裝配間隙對頂蓋環縫攪拌摩擦焊焊接質量的影響
2023-04-04 10:14:18劉旭升劉朝輝
宇航材料工藝 2023年1期
關鍵詞:焊縫
趙 剛 劉旭升 魯 敏 劉朝輝 謝 冬
(首都航天機械有限公司,北京 100076)
文 摘 結合超聲波相控陣、金相觀察、力學試驗分析技術,研究了由于銑切角度不同產生的裝配間隙對頂蓋環縫攪拌摩擦焊焊縫質量及力學性能的影響。結果顯示當銑切角差異帶來的裝配間隙大于1.30 mm時,焊縫中存在孔洞型體積缺陷,裝配間隙越大,缺陷越嚴重;裝配間隙的存在會使得焊縫的致密程度降低,焊縫的延伸率下降,并且在裝配間隙大于1.30 mm時,焊縫的抗拉強度會發生大幅度地下降。
0 引言
攪拌摩擦焊作為新型固相焊技術,在輕合金材料焊接中尤其是對于鋁合金結構件的焊接具有很大的優勢,目前已在航天制造領域發揮著越來越重要的作用[1-2]。貯箱是火箭燃料存儲與載荷傳遞的重要結構,目前貯箱箱底制造技術已實現了全攪拌摩擦焊接。攪拌摩擦焊技術作為固相焊焊接技術,焊接過程中不需要填充物及保護氣,焊接熱輸入低,焊接變形小。相對于TIG焊,攪拌摩擦焊在焊前準備及焊后處理上操作簡便,同時焊接接頭的性能也優于TIG焊接頭,是鋁合金結構件的理想焊接技術[3-4]。
Φ3 350 mm 橢球箱底是我國現役系列運載火箭芯級貯箱的重要組成單元,屬于大型承力薄壁焊接結構件,主要由頂蓋、瓜瓣和叉形環拼焊而成。由于工作狀態下箱底承受非常大的內部壓力,且受力狀態復雜,因此對于箱底焊縫尤其是頂蓋環縫的焊接質量要求非常高。目前,Φ3 350 mm 橢球箱底頂蓋環縫采用攪拌摩擦焊接,對工件的裝配精度要求比較高,基本是0間隙配合,否則焊后容易出現孔洞、弱結合、未焊透等缺陷。
頂蓋環縫在曲面狀態下裝配,需要嚴格控制對接焊縫兩側圓環焊接邊和頂蓋焊接邊的銑切角度,才能實現焊接前的0 間隙裝配配合。因此探索銑切角度產生的裝配間隙對于頂蓋環縫攪拌摩擦焊焊接質量的影響具有重要的工程應用意義。
由于在工程實際應用中,頂蓋環縫的焊接過程是被切分成無數個單點的直線段來實現焊接的,因此本文以2219 C10S鋁合金平板為試驗對象,研究不同銑切角度所產生的裝配間隙對攪拌摩擦焊接頭焊接質量的影響,為攪拌摩擦焊的工程應用提供理論基礎。
1 試驗材料及方法
1.1 試驗材料
主要選用規格尺寸為400 mm×150 mm×7.1 mm的2219 C10S鋁合金板材(σb= 440 MPa,δ= 15%),主要化學成分如表1所示。
