超大口徑深孔精鏜削工藝研究
2023-03-15 09:21:28段艷君白云王曉峰劉漢青
中國軍轉民 2023年4期
■ 段艷君 白云 王曉峰 劉漢青
某大型實驗裝置的核心零件發射管,其發射管內孔的尺寸精度、直線度、表面粗糙度等精度要求高,現有超大口徑(孔徑大于φ400mm)深孔鏜削技術不能滿足該管體內孔加工精度要求。現有是超大口徑深孔鏜削加工技術是采用固定鏜刀加工內孔,其鏜削精度為IT12~IT14,表面粗糙度為Ra12.5~6.3μm,同時存在內孔表面接刀臺階、尺寸一致性差、表面粗糙度高等加工缺陷,開展超大口徑深孔精鏜削方法研究,其目的是提高超大口徑深孔鏜削精度,解決現有超大口徑深孔鏜削技術存在著加工精度低的問題,根據發射管內孔精度要求以及結合工廠現有深孔鏜削能力,通過鏜削工藝流程完善、鏜削工裝設計、鏜削參數優化等工藝方法,發射管內孔加工精度滿足設計精度要求,圓滿完成該產品研制任務。
1 精鏜削技術方案設計
1.1 發射管指標要求
該發射管長度為8600mm、內孔直徑φ480+0.14 0mm、內孔圓度0.05mm、內孔直線度0.10mm/1000mm、內孔表面粗糙度Ra3.2μm,其材料為高強韌炮鋼。
1.2 工藝分析及技術方案
深孔鏜削是提高深孔加工精度的一種重要工藝方法,深孔鏜削分為粗鏜和精鏜,粗鏜是用粗鏜刀“尖刀”鏜削內孔,精鏜是用浮動鏜刀鏜削內孔,對于超大口徑浮動鏜刀鏜削內孔的方法,工廠沒有成熟經驗,需要進行工藝研究,根據粗鏜削和精鏜削特性,制定的技術方案如下:
技術方案:先用粗鏜刀分3 次鏜削內孔,其目的是去除余量、修正內孔直線度,保證內孔直線度達到產品設計要求,為后續精鏜內孔提供精度保障;然后用可調式雙刃浮動鏜刀精鏜內孔,達到產品內孔圓柱度、尺寸精度和表面粗糙度的要求。
1.3 主要工藝流程
主要工藝流程:外圓粗車→發射管找正→粗鏜→半精鏜→精鏜……
1.4 鏜削設備改造
由于該發射管外徑和內徑尺寸大,現有深孔鏜床不具備加工能力,用現有臥式車床改造成裝夾直徑φ1000mm、鏜削直徑φ800mm 的深孔鏜床。
1.5 鏜削主要工裝的設計
1.5.1 雙刃粗鏜刀體
組成及結構:其主要由刀槽孔、鏜刀壓緊螺釘、本體、木質導向塊組成,雙刃粗鏜刀體結構,如圖1 所示。
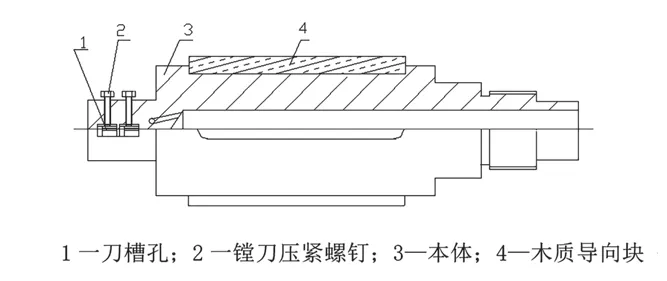
圖1 雙刃粗鏜刀體
結構特點:雙刃粗鏜刀體在刀槽孔內裝有兩把粗鏜刀,兩把粗鏜刀用鏜刀壓緊螺釘緊固,兩把粗鏜刀加工能夠較好分屑,有利排屑,并能減小粗鏜刀切削力,提高粗鏜刀耐用度;在本體圓周上均布裝有4件木質導向條,木質導向條可以消除鏜削時振動,增大鏜削的加工范圍。
1.5.2 浮動精鏜刀體
組成及結構:其主要由刀槽孔、木質導向條、本體組成,浮動精鏜刀體結構,如圖2 所示。
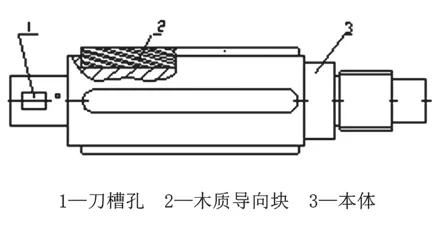
圖2 浮動精鏜刀體
結構特點:浮動精鏜刀體上設有刀槽孔,用于裝夾可調式雙刃浮動鏜刀;采用木質導向塊,可以消除鏜削時振動,增大鏜削的加工范圍。
1.5.3 可調式雙刃浮動鏜刀
組成及結構:其主要由固定刀片、活動刀片、刀齒、緊固螺釘、定位螺釘組成,可調式雙刃浮動鏜刀結構,如圖3 所示。
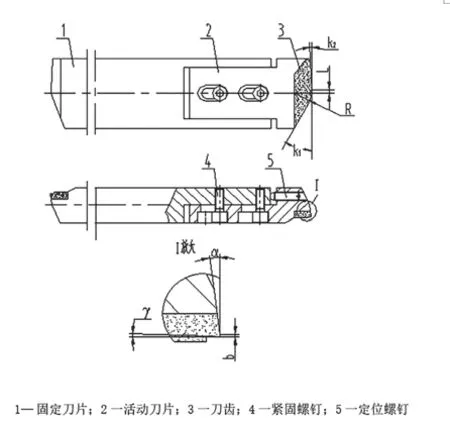
圖3 可調式雙刃浮動鏜刀
結構特點:刀齒為硬質合金材料,活動刀片能夠沿固定刀片定位槽伸縮,實現直徑尺寸在一定范圍內調整,擴大了孔的加工范圍,刀齒磨損后可以重新刃磨再利用。
2 技術方案實施
2.1 鏜削方式
