向則輪廓度為正,反之為負。以圖5 為例,Pi為設計葉片上的坐標點,沿其法線方向尋找真實葉片的對應坐標點。第500 個真實葉片在Pi處輪廓度為正,第700 個真實葉片在該處輪廓度為負。
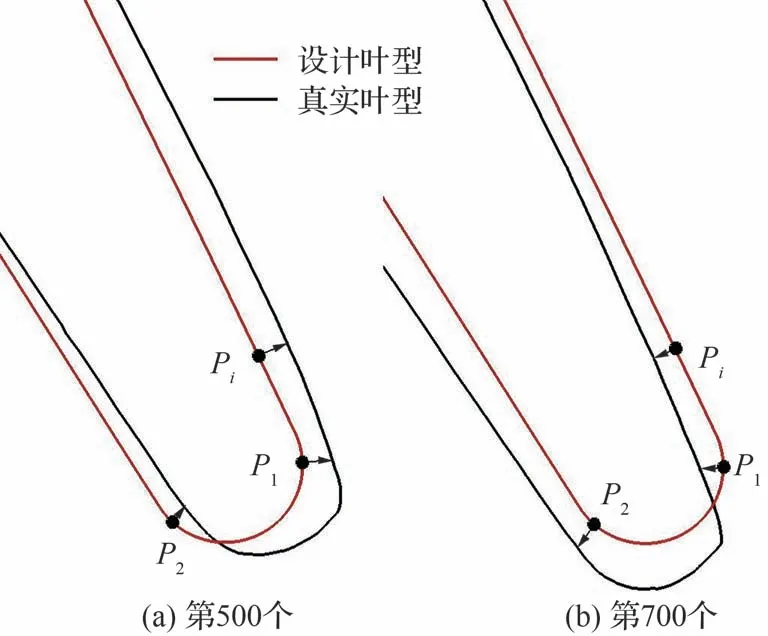
圖5 真實葉片Fig.5 Real blade
確定真實葉片與設計葉片所有對應點之后,對千套真實葉片的輪廓度進行統計分析,輪廓度的統計均值和標準差沿葉表的分布如圖6 所示,其中s/s0為逆向實測點距離尾緣的葉表距離,且s/s0=0/1.0 對應尾緣;Δd為輪廓度;μ和σ分別為統計均值和標準差,其下標代表參數類型。值得說明的是Δd及后續幾何尺寸相關的參數均為無量綱化參數,參考值為葉根弦長的1%。由圖5可知輪廓度統計均值和標準差在3 個截面上差異較大,表明在不同截面上葉型幾何分散程度不一致。此外在每個截面上前、尾緣處的輪廓度統計量較大,主要是因為真實葉片前、尾緣外形變化較大,當真實葉片與設計葉片的前、尾緣偏離較遠時其附近的對應點極易失真。如圖5 所示,P1和P2位于設計葉片尾緣圓弧上,但很難保證其在真實葉片上的對應點也位于尾緣圓弧上。這種對應點失真現象給前、尾緣幾何外形偏差的統計分析帶來了較大困難。
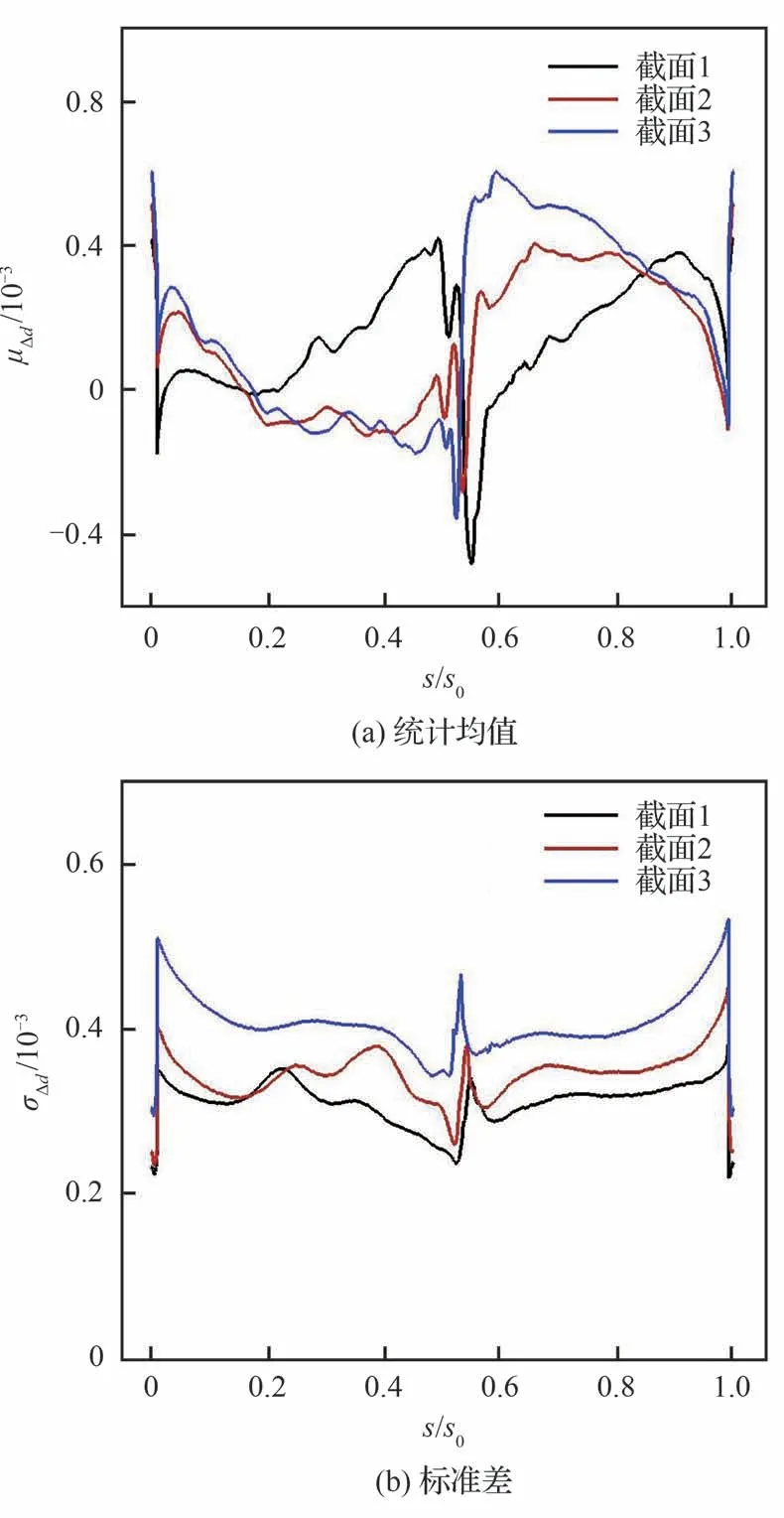
圖6 葉片輪廓度分布Fig.6 Distributions of profile tolerance of blades
葉型輪廓度公差(不包含前、尾緣)在評估葉片幾何精度、制造工藝精度控制等方面使用較多,由增厚和減薄公差帶兩部分組成[20]。葉型輪廓度誤差Φ定義為最大輪廓度與最小輪廓度之差:
式中:Δdmax和Δdmin分別為增厚誤差和減薄誤差,即輪廓度最大值和最小值。
圖7 為千套真實葉片3 個截面的葉型輪廓度誤差概率密度函數(Probability Density Function,PDF),可見和高斯分布較為接近。此外3 個截面輪廓度誤差的統計均值和標準差逐漸增大,最大輪廓度誤差也逐漸增大。在航空工業中對精鑄渦輪葉片的幾何精度有明確要求,且精度等級與葉片幾何尺寸相關[20]。表1 給出了渦輪葉片的若干葉型輪廓度公差等級(無量綱化)。由圖7和表1 可知即使按最低精度等級(等級5)要求評估葉片幾何精度,該低壓渦輪鑄造葉片的合格率也較低。
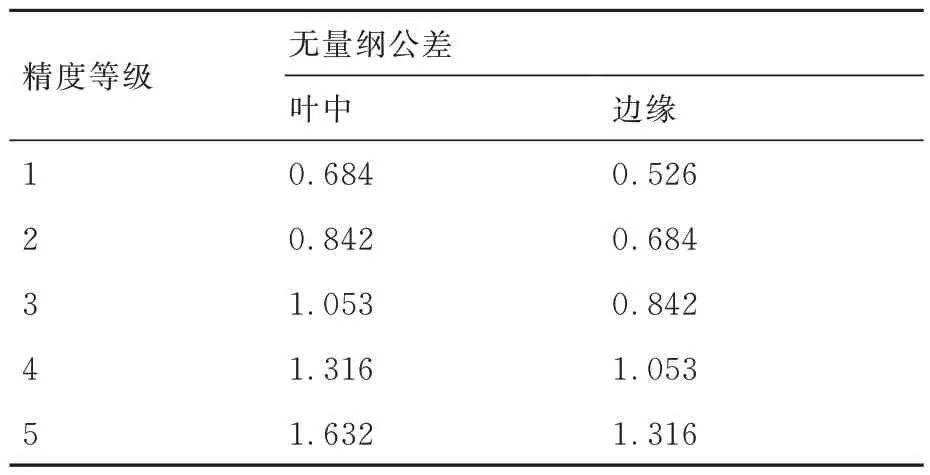
表1 渦輪葉片葉型輪廓度公差等級Table 1 Profile tolerance grades of turbine blades