1.2 試驗方法
頂蓋焊接中,圓環與頂蓋的焊接邊銑切角度均固定為15°,如圖1所示。在實際裝配中由于銑切角差異產生的裝配間隙情況如圖2所示。
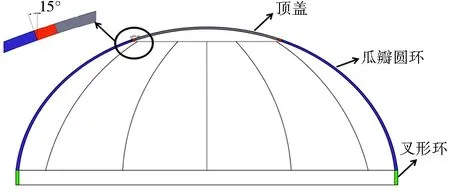
圖1 頂蓋焊接邊緣銑切角度示意圖Fig.1 Schematic diagram of milling angle of welding edge of top cover
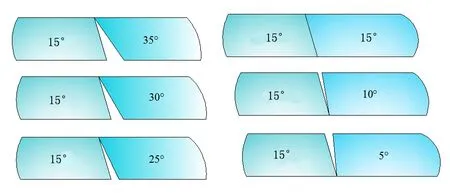
圖2 頂蓋與圓環銑切角差異產生的裝配間隙示意圖Fig.2 Schematic diagram of assembly clearance caused by milling angle difference between top cover and ring
為了在平板試驗中擬合不同板材銑切角差異產生的裝配狀態,實驗過程中一塊板材的焊接邊不進行銑切,另一塊板材分別按20°、15°、10°和5°的銑切角進行銑切。
焊接試驗在拓璞攪拌摩擦焊設備上進行,攪拌頭垂直于工件對接位置,其中攪拌針針長為6.9 mm,攪拌針為三截面結構;軸肩直徑為20 mm,結構為凹面同心圓構造;攪拌針轉速為600~800 r/min,焊接速度150~180 mm/min。焊接前打磨試板對接區,并用酒精擦拭去除油污等雜質。焊后對焊縫進行拉伸試驗測試并采用金相分析焊縫組織,采用超聲波相控陣檢測分析焊接質量。
2 結果與分析
2.1 不同銑切角裝配關系分析
將未銑切的板材與一組銑切角為20°、15°、10°的板材裝配成內坡口的形式,與另一組銑切角為5°和10°的板材裝配成外坡口的形式,如圖3所示。從圖中可以看出,對接板材的銑切角度越接近于0°,兩者的對接間隙越小。將不同銑切角度壁板裝配獲得的試片用數字編號來表示,每個試片的最大焊接間隙數值如表2所示。
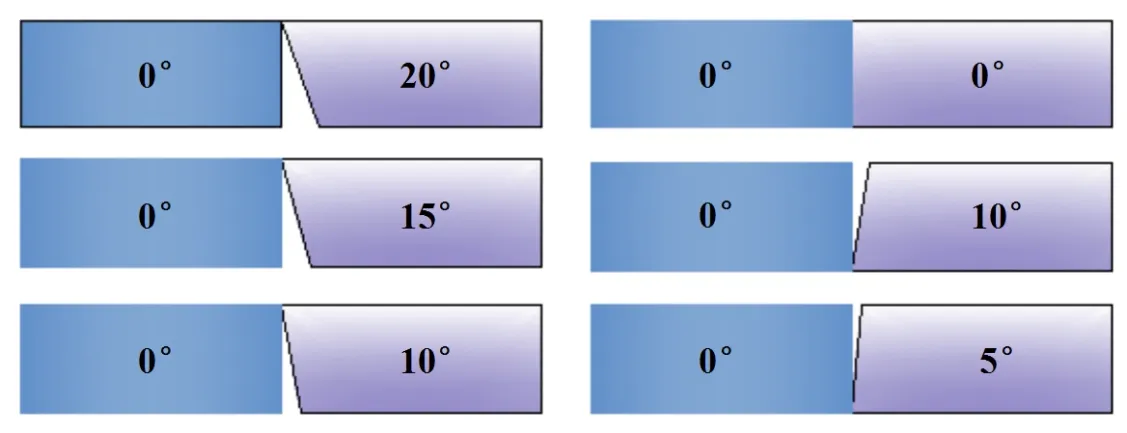
圖3 不同銑切角度板材裝配關系示意圖Fig.3 Schematic diagram of plate assembly relationship with different milling angles
表2 試樣編號及最大間隙值Tab.2 Sample number and maximum gap value
2.2 焊縫超聲波相控陣檢測分析
