磨料水射流單顆磨粒侵徹的仿真研究
2023-03-01 01:33:36賀占蜀邢家麒秦盛偉崔貝貝李超丁賽飛
機床與液壓 2023年2期
關鍵詞:深度
賀占蜀,邢家麒,秦盛偉,崔貝貝,李超,丁賽飛
(鄭州大學機械與動力工程學院,河南鄭州 450001)
0 前言
磨料水射流加工是利用高速運動的液體或磨粒對工件表面碰撞而去除材料,使磨粒的機械能或液體的機械能轉化為材料的結合能[1]。由于磨粒與靶材接觸的時間極短,難以通過試驗的方法進行觀測研究。隨著有限元仿真技術的發展,目前國內外學者紛紛通過仿真的方法研究磨料水射流加工。
KUMAR和SHUKLA[2]采用ANSYS軟件建立了磨料水射流單顆磨粒侵徹Ti-6Al-4V靶材的仿真模型,研究了磨粒速度和入射角度對靶材表面凹坑形狀、深度的影響規律。LI等[3]研究了凹坑的形成機制,并采用ANSYS軟件建立超高速磨料侵徹靶材的仿真模型,研究了不同磨粒速度和入射角度下靶材表面凹坑體積的變化規律,并最后與試驗所得凹坑體積對比驗證了仿真模型的正確性。關硯聰等[4]采用ANSYS軟件建立了磨料水射流磨粒侵徹大理石靶材的仿真模型,并分析了磨粒速度和入射角度對侵徹過程的影響,得出了磨料水射流對硬脆材料的侵徹機制,且侵蝕深度隨著磨粒速度的增加而增大。王志敏等[5]采用Fluent軟件建立了磨料水射流侵徹仿真模型,研究了侵徹過程中壓力分布、水與磨料的速度分布及它們在射流中心線上的衰減規律。田家林等[6]采用 CFD 軟件通過仿真研究了不同類型﹑不同長度和不同錐角的噴嘴對磨料速度和水流速度的影響規律,并通過試驗驗證了仿真模型的正確性。
上述針對磨料水射流中磨粒侵徹的研究中,大多側重磨粒侵徹的結果,雖然也有磨粒侵徹過程的瞬態研究,但較少觀測磨粒速度與侵徹深度的實時變化。本文作者利用ABAQUS軟件對磨料水射流單顆磨粒侵徹進行仿真,不僅可以研究磨粒侵徹靶材的瞬態過程,觀測磨粒速度與侵徹深度的實時變化,還可以觀察侵徹之后靶材表面的凹坑,并探究不同磨粒參數對凹坑形狀及尺寸的影響規律。
1 仿真設置
與水相比,磨粒的硬度較高、質量較大[7],因此在磨料水射流加工中磨粒對靶材的侵徹占主導作用[8]。為了簡化模型,提出以下假設:(1)所有磨粒為球形剛體[9],且物理性質相同;(2)靶材為各向同性的彈塑性材料;(3)只考慮磨粒對靶材的沖擊,忽略水的沖擊;(4)由于水的散熱作用,忽略磨粒沖擊靶材時所產生的熱量。