考慮到真實葉片的幾何偏差來源較多,圖7給出的葉型輪廓度誤差不可避免地包含了其他類型誤差。幾何偏差統計中有必要重新計算真實葉片的葉型輪廓度及輪廓度誤差。
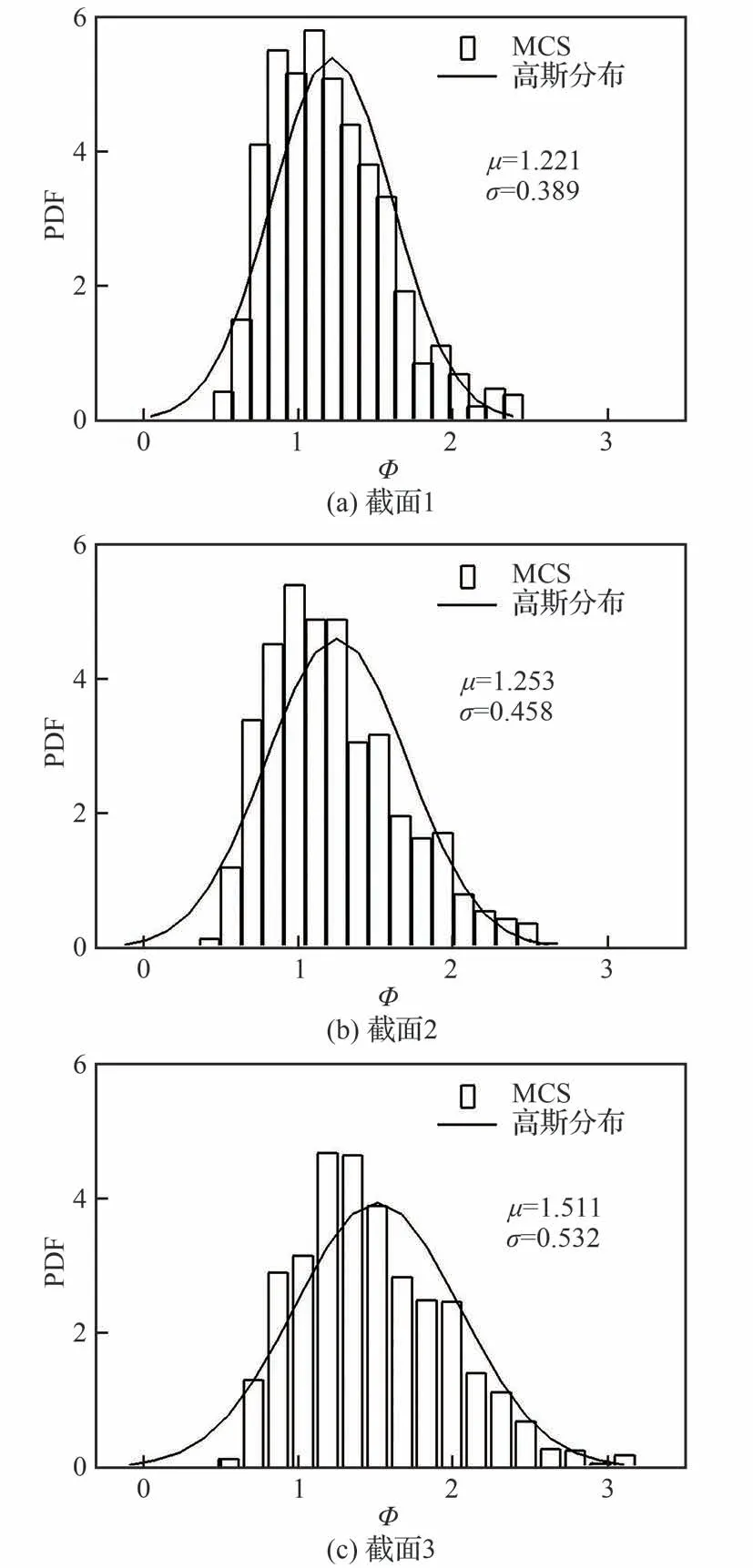
圖7 葉型輪廓度誤差概率密度函數Fig.7 Probability density functions of profile tolerance error of blades
1.2 幾何偏差特征模態
分析真實葉片幾何偏差的主要特征并提取幾何偏差模態可有效揭示幾何偏差的主要來源。截至目前,PCA 在偏差模態提取中得到了大量應用[11-13,17,19],其基本原理是采用奇異值分解(Singular Value Decomposition,SVD)確定數據集合的特征值和特征模態,根據特征值大小評估相應模態在該數據集合中的影響。PCA 的實現簡述如下。
首先由真實葉片和設計葉片對應點計算實測點的幾何偏差,并構造偏差矩陣X:
式 中:x0,i、x0,ij和xij分 別 表示 設 計 葉 片 第i個 對 應點坐標、第j個真實葉片的第i個對應點坐標及相應的幾何偏差;n為實測點數量。該矩陣的SVD分解為
式中:U和V分別表示左、右特征矩陣;Σ為特征值矩陣。
為提高SVD 的穩定性,一般對X的自相關矩陣Π進行分解:
由式(6)和式(7)可知通過SVD 確定自相關矩陣Π的右特征矩陣,即可快速確定特征模態。
奇異值分解的特征值Ei和累計能量Ecum的變化如圖8所示,累計能量定義為前若干個特征值之和與總和的比值,一般用于選取主要特征模態數。由圖8可知前若干個模態的累計能量快速增長,表明這些特征模態在描述葉片幾何偏差時將占主導地位。

圖8 特征值及累計能量變化Fig.8 Variations of singular value and accumulative energy
為揭示葉片幾何偏差的主要特征,重點分析前幾個偏差模態對葉型變化的影響。通過式(8)構造擾動葉片:
圖9 給出了3 個截面上前3 個幾何偏差模態擾動葉片并與設計葉片進行對比。可知第1 個模態擾動葉片均在軸向、周向發生平移;截面1 上的第2 個模態擾動葉片發生了順時針扭轉,截面2 和截面3 的第2 個模態擾動葉片發生了逆時針扭轉;相比之下第3 個模態擾動葉片并未表現出明顯的平移和扭轉特征,將主要反映葉型誤差特征。
由圖9 所示的幾何偏差特征分析可知等高截面上的位置度誤差、扭轉、葉型誤差是該精鑄渦輪葉片的主要幾何偏差特征,平移和扭轉特征更明顯。若要精確分析葉型誤差特征,則需將上述平移、扭轉幾何偏差進行分解。