不同銑切角度壁板獲得的焊縫進行超聲波相控陣檢測結果如圖4所示。從圖4(a)中可以看出1#試片的焊縫中根部存在嚴重的焊接缺陷,并且該缺陷由焊縫根部延伸到焊縫內部。從裝配關系中可以看出兩壁板之間存在著從底部到頂部的間隙,焊接間隙的存在使得焊接過程中該部位材料缺失,易于產生弱結合面積型缺陷及孔洞型的體積缺陷[5]。
圖4(b)為2#試片的攪拌摩擦焊焊縫超聲相控陣掃描圖,從中可以看出只在焊縫根部存在著面積比較大的弱結合缺陷,焊縫內部質量完好,相對于1#試片焊接缺陷得到了改善。這是由于在焊縫中上部焊接間隙小于底部1.90 mm 的間隙,攪拌針旋轉引起的材料流動可以填補試板中上端材料的缺失,在焊接壓力的作用下可以形成致密的焊縫。同樣在1#試片焊縫中也可以發現越靠近試板上部,焊接缺陷的信號越來越弱。因此焊接間隙越小,越有益于焊縫質量的提升。
圖4(c)為3#試片的攪拌摩擦焊焊縫超聲相控陣掃描圖,結果顯示該焊縫不存在內部及根部缺陷。即當銑切角度差小于10°時產生的焊接間隙(1.25 mm)相對較小,焊接過程中材料受攪拌針攪拌發生流動會填充到間隙位置處并且在軸肩下壓力作用下形成致密的焊縫。
圖4(d)、(e)分別為4#、5#試片的攪拌摩擦焊焊縫超聲相控陣掃描圖。結果顯示4#、5#試片的焊縫與0#試片的焊縫相控陣結果一樣[圖4(f)],焊縫中均未發現焊接缺陷。因此在存在外坡口的情況下,焊接間隙小于1.25 mm 時,攪拌針旋轉引起的材料流動以及攪拌頭的下壓作用也可以獲得致密無缺陷的焊縫。

圖4 不同銑切角度試樣FSW焊縫超聲相控陣檢測結果Fig.4 Ultrasonic phased array test results of FSW welds of sample with different milling angles
從上述焊縫超聲波相控陣檢測結果可以看出,當對接板材之間的焊接間隙小于1.25 mm 時,焊縫的焊接質量可以通過焊接過程的調整得到控制的,所獲得焊縫不存在弱結合及孔洞缺陷。
2.3 焊縫金相分析
圖5為1#試片的焊縫金相觀察圖。從圖中可以看出在焊縫根部靠上的位置存在著形狀不規則的孔洞型體積缺陷,而在焊縫中上部未發現焊接缺陷,與焊縫的超聲波相控陣檢測結果相符。并且在焊核區可以很明顯地觀察到由攪拌針旋轉引起的材料流動所留下的“洋蔥環”特征[6]。
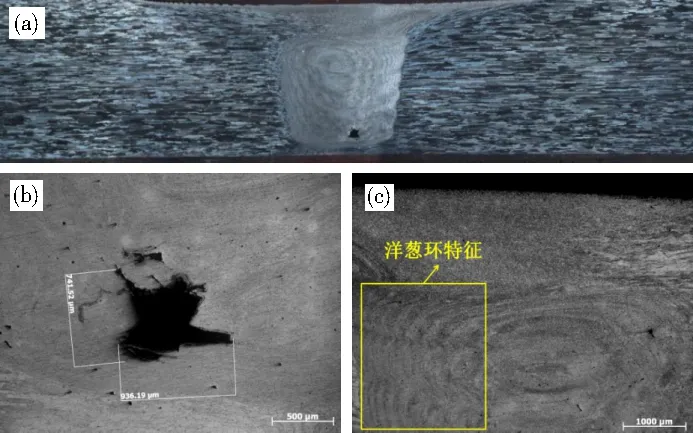
圖5 1#試片焊縫金相Fig.5 Metallography of 1# sample
