精密箔墊沖裁成形模設計
2023-03-10 03:48:34曹立林薛秀秀
模具工業 2023年2期
李 楊, 曹立林, 薛秀秀
(中國航發西安動力控制科技有限公司, 陜西 西安 710077)
1 工藝分析
圖1所示為某航空發動機燃油控制系統中使用的精密箔墊零件,材料為PbSn4.5~2.5,厚度為0.05 mm,尺寸精度為1T14級,要求成形后表面無起皺、無起包、光潔平整。
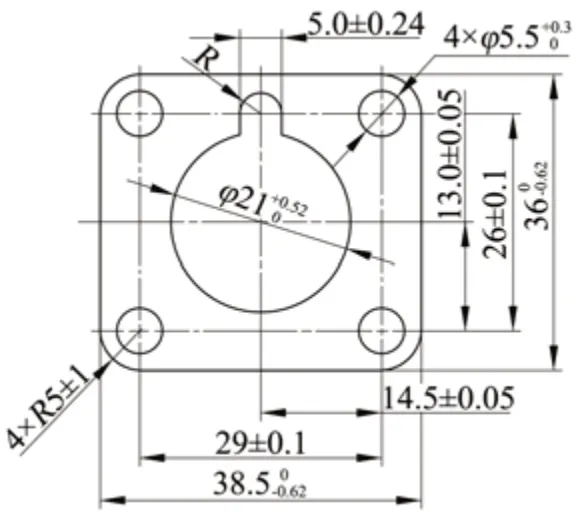
圖1 箔墊零件
PbSn4.5~2.5材料首次在航空發動機附件上使用,由于其厚度薄且軟,剛性弱,容易出現折、皺、包、點等缺陷,用機械、電加工和常規沖壓均無法成形。對鉛錫合金類材料成形的研究是新課題,嘗試采用聚氨酯橡膠模予以解決[1,2]。
2 沖裁成形工藝
2.1 技術難點
采用聚氨酯橡膠模成形剛性弱的PbSn4.5~2.5時,先將待成形的箔料放置在容框內的聚氨酯橡膠上,然后將凸凹模輕放在箔料上,開啟壓力機,調整機床滑塊帶動凸模沖出零件。此過程中聚氨酯橡膠表面有傷痕(無法避免)或在聚氨酯橡膠表面上存在異物都會在成形零件上留下包、麻點等缺陷;另外聚氨酯橡膠在工作過程中受壓變形,導致放置于表面的鉛錫合金箔料在摩擦力作用下也隨之變形,沖裁結束后聚氨酯橡膠恢復原有形狀,鉛錫合金箔料卻不能彈性恢復而在其表面形成褶皺。對上述缺陷的控制在國內外的技術資料中均未見介紹,因此消除上述缺陷是沖裁成形技術的難點。
2.2 解決措施
基于上述理論分析,對現有技術進行改進,沖裁時在聚氨酯橡膠和沖切坯料間墊上一層輔助沖裁墊,此輔助墊具有一定剛性且易于沖裁,選用的是0.05 mm厚的鋁箔墊。增加輔助墊不但可以避免現有技術中聚氨酯橡膠因表面傷痕和異物對成形零件表面質量的影響,而且能作為(相比聚氨酯橡膠)較鋒利的刃口對成形零件完成沖裁[3,4],避免了成形零件外形和孔邊緣形成褶皺,模具結構如圖2所示。
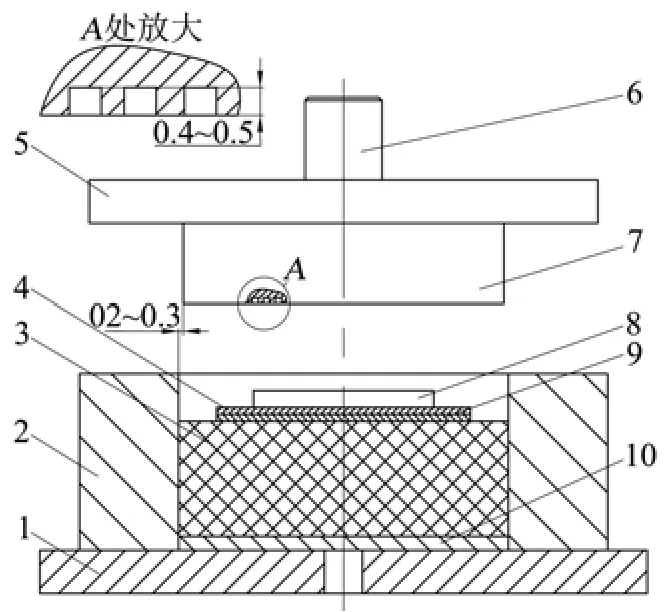
圖2 模具結構
模具結構設計時未設置壓邊裝置,而是通過增大被剪材料與模板間的摩擦力,提升沖裁效果,模具結構通用性好,沖裁不同結構的零件時僅需更換凸凹模即可。
