烤箱外殼模具設計
2023-03-10 03:48:34彭承意
模具工業 2023年2期
關鍵詞:結構
彭承意
(中山市技師學院 機電系, 廣東 中山 528403)
1 制件結構分析
烤箱外殼如圖1所示,外形尺寸為532 mm×305 mm×34 mm,材料為冷軋鋼板,料厚為0.6 mm。制件口部有一整圈向內翻邊且向內傾斜的結構,翻邊圓角為R1.5 mm,斜角為60°,斜邊長度為4.0 mm。制件上有10個φ4 mm的小孔,其中表面有4個,一個側面有4個,另一個側面有2個。制件三維結構如圖2所示。
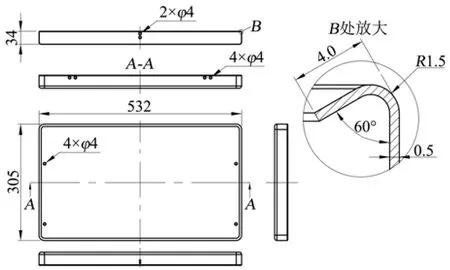
圖1 烤箱外殼二維結構
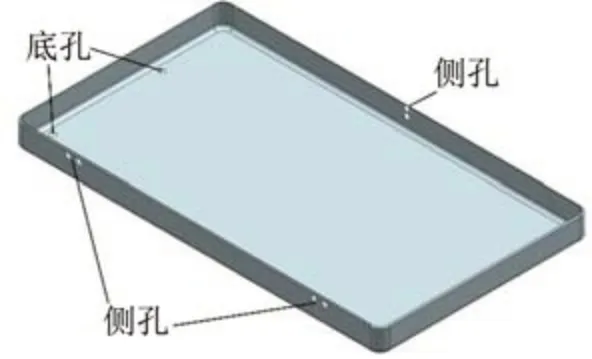
圖2 烤箱外殼三維結構
制件口部向內翻邊的材料不能間斷,是在拉深后再用1副模具對其口部材料進行翻邊成形,因此成形該制件的難點在于口部向內翻邊以及翻邊后制件的脫模。
制件的外形尺寸較大,適合用單工序模成形,另需要落料、拉深、修邊、沖孔、向內翻邊、壓斜等6道工序,其中落料件尺寸較大,用剪板機落料。為了防止拉深時成形制件起皺,應設置壓邊圈,因此在落料時應預留給壓邊圈壓料的材料,落料尺寸為620 mm×390 mm,拉深和修邊的模具結構簡單不作介紹,重點敘述沖孔、向內翻邊、壓斜等模具結構[1-3]。
2 沖孔模結構