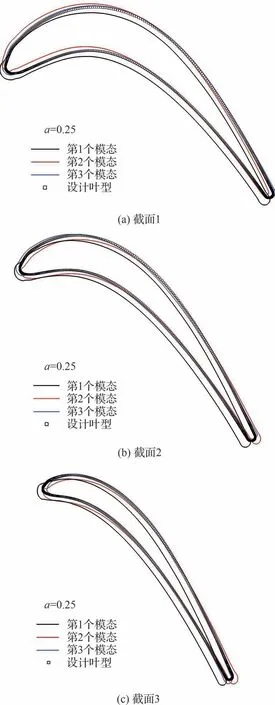
圖9 不同模態葉型Fig.9 Profiles of blades with different modes
2 幾何偏差分解
由1.2 節的分析可知需將位置度誤差、扭轉誤差和葉型誤差進行分解。一般情況下偏移與扭轉均需要考慮3 個維度,至少需考慮6 個自由度影響:
式中:Δx、Δy、Δz 分別為x、y、z 軸的偏移量;Δα、Δβ、Δγ 分別為繞x、y、z 軸的旋轉角度,稱為歐拉角,反映葉片繞各軸的扭轉。式(9)中參數屬于總體幾何偏差參數。
第2 節介紹基于優化策略的幾何偏差分解方法,目標是實現位置度誤差、扭轉誤差和葉型誤差的分離,此外還將對總體幾何偏差參數進行統計建模。
2.1 基于四元數的偏差分解方法
為盡可能采用更少參數描述葉片平移和扭轉,提高偏差分解的計算效率,采用四元數描述任意點在三維空間內的旋轉。四元數是高階復數,是復數在三維空間內的延伸,由實部和3 個虛部組成[28]:
確定旋轉角度θ 后并無法直觀評估葉片繞各軸的旋轉程度,而歐拉角則更直觀,它與四元數之間的關系為
采用四元數方法可將式(9)所示的六參數問題轉換為四參數問題。由于四元數能避免歐拉法固有的萬向節鎖問題,且能實現球面平滑插值,在復雜空間旋轉問題中具有明顯優勢,已在飛行器姿態控制方面到了廣泛應用[29-31]。
研究的真實葉片是在等高截面上進行測量的,沿z 軸的偏移固定為0,同時繞x、y 軸的扭轉角也為0,即
式(13)成立的前提條件是測量時葉片夾具精度足夠。若分解后的幾何偏差無法滿足工藝精度要求,則有必要考慮z 軸平移及x、y 軸扭轉的影響,進行第2 輪幾何偏差分解[26-27]。
由于航空發動機葉片葉型誤差的評定要求較高,傳統的最小區域評定法、最小二乘法均無法達到精度要求。目前在進行葉片匹配時多采用最小條件原則[26],其基本原理是計算真實葉片實測點到設計葉片的最大絕對距離ΔDmax,通過調整總體偏差參數使之最小:
采用遺傳算法進行最優解搜索,個體適應度(目標函數)定義為
優化參數為Δx、Δy、θ。
同時考慮平移和扭轉影響,真實葉片表面實測點x0,i變換位置后的對應點xi為
式中:T 為變換矩陣;0 為零向量;M 為偏移向量,其表達式為