2.3 工作過程
將圖2所示模具上模座5安裝在壓力機滑塊上,下模固定在壓力機工作臺面上。當壓力機滑塊帶動上模下行時,模板7進入容框,坯料4和鋁箔墊9被凸凹模8壓住,鋁箔墊9另一面緊貼聚氨酯橡膠,且各處均受聚氨酯橡膠的單位壓力。當壓力機滑塊繼續下行,聚氨酯橡膠迫使坯料4和鋁箔墊9沿凸凹模8內外輪廓發生彎曲拉伸現象,并在凸凹模8刃口處產生壓痕,當坯料4和鋁箔墊9受到橡膠剪切力超過其本身抗剪強度時,坯料和鋁箔墊沿刃口部位產生裂紋,緊接著分離,完成沖裁,剪切過程示意圖如圖3所示。
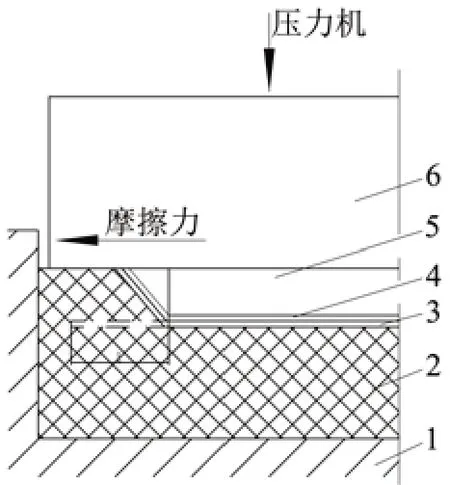
圖3 剪切過程示意圖
上述過程中鋁箔墊表面不會隨聚氨酯橡膠受壓變形,保證了鉛錫合金箔料表面的平整,另外放入鋁箔墊還可以避免聚氨酯橡膠表面傷痕和異物對成形零件表面質量的影響。加鋁箔墊后,聚氨酯橡膠模成形的零件光潔平整,滿足質量要求,還能作為(相比聚氨酯橡膠)較鋒利的刃口對零件完成沖裁。
3 模具設計要點
3.1 聚氨酯橡膠
聚氨酯橡膠選用國產澆注型聚氨酯橡膠[5],硬度為邵氏90~95 HA,抗拉強度為13~15 MPa,斷裂強度為45 MPa,斷裂永久變形為15%~18%,耐撓曲18萬次無裂紋。橡膠壓縮量不宜大于30%,厚度取15~20 mm,壓入容框的過盈量為0.1~0.2 mm。
3.2 容 框
容框工作中受聚氨酯橡膠脹開力較大,應有足夠的強度和韌性,以防模具工作時脹裂。容框口部倒R0.5~0.7mm,容框的型孔與橡膠大小一致,但要保證橡膠在型孔內有0.1~0.2 mm的過盈量。
容框材料一般選45鋼,熱處理硬度為42~48 HRC,也可選用30CrMnSiA,壁厚取30 mm。
3.3 模 板
沖裁過程中為保證聚氨酯橡膠處于密封狀態,要嚴格控制模板與容框之間的間隙,以防聚氨酯橡膠從間隙中溢出,模板與容框的配合間隙單邊為0.2~0.3 mm。模板的另一作用是在沖裁過程中,坯料的余量部分被聚氨酯橡膠壓向模板并壓緊,此時模板與坯料之間產生足夠大的摩擦力,以使刃口處坯料在較強的應力集中下分離,為增大模板的摩擦力,在模板端面上車出深0.4~0.5 mm螺旋形溝槽,見圖2A處放大所示。