1.1 網格劃分及邊界條件
磨粒設置為球形離散剛體,其單元類型采用四節點三維雙線性剛性四邊形單元(R3D4),網格尺寸為0.05 mm,如圖1所示。靶材模型取3.2 mm×3.2 mm×1 mm的長方體(圖1),其單元類型采用八節點線性六面體減縮積分單元(C3D8R),磨粒沖擊作用區域網格局部細化0.01 mm,其他區域網格尺寸為0.1 mm,靶材底面所有節點設置為完全固定。
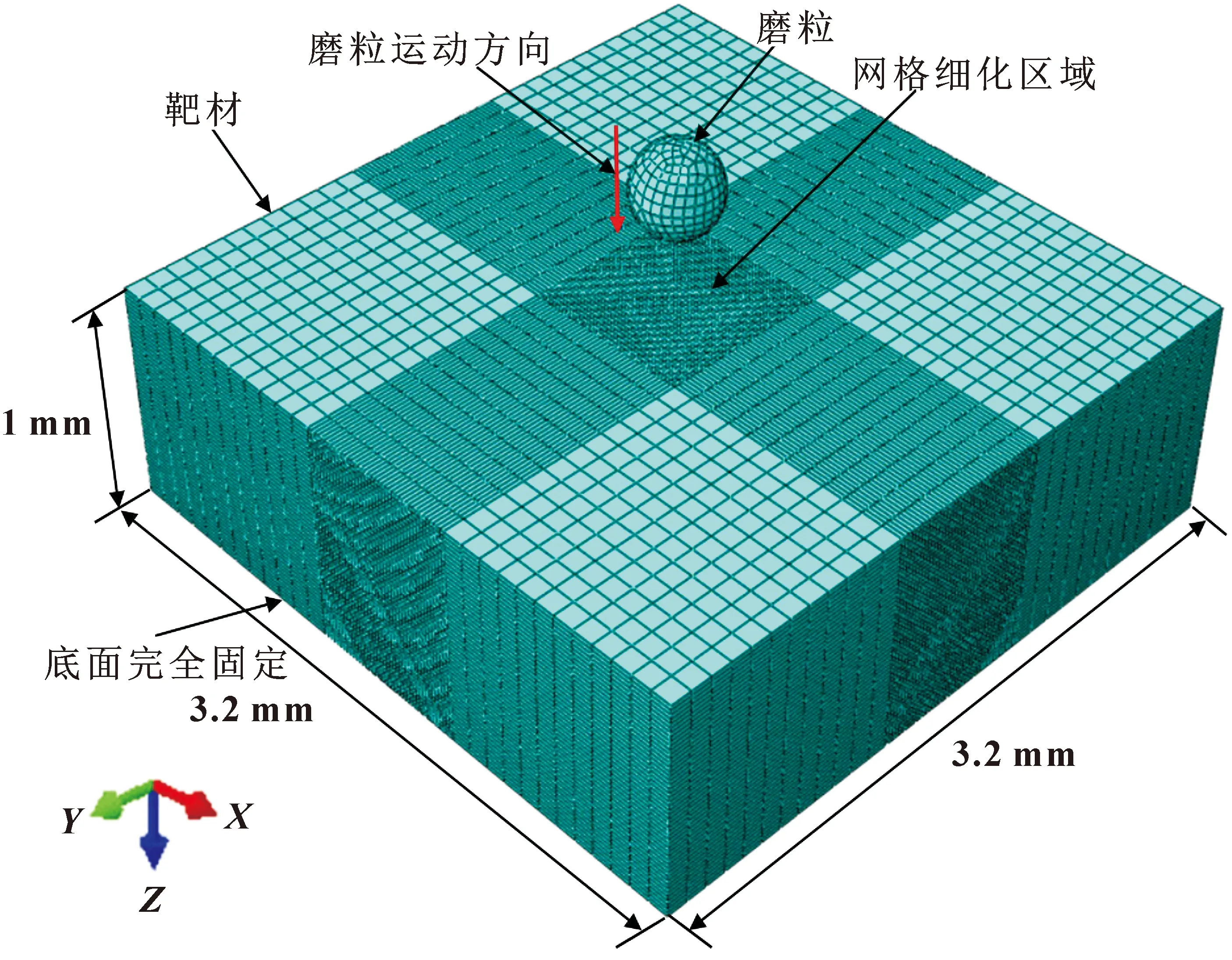
圖1 磨料水射流單個磨粒侵徹靶材有限元模型Fig.1 Finite element model of particle penetrating target
通過施加預定義場來賦予磨粒初始速度。將靶材模型的側面和底面設置為無反射邊界。磨粒與靶材之間的接觸類型設置為法向硬接觸,接觸區域選擇磨粒表面和靶材整個結點域。這是因為在磨粒侵徹過程中,涉及到材料去除,當靶材表面的材料失效去除后,磨粒會繼續沿靶材深度方向運動,從而與靶材內部的結點接觸,故選中靶材的所有結點為結點域,設置面-結點域接觸。
1.2 靶材與磨粒參數設置
磨粒與靶材參數如表1所示。由于靶材在高速沖擊下應變率非常高[10],因此選擇Johnson-Cook模型作為靶材的本構模型,其參數見文獻[11]。
表1 磨粒與靶材參數Tab.1 Particle and target parameters
1.3 模型驗證
為了驗證單顆磨粒侵徹有限元模型的準確性,選取文獻[3]中的靶材材料和磨粒參數仿真,將仿真的凹坑剖面與文獻[3]中試驗的凹坑剖面進行對比,如圖2所示。可知:雖然仿真的理想狀況與試驗的偶然情況導致存在些許誤差,但仿真與試驗結果整體較為吻合,因此,該仿真模型可用于單顆磨粒侵徹的仿真研究。
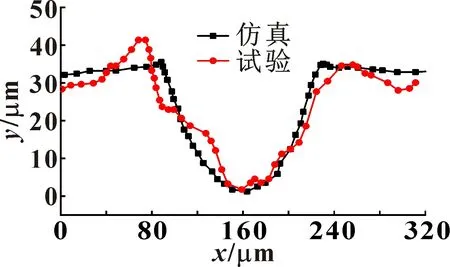
圖2 仿真(初始速度為650 m/s)和試驗(初始速度為(650±35)m/s)下凹坑輪廓對比
2 結果與討論
2.1 磨粒侵徹瞬態分析