值得注意的是此處實測點到設計葉片距離的計算與輪廓度計算并不相同,輪廓度計算是沿設計葉片各坐標點的法線方向尋找真實葉片的對應點,此處絕對距離計算是確定實測點到設計葉片的距離。整體上該優化結果的精度與優化效率均與設計葉片的幾何描述精度有關,且互相矛盾——設計葉片的幾何描述越精確,優化精度越高,采用傳統遍歷法的優化效率越低[27]。
實測點距離計算采用低精度幾何描述的設計葉片(坐標點相對較少),保證優化快速完成;同時采用一維線性搜索方法,在全局最優解空間內進行精細尋優,提高優化結果精度。一維線性搜索的基本原理如圖10 所示,簡述如下:
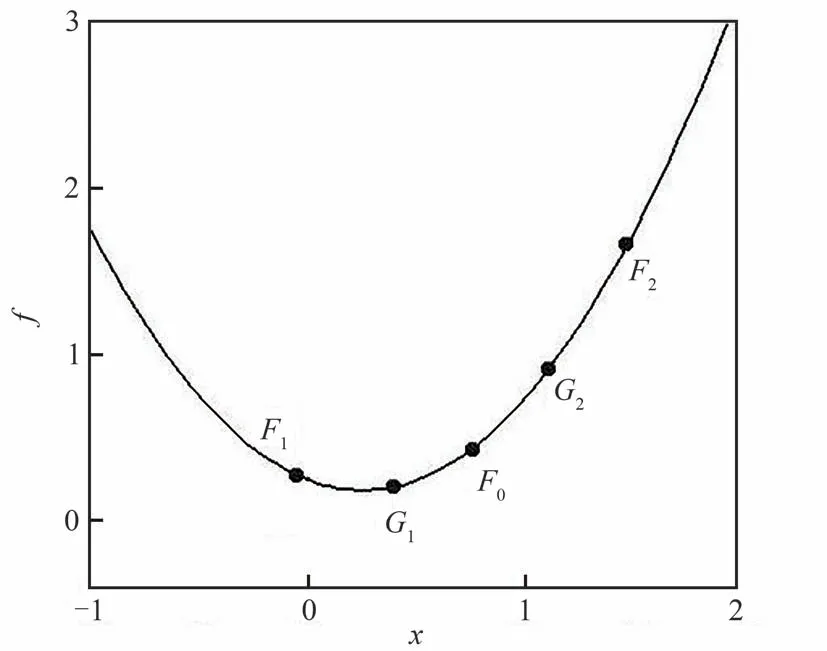
圖10 極小值一維線性搜索示意圖Fig.10 Diagram of one-dimensional linear search for minimum value
1) 采用低精度幾何描述的設計葉片確定全局最優解為F0,其邊界為F1和F2。
2) 取子空間[F1,F0]和[F0,F2]的中間點G1和G2,并計算其函數值。
3) 對比G1、G2及F0的大小,重新確定全局最優解為G1,解空間為F1和F0。
4) 重復步驟2)和步驟3),直至最優解的變化滿足精度要求。
研究發現采用足夠多的坐標點實現設計葉片的高精度幾何描述并將其用于優化,在主頻為2.60 GHz、12 核的Intel?Xeon?Gold 6126 處理器上單個真實葉片的最大絕對距離計算約需19 s;采用低精度幾何描述設計葉片和一維線性搜索法線,在相同計算機條件下所需時間約為5 s。對于千套葉片,采用葉片低精度幾何描述和一維線性搜索方法只需約1 h 23 min 即可完成優化,與葉片高精度幾何描述方法相比優化效率提高約73.7%。
圖11 為第500 和第700 個真實葉片優化過程中目標函數的收斂曲線,其中Nb為葉片編號,NGA為遺傳算法步數,可見采用遺傳算法在300 步進化過程中收斂性良好。
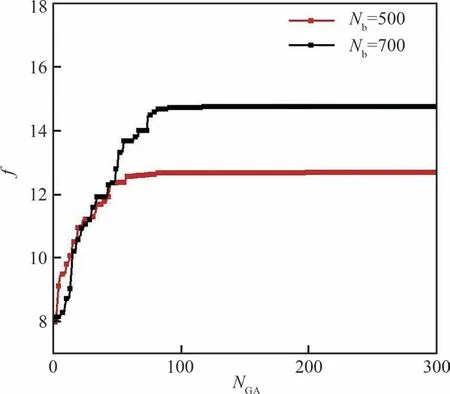
圖11 遺傳算法收斂曲線Fig.11 Convergence history of genetic algorithm
2.2 總體幾何偏差
進行幾何偏差分解后計算千套真實葉片總體幾何偏差參數的統計量,圖12 以截面2 為例給出了基于蒙特卡洛的總體幾何偏差參數統計收斂曲線,在葉片數達1 000 左右時統計均值和標準差基本收斂。表2 為統計結果,所有角度均為無量綱化參數,可知x、y方向的偏移量及z軸扭轉角的統計均值沿葉高方向單調變化,而三者的標準差沿葉高方向逐漸增加。
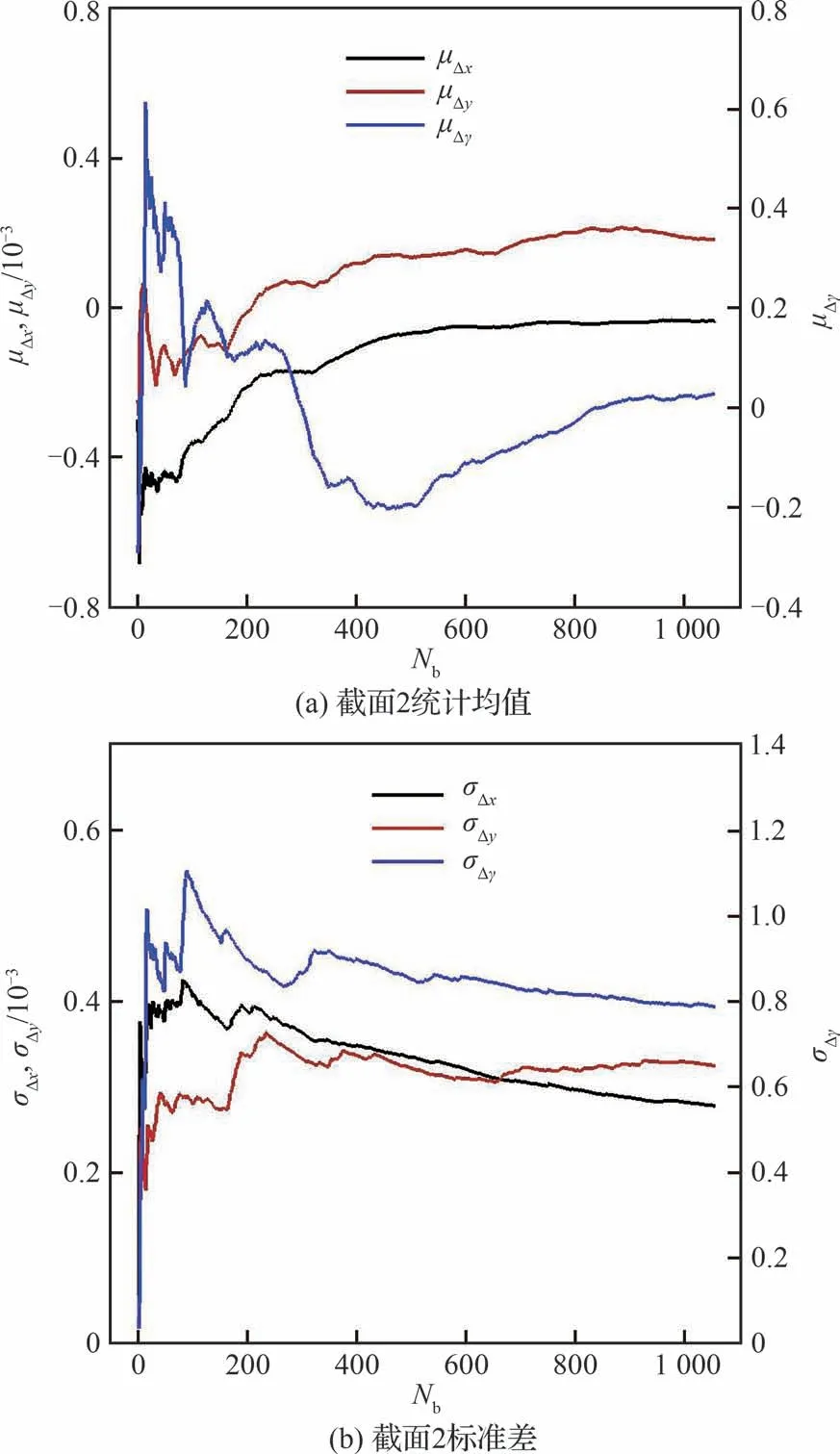