圖6為2#試片的焊縫金相觀察圖。從圖中可以看出在焊縫根部介于母材與焊縫連接處存在著孔洞型體積缺陷,同時在圖4(b)相控陣檢測結果中也可以看出缺陷信號主要偏向于焊縫的一側,并且在相控陣與金相分析結果中均發現在焊核區不存在內部缺陷。
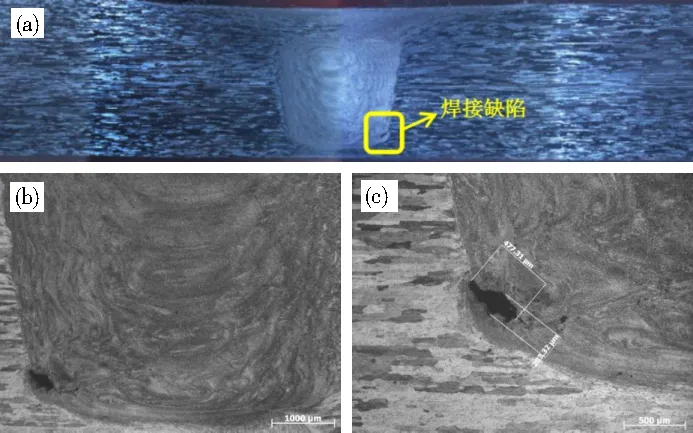
圖6 2#試片焊縫金相Fig.6 Metallography of 2# sample
在3#、4#、5#、0#試片的焊縫金相中均未發現焊接缺陷的存在,如圖7所示,與焊縫的超聲波相控陣檢測結果吻合。由此可以進一步證實當對接板材之間的焊接間隙小于1.25 mm 時,焊縫的焊接質量可以通過焊接過程的調整得到控制,所獲得焊縫在金相分析中不存在弱結合及孔洞缺陷,焊縫成型優異。
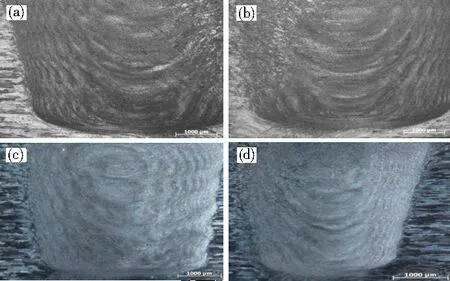
圖7 3#、4#、5#、0#試片焊縫金相Fig.7 Metallography of 3#、4#、5#、0# sample
2.4 焊縫力學性能分析
表3為不同銑切角壁板裝配后FSW焊縫拉伸強度與延伸率測試結果,每種裝配狀態提供3對試片,每對試片取3個子樣,最終取力學性能的平均值作為考核依據。從測試結果中可以看出0#試片的焊縫,抗拉強度為325.7 MPa,斷后延伸率為8.3%。
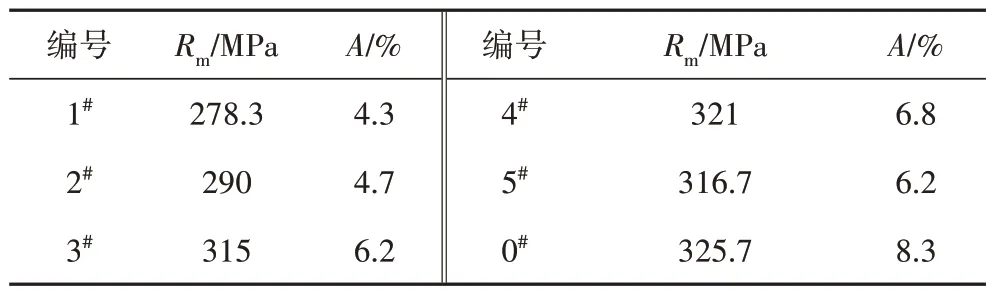
表 3 不同試樣的力學性能Tab.3 Mechanical properties of different samples
3#、4#、5#試片的抗拉強度分別為315、321和316.7 MPa,焊縫的抗拉強度幾乎無差異,并且與0#試片焊縫的抗拉強度相比,也沒有產生明顯的下降。因此在銑切角差異不大時,所產生的焊接間隙對焊縫的抗拉強度影響較小。但是3#、4#、5#試片焊縫的斷后延伸率相對于0#試片焊縫均有所下降。延伸率的下降主要是受到焊接間隙的影響。焊接間隙的存在使得焊后焊縫的致密性下降,焊縫內部相對于焊前無間隙的焊縫內部疏松,塑性下降,使得斷后延伸率產生下降[7]。
從測試結果中可以看出銑切角1#、2#試片的焊縫抗拉強度分別為278.3 與290 MPa,斷后延伸率分別為4.3%和4.7%,相對于0#試片焊縫的抗拉強度和延伸率均發生了大幅度地下降。這是由于焊接間隙過大,焊縫位置處母材缺失,在一定恒焊接壓力下,焊縫內部成形較為疏松;同時焊接過程中的材料流動不能完全填充整個焊縫,焊縫內部存在著金相結果中所示的孔洞型體積缺陷,導致焊縫的力學性能發生下降。