磨粒侵徹靶材將改變靶材的表面形貌,磨粒自身的速度和位移也將發生變化。下面以磨粒初始速度300 m/s、磨粒直徑0.4 mm、入射角度90°為例,研究單顆磨粒侵徹靶材的瞬態過程。磨粒侵徹靶材后的表面凹坑如圖3所示,磨粒侵徹靶材過程中磨粒速度和位移瞬態變化曲線如圖4所示。t<1 μs時,磨粒尚未接觸靶材,只是以初始速度靠近靶材,其位移呈線性快速增大趨勢。t=1 μs時,磨粒開始與靶材表面接觸,在磨粒的沖擊作用下,靶材表面少許材料被去除,形成一個很淺的凹坑(圖3(a))。當磨粒接觸靶材之后,磨粒的速度開始快速減小,磨粒位移繼續沿靶材深度方向緩慢增大,與靶材的接觸面積增大,在磨粒的沖擊作用下,靶材沖擊區域大量材料被去除,凹坑體積急劇增大(圖3(b))。t=2.5 μs時,磨粒速度歸零,侵徹結束,此時侵徹深度達到最大值(圖3(c))。t>2.5 μs時,在靶材反作用力的作用下,磨粒開始以某一較小的速度進行回彈,其速度方向與磨粒初始速度方向相反,位移呈線性緩慢減小趨勢,此時磨粒與靶材不再接觸。
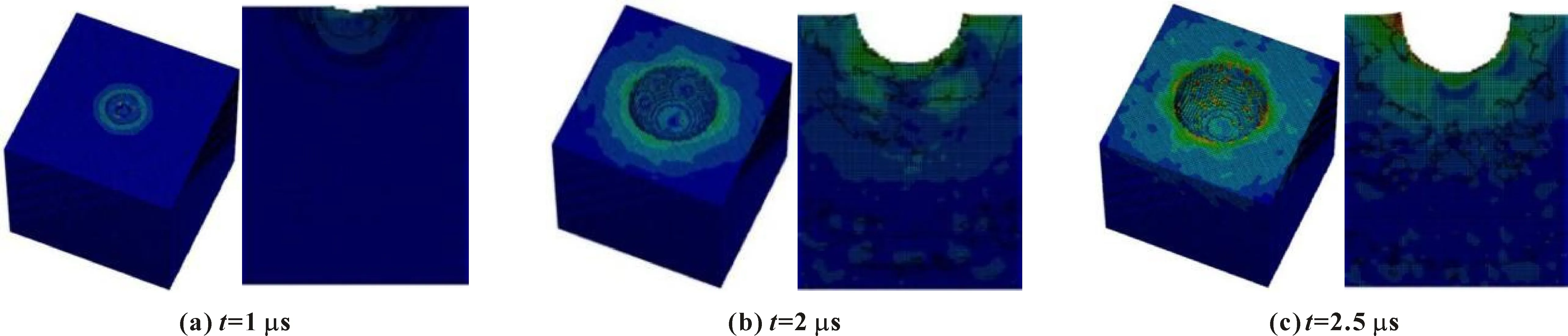
圖3 磨粒侵徹靶材過程中表面凹坑瞬態變化過程
圖4 磨粒侵徹靶材過程中速度和位移瞬態變化曲線
2.2 磨粒初始速度對凹坑的影響
40、60、80、100、200、300、400 m/s不同磨粒初始速度下磨粒侵徹靶材后的凹坑輪廓如圖5所示。可知:隨著磨粒初始速度的增加,凹坑體積、凹坑深度不斷增大。這是因為增加磨粒的初始速度,磨粒的沖擊壓力將增大,靶材內部應力超過斷裂強度的區域也隨之增大,導致靶材的材料去除體積增大。其中,靶材表面凹坑中心處材料去除最多,凹坑邊緣處因受到磨粒的擠壓而產生略微凸起。至于凹坑寬度,當磨粒初始速度從40 m/s開始增加時,凹坑寬度逐漸增大;當磨粒初始速度達到300 m/s時,凹坑寬度達到最大值;當磨粒初始速度繼續增加時,凹坑寬度保持在最大寬度而不再改變。此仿真方案中,當磨粒初始速度為400 m/s時,材料去除體積達到最大值0.029 3 mm3。
圖5 不同磨粒初始速度下凹坑輪廓