3.4 凸凹模
凸凹模刃口必須鋒利,周邊和內型表面粗糙度為Ra0.8 μm,端面表面粗糙度為Ra0.4 μm,用碳素工具鋼T8A或合金工具鋼CrWMn制造,熱處理硬度為60~64 HRC[4]。
凸凹模刃口尺寸的設計與一般鋼制沖裁模有不同,落料外形尺寸決定于凸模刃口尺寸,沖孔孔徑尺寸決定于凹模刃口尺寸,所以凸凹模刃口尺寸按下式計算。
(1)以聚氨酯橡膠作凹模時落料凸模尺寸為:
(2)以聚氨酯橡膠作凸模時沖孔凹模尺寸為:
式中:Dp——凸模基本尺寸,mm;dd——凹模基本尺,mm;Dmax——零件最大極限尺寸,mm;dmin——孔的最小尺寸,mm;△——零件公差,mm;X——系數,取0.5~0.6;δp、δd——凸、凹模制造公差,mm,查《模具設計手冊》可得。
最終經過計算得出凸凹模設計尺寸,如圖4所示。
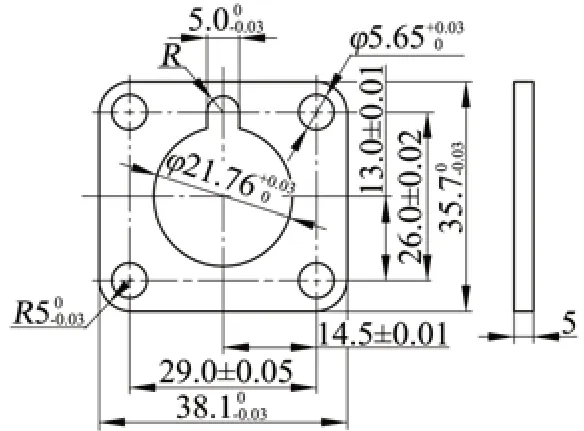
圖4 凸凹模
凸凹模高度H不僅影響沖裁完成情況,而且影響零件的成形質量。H過高,成形零件會出現毛刺并和廢料粘連,不能沖切完成;H過低,使沖裁力增大,甚至難以完成沖切。生產實踐證明,H取5 mm較為合適,成形零件平整、無毛刺。
4 結束語
PbSn4.5~2.5材料沖裁模的特點是在聚氨酯橡膠上表面增加鋁箔墊,待沖切坯料置于凸凹模與鋁箔墊之間。由于聚氨酯橡膠在工作過程中受壓變形,導致放置于表面的鉛錫合金箔料在摩擦力的作用下也隨之變形,沖裁結束后聚氨酯橡膠恢復原有形狀,鉛錫合金箔料卻不能彈性恢復而在表面形成褶皺,在聚氨酯橡膠和沖切坯料間墊上一層輔助沖裁墊(鋁箔墊),鋁箔墊不會隨聚氨酯橡膠受壓變形而發生變形,保證了PbSn4.5~2.5箔料表面的平整,另外放入鋁箔墊還可以避免聚氨酯橡膠表面傷痕和異物對成形零件表面質量的影響,增加鋁箔墊后,聚氨酯橡膠模成形的零件光潔平整,滿足質量要求,還能作為(相比聚氨酯橡膠)較鋒利的刃口對成形零件完成沖裁,避免了零件外形和孔邊緣形成褶皺,起到二合一的效果。該模具結構通用性強,成形不同結構的鉛錫合金箔墊零件時僅需更換不同的成形凸凹模即可。