圖12 基于蒙特卡洛模擬的總體幾何偏差參數變化曲線Fig.12 Variation curves of global geometric deviation parameters based on Monte Carlo simulation
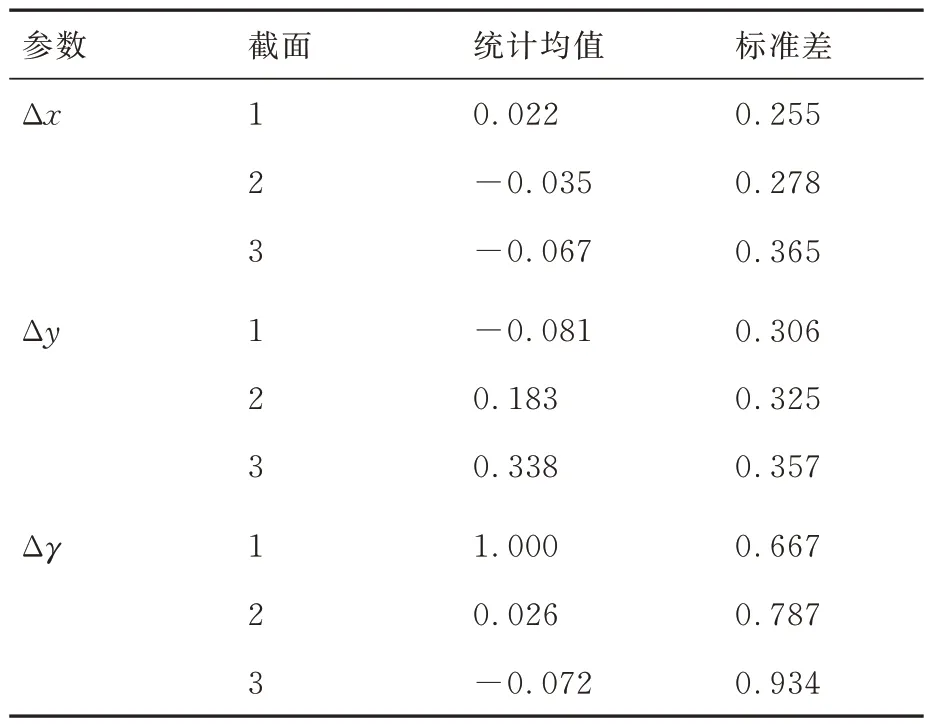
表2 總體偏差參數統計量Table 2 Statistics of global deviation parameters
圖13 為葉高方向的統計結果分布,可知Δx和Δy的統計均值在葉高方向接近線性分布,Δγ的統計均值在截面1 變化較大。Δy和Δγ的統計標準差在葉高方向接近線性分布,Δx的標準差在截面3 變化較大。整體上單個截面在軸向與周向存在明顯的如圖1 所示的葉身偏移及扭轉,此外由Δx和Δy統計均值的線性變化可知三維葉片也存在如圖1 所示的葉身偏斜。
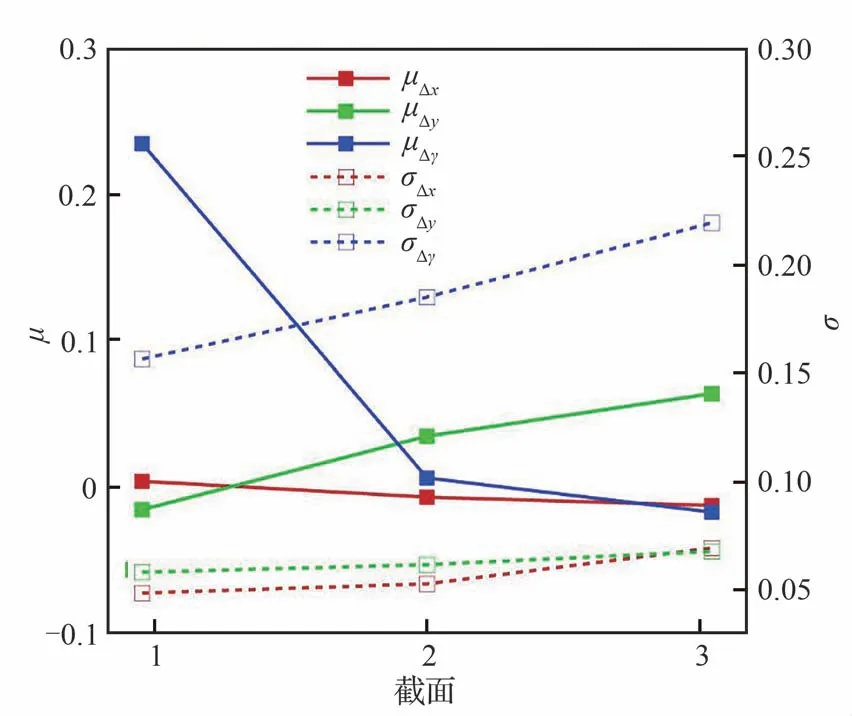
圖13 葉高方向的統計結果Fig.13 Statistics along span
圖14~圖16 分別給出了3 個截面上Δx、Δy和Δγ的概率密度函數。雖各個截面上總體幾何偏差參數的統計均值和標準差存在差異,但其概率密度函數均和高斯分布非常接近。
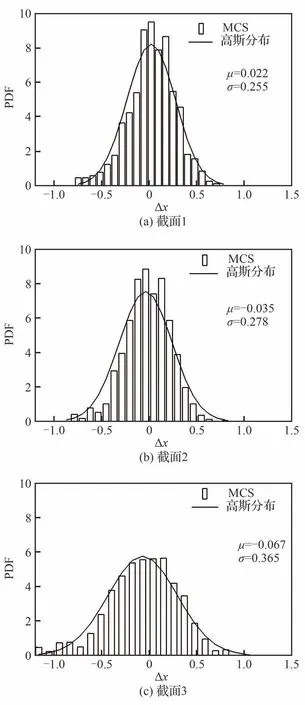
圖14 軸向偏移量的概率密度函數Fig.14 Probability density functions of axial deviation
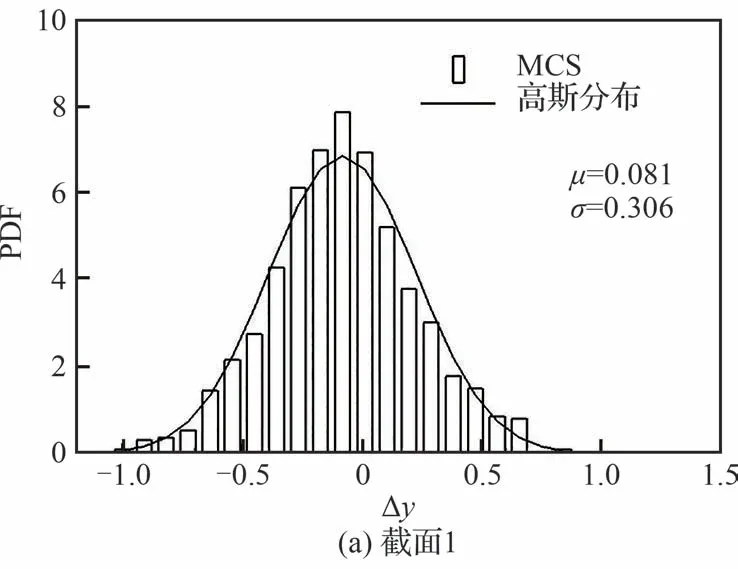

圖15 周向偏移量的概率密度函數Fig.15 Probability density functions of pitch deviation
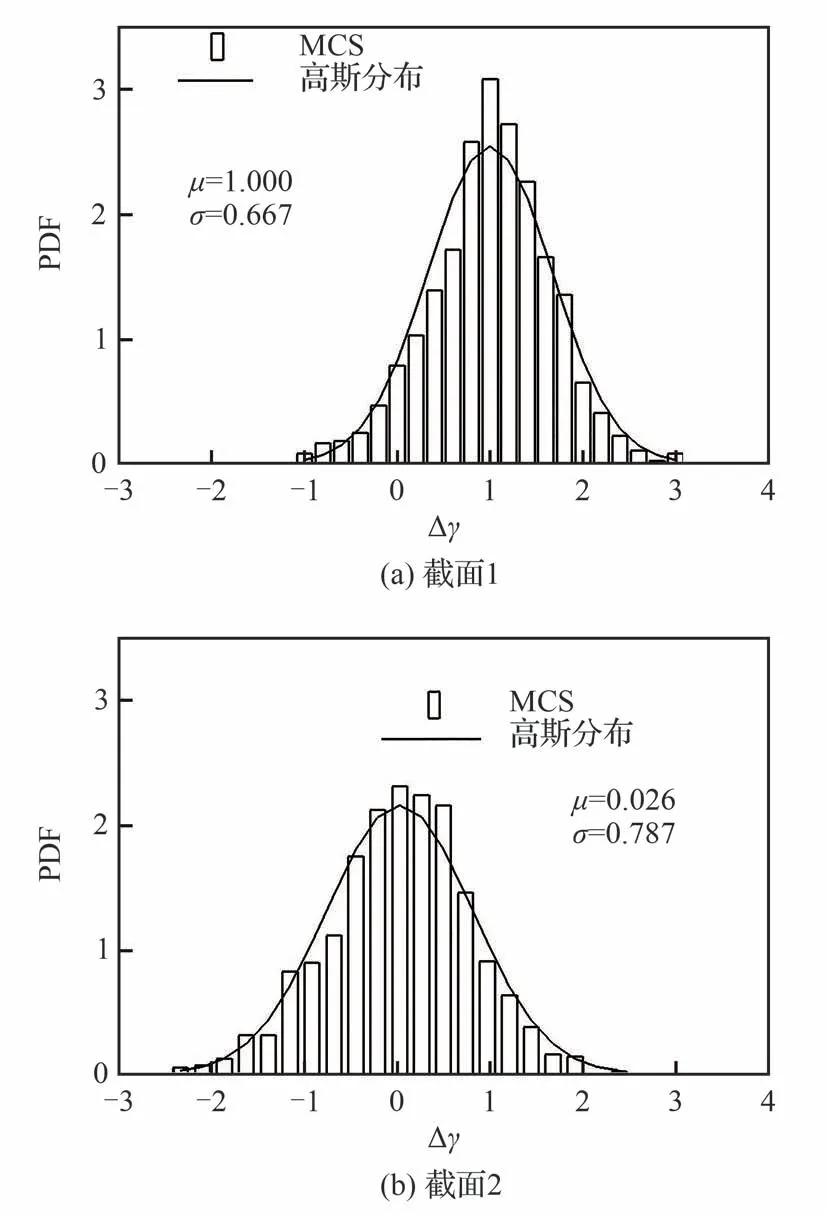
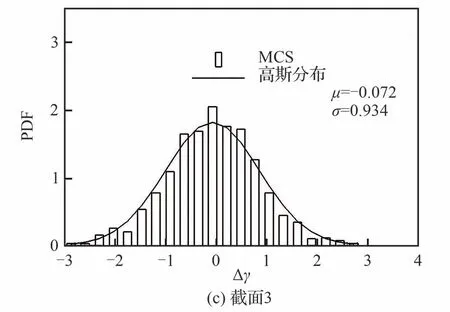
圖16 扭轉角的概率密度函數Fig.16 Probability density functions of twist angle
3 葉型誤差統計分析
確定了總體幾何偏差后對真實葉片進行軸向和周向平移、z軸扭轉,確定的葉片為只考慮葉型誤差的葉片。為和真實葉片進行區分,稱其為修正葉片。和圖3 類似,千套修正葉片及平均葉片、設計葉片也可通過對比初步評估葉型幾何分散度。