不同磨粒初始速度下磨粒速度和位移變化曲線如圖6所示。未接觸靶材之前,磨粒初始速度越大,同樣靶距下磨粒從開始下落到接觸靶材所耗費的時間越短,與靶材的接觸時間點越早,接觸靶材之前磨粒位移線性變化的斜率越大。當接觸靶材開始侵徹時,隨著磨粒初始速度的增加,磨粒侵徹靶材的深度將增大,侵徹時間(即從開始接觸到磨粒速度歸零)也隨之增大。此仿真方案中,當磨粒初始速度為400 m/s時,侵徹時間最長,為1.5 μs,侵徹深度(即凹坑深度)最大,約為0.3 mm。侵徹結束開始回彈時,回彈速度基本相同,磨粒位移線性變化的斜率也基本相同,幾乎都不隨磨粒初始速度而變化。
圖6 不同磨粒初始速度下磨粒速度和位移變化曲線
2.3 磨粒直徑對凹坑的影響
0.4、0.6、0.8、1 mm不同磨粒直徑下磨粒侵徹靶材后的凹坑輪廓如圖7所示。可知:隨著磨粒直徑的增加,凹坑體積、凹坑深度、凹坑寬度都不斷增大。這是因為增加磨粒直徑,磨粒的動量隨之增大,磨粒與靶材的接觸面積也隨之增大,靶材內部應力超過斷裂強度的區域也隨之增大,導致靶材的材料去除體積增大。同樣,靶材表面凹坑中心位置處材料去除最多,而凹坑邊緣處也因受到磨粒的擠壓而產生略微凸起,且隨著磨粒直徑的增加,凹坑邊緣凸起高度也隨之增大。此仿真方案中,當磨粒直徑為1 mm時,材料去除體積達到最大值0.283 mm3。
圖7 不同磨粒直徑下凹坑輪廓
不同磨粒直徑下磨粒速度和位移變化曲線如圖8所示。未接觸靶材之前,磨粒位移線性變化的斜率相同,即不隨磨粒直徑而變化。當接觸靶材開始侵徹時,隨著磨粒直徑的增加,磨粒侵徹靶材的深度將增大,侵徹時間(即從開始接觸到磨粒速度歸零)也隨之增大。此仿真方案中,當磨粒直徑為1 mm時,侵徹時間最長,為3.7 μs,侵徹深度(即凹坑深度)最大,約為0.5 mm。侵徹結束開始回彈時,磨粒直徑越大,則回彈速度越小,磨粒位移線性變化的斜率也越小。
圖8 不同磨粒直徑下磨粒速度和位移變化曲線
2.4 磨粒密度對凹坑的影響
4 000、6 000、8 000、10 000、12 000 kg/m3不同磨粒密度下磨粒侵徹靶材后的凹坑輪廓如圖9所示。可知:隨著磨粒密度的增加,凹坑體積、凹坑深度不斷增大。這是因為增加磨粒密度,磨粒的質量與動量隨之增大,沖擊壓力隨之增大,靶材內部應力超過斷裂強度的區域也隨之增大,導致靶材的材料去除體積增大。其中,靶材表面凹坑中心處材料去除最多,凹坑邊緣處因受到磨粒的擠壓而產生略微凸起。至于凹坑寬度,當磨粒密度從4 000 kg/m3開始增加時,凹坑寬度逐漸增大;當磨粒密度達到6 000 kg/m3時,凹坑寬度達到最大值;當磨粒密度繼續增加,凹坑寬度保持最大寬度不再改變。當磨粒密度為12 000 kg/m3時,材料去除體積達到最大值0.029 5 mm3。