圖8、圖9分別為0#、1#試片焊縫的拉伸斷口掃描電鏡圖像。從圖中可以看出0#試片焊縫的宏觀拉伸斷口表面相對平整,同3#、4#、5#試片焊縫的拉伸斷口形貌相似。并且在0#試片焊縫的拉伸斷口微觀圖像中,存在著大量尺寸均勻的等軸韌窩特征,斷裂方式為塑性斷裂。
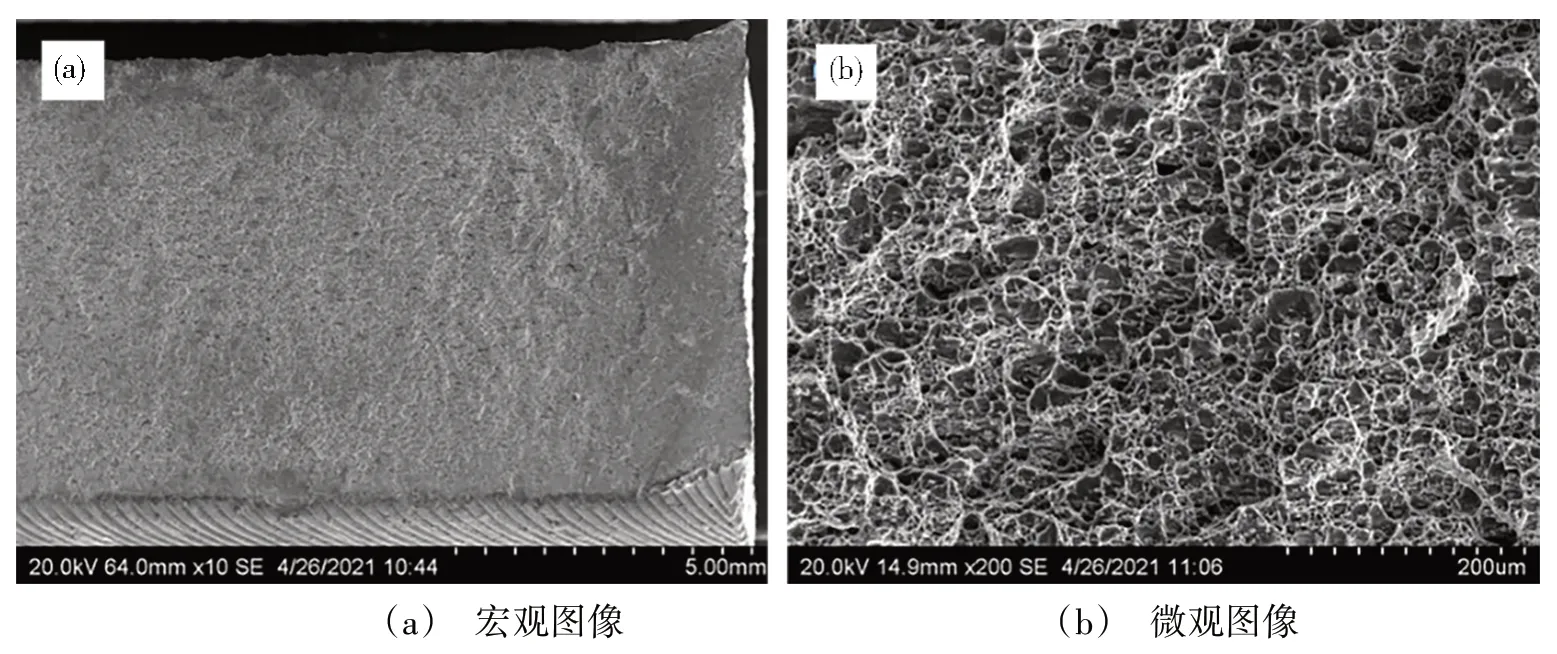
圖8 0#試片焊縫拉伸斷口掃描圖像Fig.8 Scanning image of tensile fracture of 0# sample
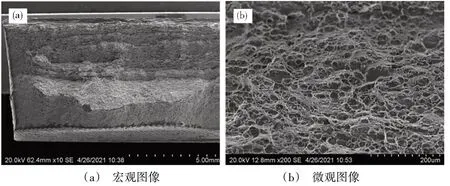
圖9 1#試片焊縫拉伸斷口掃描圖像Fig.9 Scanning image of tensile fracture of 1# sample
而在1#試片焊縫的宏觀拉伸斷口中呈現出“撕裂斷層”的樣貌,在微觀圖像中可以發現斷口中除了存在圓形的韌窩特征外,韌窩周圍存在著非常明顯的較薄的撕裂棱[8-9]。
兩者斷口中呈現的這種特征差異主要是由于在1#試片焊縫中存在著“孔洞型”的體積缺陷,在缺陷位置處局部的應力狀態會發生改變,即在進行拉伸試驗時,單向的拉應力遇到孔洞缺陷后會在該局部位置形成剪切,因而斷口形貌中相對于單一的拉應力塑性斷裂特征,會出現宏觀的斷層和撕裂棱特征。
3 結論
主要研究了由于銑切角度不同產生的焊接間隙對頂蓋環縫攪拌摩擦焊焊縫質量的影響。通過超聲波相控陣技術、金相觀察、拉伸試驗和掃描電鏡觀察分析了銑切角度對焊縫內部缺陷及焊縫力學性能的影響,得出如下結論:
(1)當銑切角度差異造成的對接板材之間的焊接間隙大于1.25 mm 時,焊縫中會存在弱結合及孔洞缺陷,而當焊接間隙小于1.25 mm 時,焊縫的焊接質量可以通過焊接過程的調整得到控制的,所獲得焊縫不存在弱結合及孔洞缺陷;
(2)銑切角差異所產生的焊接間隙小于1.25 mm時,對焊縫的抗拉強度影響較小,但是焊接間隙的存在會使得焊縫的斷后延伸率下降;當焊接間隙大于1.25 mm時,焊縫的拉伸強度和延伸率會出現較大程度的下降;
(3)焊接間隙過大產生的內部缺陷,會影響該位置處局部的應力狀態,單向的拉應力遇到缺陷后會在該局部位置形成剪切斷裂特征。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07