制件上共有10個小孔,為了確保圓度要求,將沖孔工序安排在拉深工序之后。為了保證10個小孔彼此之間的位置度,用1副模具同時沖10個小孔,其中側面的小孔用滑塊沖孔,為了確保滑塊運行平穩,在滑塊上安裝導柱導套。上模卸料板尺寸較大,為了使卸料板運行平穩,同樣也安裝導柱導套,沖孔模下模如圖3所示[4,5],沖孔模結構如圖4所示。
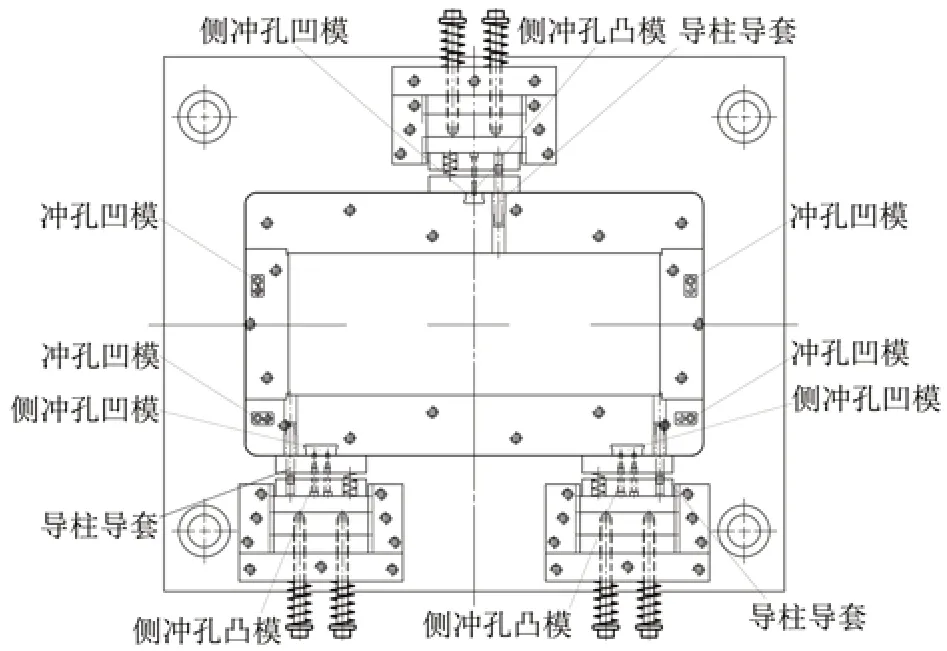
圖3 沖孔模下模
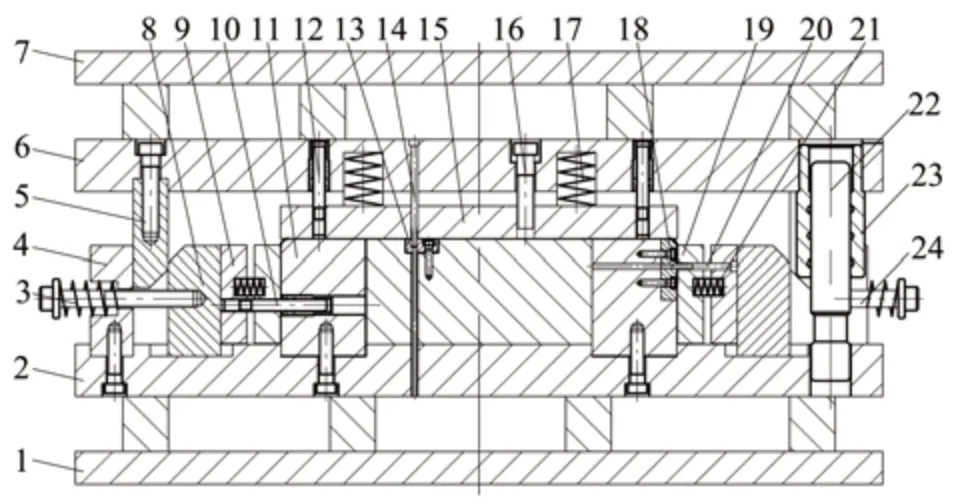
圖4 沖孔模結構
模具運行過程:開始沖孔前,將拉深后的工序件開口朝下,套在凹模板11上,工序件依靠自身重力進行定位。然后啟動壓力機,在上模下行過程中,卸料板15先壓住工序件,上模繼續下行,沖孔凸模14沖出制件上表面的孔;上模繼續下行,斜楔5接觸滑塊8,并推動滑塊8向模具中心運動,側卸料板19將制件的側面壓在凹模板11的側面,然后側沖孔凸模20在制件的側面沖出側孔。當側沖孔完成后,上模上升,在滑塊彈簧3的作用下,側滑塊8進行復位。上模上升到極限位置后,取出制件,即可開始下一個生產周期。
3 向內翻邊模結構
為了使制件口部實現向內翻邊,設計了由斜楔帶動內、外滑塊進行翻邊、脫模的結構,將上模斜楔設計成雙斜面結構,如圖5(a)所示,在下模中設置內、外兩圈滑塊,如圖5(b)所示。
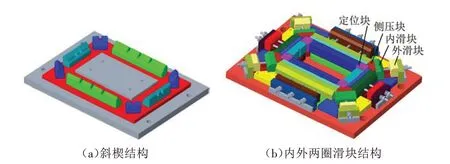
圖5 斜楔與內外兩圈滑塊結構
外滑塊呈“P”型,通過連桿與漲緊塊相連,如圖6(a)所示,內滑塊呈“L”形,在內滑塊的臺階上設置側壓塊,用于將制件側面壓緊,內滑塊在外滑塊的連桿上滑動,如圖6(b)所示。