圖9 不同磨粒密度下凹坑輪廓
不同磨粒密度下磨粒速度和位移變化曲線如圖10所示。可知:未接觸靶材之前,同樣靶距下磨粒從開始下落到接觸靶材所耗費的時間相同,與靶材的接觸時間點相同,接觸靶材之前磨粒位移線性變化的斜率也相同,都不隨磨粒密度而變化。當接觸靶材開始侵徹時,隨著磨粒密度的增加,磨粒侵徹靶材的深度將增大,侵徹時間(即從開始接觸到磨粒速度歸零)也隨之增大。此仿真方案中,當磨粒密度為12 000 kg/m3時,侵徹時間最長,為2.1 μs,侵徹深度(即凹坑深度)最大,約為0.3 mm。侵徹結束開始回彈時,回彈速度與磨粒位移線性變化的斜率差別不大。
圖10 不同磨粒密度下磨粒速度和位移變化曲線
2.5 入射角度對凹坑的影響
30°、45°、60°、75°、90°不同入射角度下磨粒侵徹靶材后的凹坑輪廓如圖11所示。可知:當入射角度小于90°時,靶材表面凹坑為非球形。隨著入射角度的增加,凹坑深度不斷增大,而凹坑寬度不斷減小。這是因為增加入射角度,沿垂直于靶材表面方向分速度將增大,法向作用力隨之增大,而磨粒沿平行于靶材表面方向分速度將減小,切向作用力隨之減小。此外,隨著入射角度增大,凹坑邊緣凸起高度也隨之增大。當入射角度在30°~60°內時,靶材材料去除體積的增幅較為明顯,而在60°~90°內時,靶材材料去除體積增幅不明顯。此仿真方案中,當入射角度為90°時,材料去除體積達到最大值0.018 6 mm3。
圖11 不同入射角度下凹坑輪廓
3 結論
(1)凹坑深度、材料去除體積隨著磨粒初始速度、磨粒直徑、磨粒密度、入射角度的增加而增大,按影響由大到小排序為:磨粒直徑>磨粒初始速度>磨粒密度>入射角度。
(2)凹坑寬度隨著磨粒初始速度、磨粒密度的增加先增大而后保持在最大寬度,隨著磨粒直徑的增加而增大,隨著入射角度的增加而減小。
(3)以最大材料去除體積為目標,此仿真方案中單顆磨粒侵徹時的最優參數為:磨粒初始速度為400 m/s,磨粒密度為12 000 kg/m3,入射角度90°,磨粒直徑為1 mm。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