與圖3 相比,圖17 中基于幾何偏差分解的修正葉型分散度顯著降低,進一步表明真實葉片的幾何偏差中除葉型誤差外,還包括其他類型的幾何偏差;如根據真實葉片進行工藝精度評估,則將大幅降低葉片合格率。
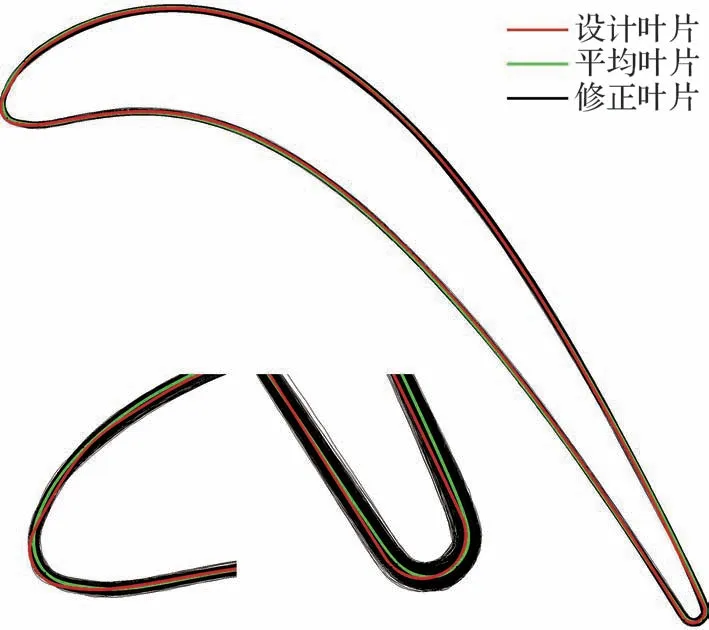
圖17 設計、平均和修正葉片Fig.17 Design, mean and corrected blades
圖18為修正葉片的葉型輪廓度分布,其中s/s0自0 至0.52~0.53 對應葉片吸力面,其他為壓力面。與圖6相比輪廓度統計均值和標準差在不同截面上更為接近。圖6 中前、尾緣輪廓度標準差分別為0.24和0.52,而修正后前、尾緣輪廓度標準差分別降至0.08和0.22。上述結果均表明修正后葉型分散度降低。整體上前、尾緣附近輪廓度均值較大;相對于吸力面,壓力面標準差更小,型面更為集中。
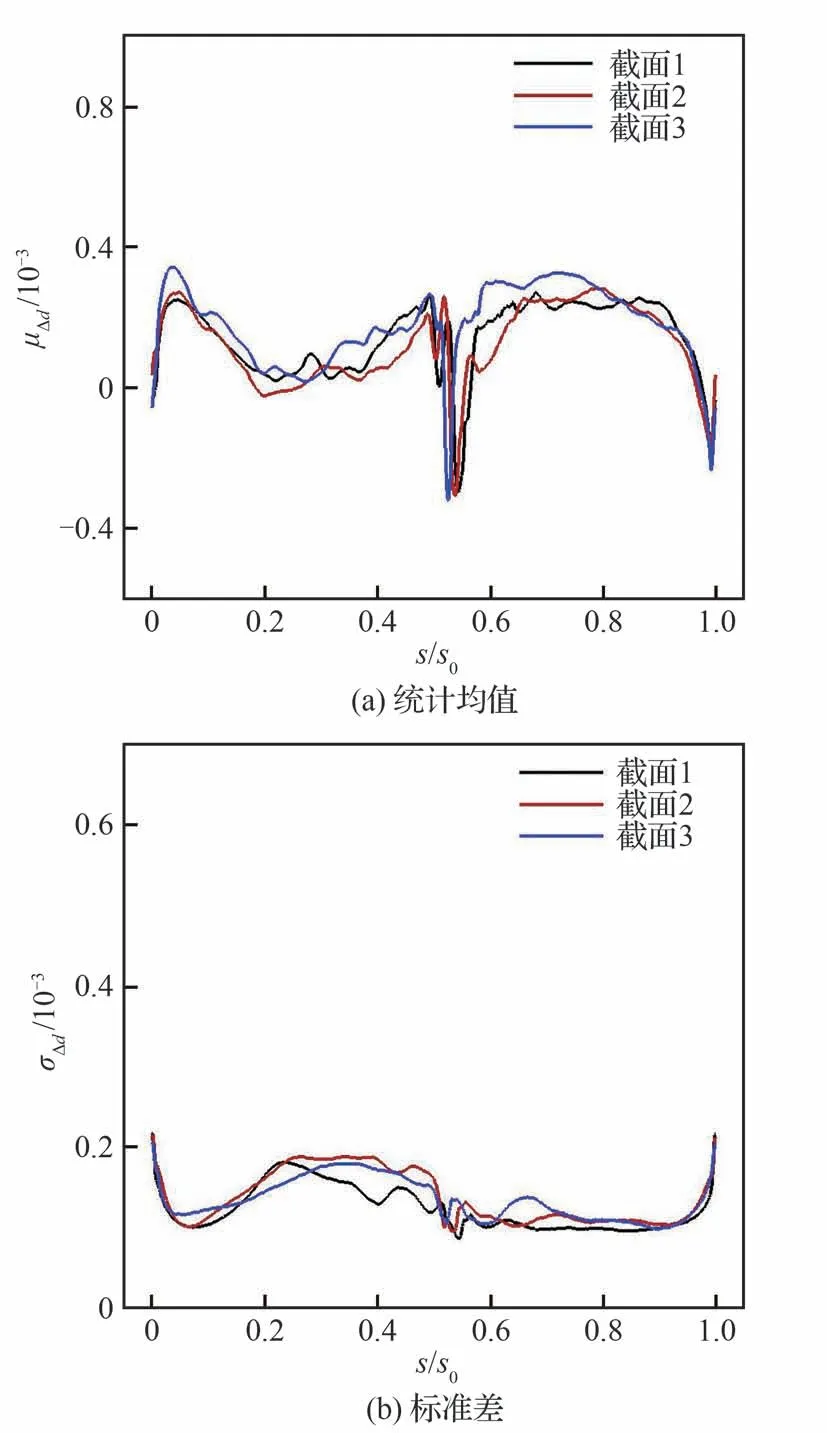
圖18 修正葉片輪廓度分布Fig.18 Distributions of profile tolerance of corrected blades
圖19 為修正葉片輪廓度誤差的概率密度函數,與圖7 相比,各個截面上的輪廓度誤差均明顯下降。此外,各截面輪廓度誤差的概率密度函數與高斯分布接近。表3 為修正前后輪廓度誤差的統計均值和標準差的對比。
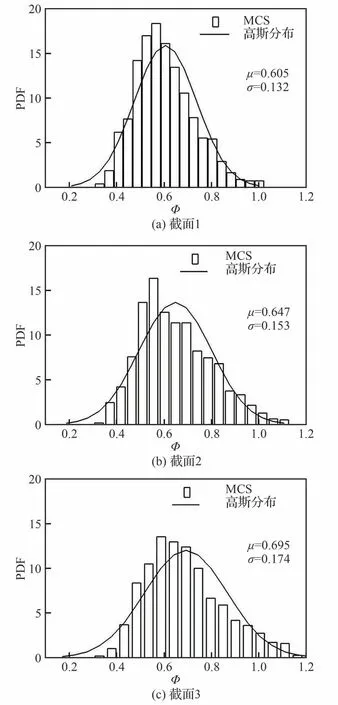
圖19 修正葉片輪廓度誤差概率密度函數Fig.19 Probability density functions of profile tolerance error for corrected blades
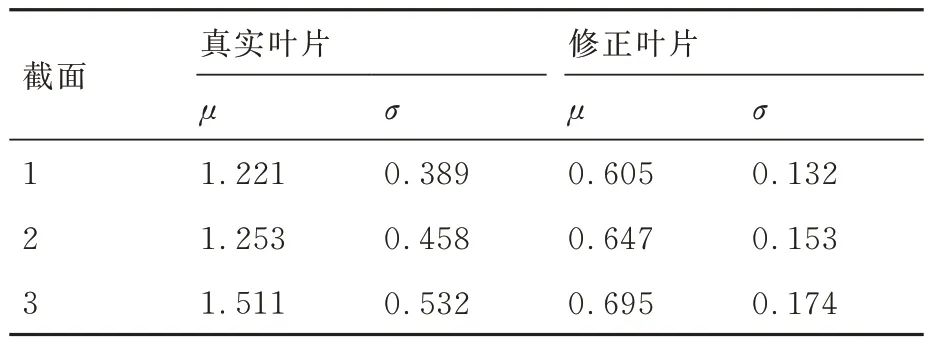
表3 輪廓度誤差統計量對比Table 3 Comparisons of statistics of profile tolerance error
本文發展的幾何偏差分解一方面有助于認識幾何偏差的來源及總體幾何偏差的影響,另一方面有助于提高葉型誤差的計算精度,從而正確評估葉片合格率。按表1 所示的不同精度等級要求,根據葉型輪廓度誤差分別計算了真實葉片和修正葉片的合格率,如圖20 所示,其中P表示置信概率,k表示精度等級,k越小精度等級越高。可知即使精度等級要求最低,根據葉型輪廓度誤差評估,真實葉片截面1 葉型合格率也只有88%左右,截面3 只有65%左右;修正葉片的合格率遠高于真實葉片,在精度等級要求較高(如k=2)時截面1的合格率已達95%,在k=3 時所有截面合格率均超過95%。該結果表明了介紹的葉片幾何偏差分解對正確評估工藝精度的必要性和精確性。