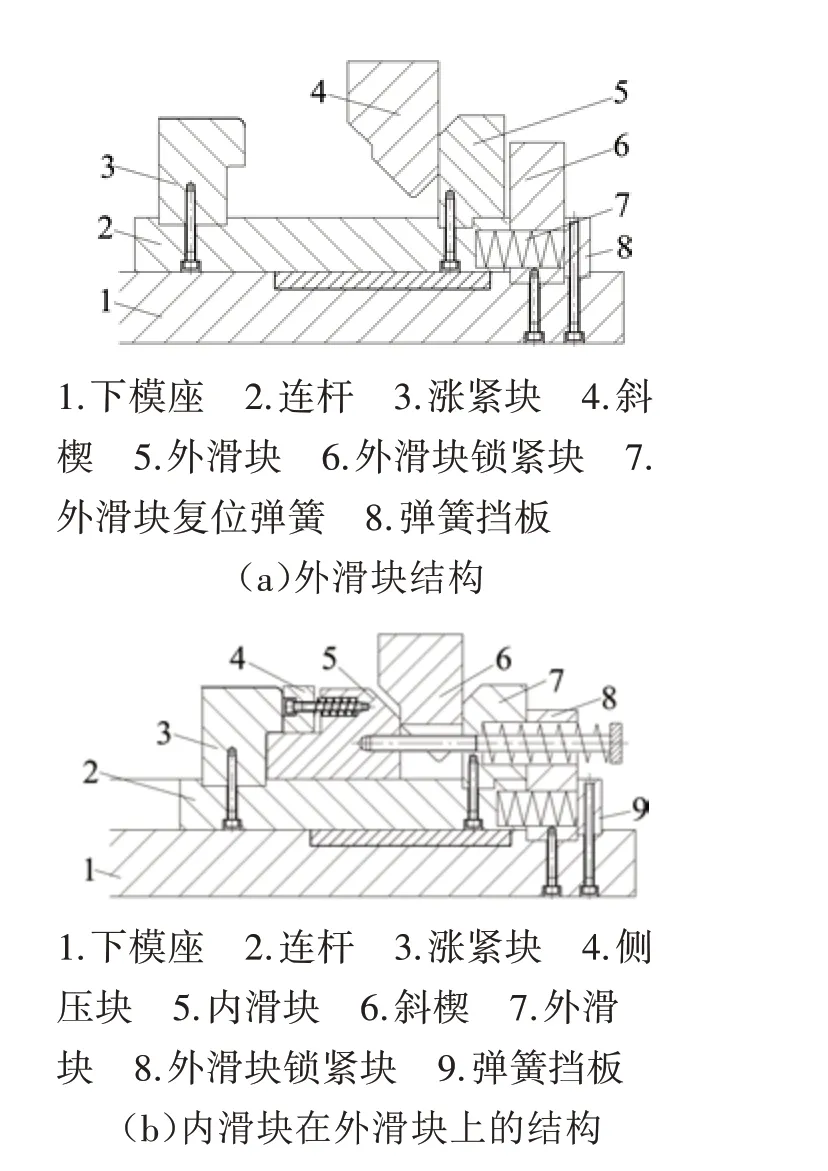
圖6 滑塊結構
內、外滑塊的高度不同,外滑塊高,內滑塊低,在上模下行過程中,上模斜楔先接觸外滑塊,再接觸內滑塊。因此外滑塊先帶動漲緊塊張開,漲緊塊呈“P”型,上半部分從制件內表面將制件漲緊、定位,然后內滑塊再從制件側面向模具中心運動,內滑塊呈“L”型,內滑塊上的壓塊先將制件壓緊,然后內滑塊的臺階與漲緊塊的上半部分共同擠壓制件,對制件進行翻邊,模具結構如圖7所示。
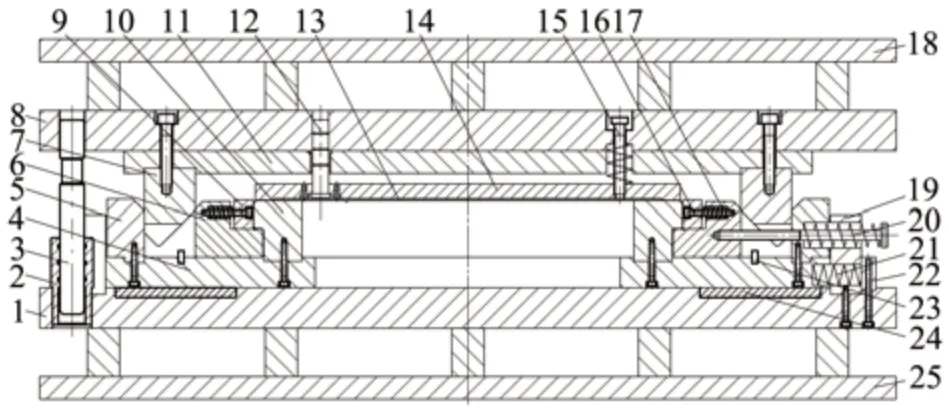
圖7 翻邊模結構
模具運行過程:沖壓前側壓塊9與漲緊塊10處于復位狀態,將拉深后的工序件13套在漲緊塊10上,然后啟動壓力機。在上模下行過程中,上模壓板14將工序件13壓在漲緊塊10的上表面;上模繼續下行,上模斜楔7驅動外滑塊5,向模具四周運動,外滑塊5通過連桿4與漲緊塊10連在一起,漲緊塊10呈“P”型,當外滑塊5先向四周運動時,帶動漲緊塊10的上半部分將工序件13從內表面漲緊、定位。上模繼續向下運動,當斜楔7的豎直面與外滑塊5接觸時,外滑塊5不再向四周運動,此時漲緊塊10已將工序件13從內表面完全漲緊、定位。上模繼續向下運動,斜楔7的內斜面接觸內滑塊6,將內滑塊6向模具中心擠壓,內滑塊6呈“L”型,當內滑塊6向模具中心靠攏時,側壓塊9先將工序件13的側面壓緊,防止工序件側面變形,內滑塊6繼續向模具中心靠攏,內滑塊6的臺階將工序件13的口部向內翻邊。當上模向上運動時,內滑塊6、側壓塊9在內滑塊彈簧20和側壓塊彈簧16的作用下進行復位,外滑塊5在連桿彈簧21的作用下復位。取出制件后開始下一個生產周期[6,7]。