采用推鏜方式,鏜刀體前端裝有鏜刀,鏜刀體及鏜刀在刀桿架、刀桿的驅動下做軸向進給運動,管體旋轉運動,切削液沿鏜桿內孔進入切削區,切削液推動切屑沿孔前端排出進入切屑箱,鏜削方式示意圖如4 所示。
2.2 發射管的找正裝夾
先將發射管一端裝在機床主軸夾盤上,以內孔找正(外圓預車找正帶),另一端用頂盤頂住內孔,在外圓上車出托輥架位,然后在架位處架上托輥,退出頂盤。這樣的發射管找正裝夾方式,一是可保證發射管內孔軸線不偏斜,二是避免二次裝夾誤差,防止鏜孔過程中發射管竄動,造成內孔加工缺陷。
2.3 粗鏜孔
發射管依據粗鏜孔給出的內孔加工余量和精度要求,粗鏜孔分三次鏜削加工,鏜削余量分配為:XXX,具體加工方法如下:
(1)防止木質導向塊磨損方法:由于木質導向塊易磨損,為防止木質導向塊磨損,采用在木質導向塊外表面墊2~3層紗布的方法,其作用是紗布將鏜削刀紋拋光,改善已加工表面粗糙度,減小木質導向塊磨損,保持連續鏜削導向性,利于修正內孔直線度。
(2)鏜削余量的分配方法:第一次鏜削的目的是去除毛坯孔缺陷,切削參數:XXX;第二次鏜孔的作用是校正內孔直線度,切削參數:XXX;第三次鏜削是修正木質導向條磨損產生“讓刀”現象,減小鏜削入口與出口產生直徑差,并進一步校正內孔直線度,達到內孔直線度和尺寸精度要求,切削參數:XXX。
2.4 半精鏜
半精鏜采用可調式雙刃浮動鏜刀兩次鏜削。第一次鏜孔,切削參數:XXX,其目的是消除粗鏜孔時遺留的退刀劃傷、錐孔、圓度誤差等粗鏜缺陷;第二次鏜孔,切削參數:XXX,其目的進一步修正內孔錐度、圓度,為精鏜提供較好的切削環境。
2.5 精鏜孔
精鏜采用可調式雙刃浮動鏜刀,切削參數:XXX,其作用是提高內孔圓柱度、尺寸精度和表面粗糙度,達到精度指標要求。
3 工藝難點及解決措施
3.1 發射管外徑大、重量大,加工時工件易出現軸向竄動
采用在深孔鏜床自車架位的方法,保證了機床主軸回轉中心與發射管內孔中心一致,工件回轉時軸向受力平衡。
3.2 內孔直線度精度不易控制
(1)切削深度的合理選擇:粗鏜第一刀鏜削,選擇切削深度,應充分考慮內孔彎曲度、接刀臺階、刀傷等毛坯狀態情況,若切削深度過小會產生內孔鏜不圓的現象,造成鏜刀體沿原毛坯孔導向切削,這樣就不能修正內孔直線度,若切削深度過大,切削力增大,會造成打刀、劃傷、機床負荷過大等鏜削不利的因素,因此,要根據毛坯內孔狀態確定切削深度。
(2)采用在木質導向塊外表面墊紗布的方法,減小木質導向塊磨損,保持連續鏜削導向性,利于修正內孔直線度。
(3)粗鏜第三刀鏜削,采用較小切削深度,可減小切削力,避免出現“讓刀”現象,使刀體導向精度提高,能獲得好的內孔直線度。
3.3 精鏜削震刀
設計可調式雙刃浮動鏜刀切削刃幾何角度測量樣板,刀具刃磨時采用通用量具和專用量具相接合的檢測方法,保證兩切削刃幾何角度、圓柱刃長度L、圓柱刃棱帶寬度b的一致性,保證徑向切削力平衡,防止可調式雙刃浮動鏜刀竄動,引起鏜削震動;同時,減小圓柱刃長度L 和圓柱刃棱帶寬度b,增大切削刃主偏角K1 的角度,減小切削擠壓力,防止鏜削震動,如圖3 所示。
3.4 內孔直徑尺寸一致、尺寸精度、表面粗糙度指標不易保證
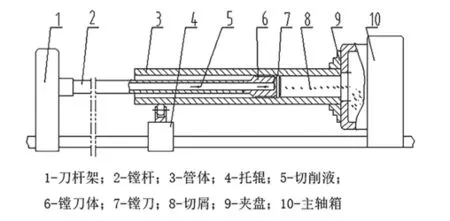
圖4 鏜削方式示意圖
采用半精鏜和精鏜的加工方式,并在不同鏜削階段選擇不同的切削參數,通過用可調式雙刃浮動鏜刀三次鏜削內孔,逐漸修正內孔圓柱度、尺寸精度和表面粗糙度,保證了產品內孔尺寸精度、圓度及表面粗糙度的精度要求。
4 結語
實踐證明,采用多次粗鏜內孔和增加浮動精鏜削內孔的工藝方法,能進一步提高超大口徑內孔直線度、圓度、粗糙度等加工精度。