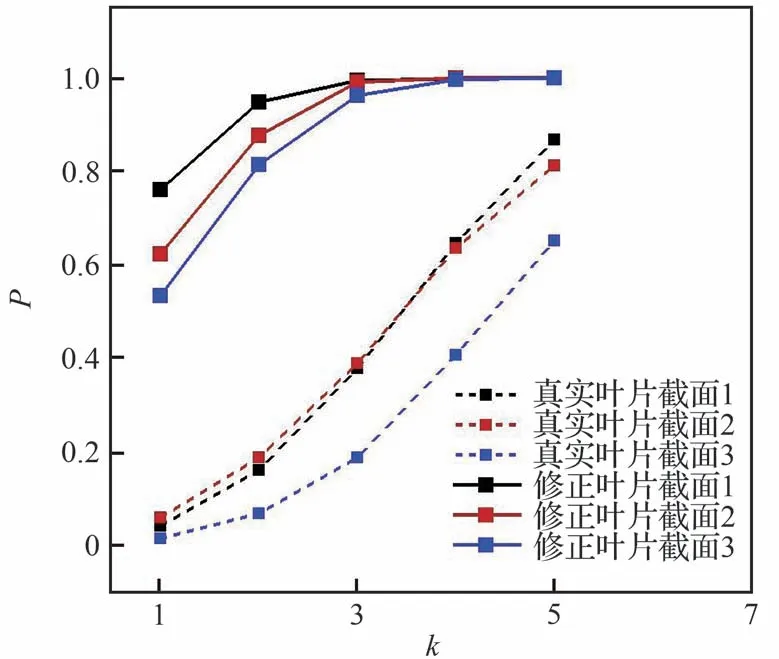
圖20 不同精度等級的置信概率Fig.20 Confidences probability for different precision classes
采用PCA 方法對修正葉片的葉型誤差進行特征值分解,考慮前3 個模態影響的葉型如圖21 所示。在3 個截面上所有模態葉片均未發現明顯的偏移、扭轉,3 個截面上第1 個模態均表現出明顯的吸力面變薄的特征。此外在截面1 上,第2 個模態在吸力面中部葉型略有增加;在截面2上,第2個模態在前、尾緣處的葉型明顯減薄;在截面3 上,第2 個模態在尾緣的葉型略有增厚。在所有截面上第3 個模態對葉型的影響均非常小。整體上與圖9相比,修正葉片的幾何偏差特征模態更能反映葉型誤差,成功剔除了平移和扭轉的偏差特征。
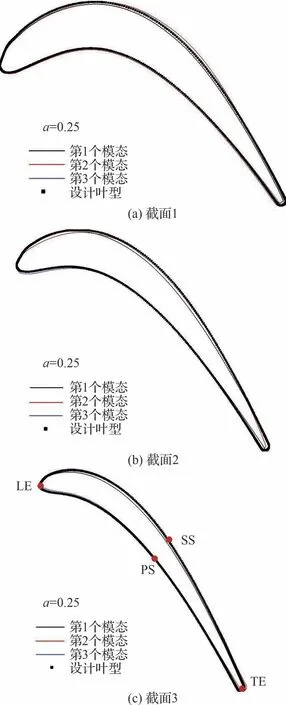
圖21 偏差分解后不同模態葉型Fig.21 Profiles of blades with different modes after error decomposition
雖確定了輪廓度統計均值和標準差在葉表的分布,如圖18 所示,但還有必要確定葉表不同位置處的輪廓度概率密度函數以獲取有指導性的精鑄渦輪葉片輪廓度統計規律。選取圖21(c)所示的葉片尾緣、吸力面中部(SS)、葉片前緣、壓力面中部(PS)4 個有代表性的位置,其相應的概率密度函數分別如圖22~圖25 所示。可知在4 個位置,3 個截面上的輪廓度概率密度分布均與高斯分布十分接近。此外在尾緣處輪廓度統計均值較小,但標準差較大,即尾緣幾何外形較分散。在前緣處輪廓度為負,葉型變薄,且標準差較小,前緣幾何外形較為集中。在吸力面中部和壓力面中部葉片均增厚,且壓力面增厚更明顯;但吸力面標準差更大,即吸力面幾何外形更加分散。
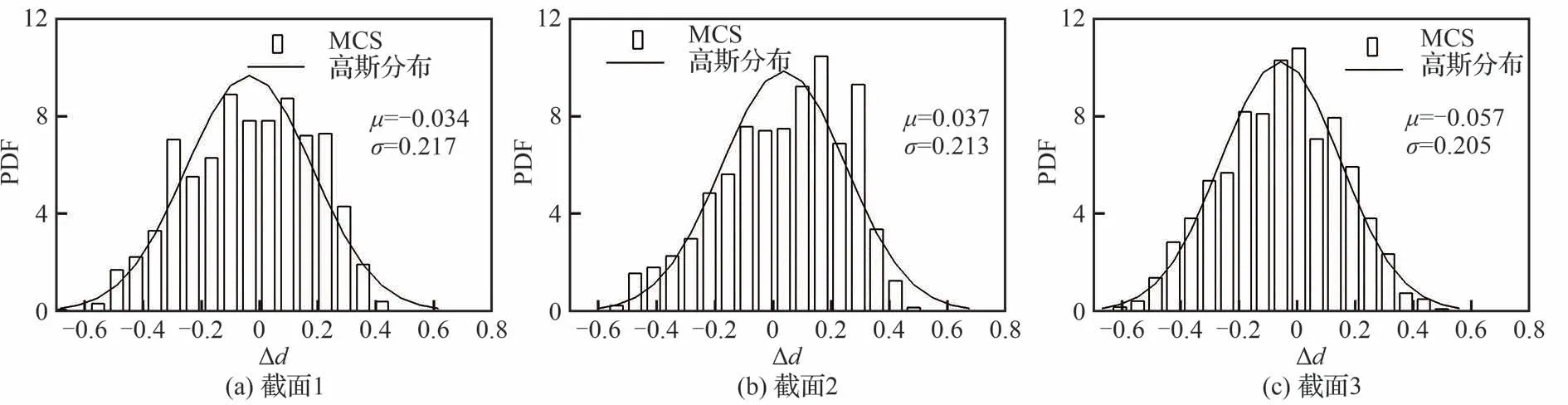
圖22 尾緣輪廓度概率密度函數Fig.22 Probability density functions of profile tolerance at trailing edge
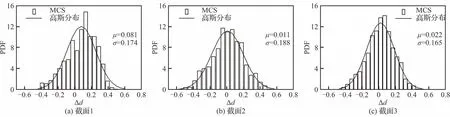
圖23 吸力面中部輪廓度概率密度函數Fig.23 Probability density functions of profile tolerance at middle suction side