4 壓斜模具結構
經過向內翻邊后,工序件口部是水平的,還需要用壓斜模具對工序件口部進行壓斜,壓斜模具的結構如圖8所示。
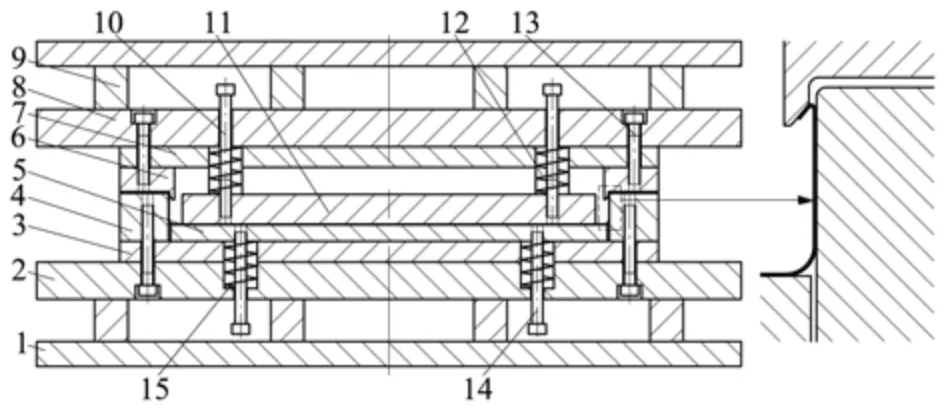
圖8 壓斜模具結構
模具運行過程:沖壓前,將工序件放在凹模4內,口部朝上。然后啟動壓力機,在上模下行過程中,上模壓板11先接觸工序件,上模彈簧12被壓縮,當上模彈簧12的彈力+上模壓板11的重力+推板5的重力之和大于下模彈簧15的彈力時,下模彈簧15被壓縮,上模壓板11將工序件往下壓。當推板5與下模墊板3貼在一起時,上模壓板11將工序件完全壓到位,此時下模彈簧15不再被壓縮。上模繼續下行,在凸模6的作用下,將工序件口部往下壓,使其傾斜。當上模向下運行到極限位置后,上模向上運動,在下模彈簧15的作用下,將成形制件推出[8,9]。
5 結束語
在該制件的沖壓工藝中,關鍵是將制件口部向內翻邊,為此設計了用1個斜楔同時帶動2個滑塊運動的模具結構,利用2個滑塊斜面高度不同的特點,使內、外滑塊先后產生運動,并帶動漲緊塊、側壓塊運動。當外滑塊帶動漲緊塊將制件漲緊、定位后,再由內滑塊將制件口部向內進行翻邊。經批量生產證明,模具的滑塊結構穩定可靠,具有一定的參考作用。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