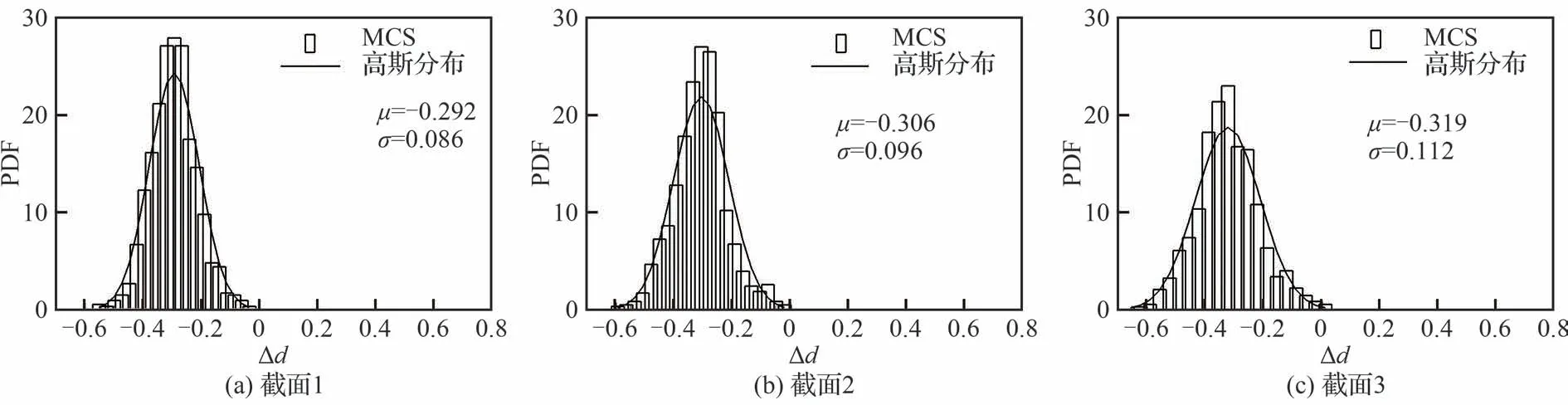
圖24 前緣輪廓度概率密度函數Fig.24 Probability density functions of profile tolerance at leading edge
4 結 論
采用概率統計方法對某型精鑄低壓渦輪葉片幾何偏差進行研究,得到的主要結論如下。
1) 通過幾何偏差的特征值分解可知葉片幾何偏差的來源較多,主要包括總體幾何偏差(位置度誤差、扭轉誤差等)及局部偏差(葉型誤差),將所有幾何偏差作為局部偏差并進行工藝精度評估將顯著降低葉片合格率,需對幾何偏差進行分解并分項評估其精度。
2) 采用低精度葉片幾何描述進行實測點到設計葉片最大絕對距離的最小化尋優,輔以全局最優解范圍內的一維線性搜索能在保證優化精度的同時顯著提高優化效率,采用所提優化策略,幾何偏差分解的計算時間縮短73.7%。
3) 相較于幾何偏差分解前,分解后葉型輪廓度統計均值和標準差在整個葉表明顯下降,輪廓度誤差也明顯下降,葉片合格率顯著上升,能達到當前中國高精度等級工業要求。整體上所提幾何偏差分解及統計方法可用于精鑄渦輪葉片的葉型精度評估。
4) 渦輪葉片總體幾何偏差參數的概率密度函數均與高斯分布接近,其統計均值表明每個截面上均存在明顯的葉身偏移和扭轉,沿葉高方向存在明顯的葉身偏斜。葉表若干關鍵位置的葉型輪廓度概率密度函數也與高斯分布十分接近。葉片前緣變薄,但較為集中;尾緣平均輪廓度較小,但外形較為分散;吸力面和壓力面均變厚,但吸力面外形更分散。上述研究可為精鑄渦輪葉片的總體幾何偏差和葉型誤差的統計建模提供有用參考。
5) 未來有待開展渦輪葉片前尾緣半徑、進出口楔角、進口幾何角等關鍵設計參數的統計建模及其對該葉片氣動性能的不確定性影響研究。
猜你喜歡
成都信息工程大學學報(2022年4期)2022-11-18 07:31:14
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:12
工程與建設(2019年1期)2019-09-03 01:12:12
廣州大學學報(自然科學版)(2016年2期)2017-01-15 13:43:00
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39
振動工程學報(2014年4期)2014-03-01 01:15:31
電影新作(2014年1期)2014-02-27 09:07:36
