基于超聲輔助對TA1板材漸進成形性能的研究*
2023-02-24 01:03:24郝用興魏亞博高遠浩宋懿鵬劉亞輝
制造技術與機床 2023年2期
關鍵詞:振動
郝用興 魏亞博 高遠浩 宋懿鵬 劉亞輝
(華北水利水電大學材料學院,河南 鄭州 450045)
單點漸進成形是一種靈活、快速的柔性制造技術[1]。與傳統沖壓工藝相比,它具有較短的設計周期和較高的靈活性,且大大降低了開發成本[2]。然而單點漸進成形也存在一定的局限性,例如在成形過程中,成形力過大,成形性能不足會導致板材的起皺和開裂,使得成形效率低和表面質量差。
成形零件的機械性能是影響使用性能的關鍵因素,為了改善零件性能,一些研究學者提出了包括工藝參數優化[3]、多道次增量成形[4]等策略。此外,也提出了各種輔助增量成形策略,如激光輔助[5]、熱輔助[6]和電磁輔助[7]等輔助增量成形工藝,以提高成形零件的質量。近年來,把超聲振動引入到板材的單點漸進成形過程中,在此之前超聲振動的有益作用已經在多種塑性加工工藝中得到驗證,包括超聲輔助拉深[8]、鐓粗[9]以及管道拉拔和體積成形[10-11]。超聲輔助漸進成形是一種較為有效的技術,與傳統的單點漸進成形相比,施加超聲振動輔助后顯著降低了成形過程中的成形力,提高了產品的表面質量[12],降低了材料的屈服極限[13],改善了材料力學性能。
本文通過Abaqus有限元仿真軟件,以TA1板成形圓錐形件為研究對象,將超聲振動應用于成形工具頭,通過仿真模擬研究了不同振動參數和工藝參數對成形性能的影響。探究振幅、頻率、層間距、工具頭和板材原始厚度對成形過程中成形力的影響規律,對于完善鈦及其合金超聲輔助漸進成形工藝有著重要的理論和實際應用價值,能夠促使其更好地應用于醫療、航空航天和水下裝備等方面。
1 有限元模型的建立
通過對超聲振動輔助漸進成形過程的力學模型分析,在Abaqus軟件中建立有限元模型,并進行分析求解。在分析建模中主要包括幾何模型的建立、材料模型的定義、定義接觸和邊界條件等。與單點漸進成形相比,超聲振動輔助漸進成形建模中的難點主要在于定義接觸條件和邊界條件。
1.1 幾何模型的建立
由于該模型較為簡單,直接在Abaqus軟件上即可建模,模型如圖1所示,上下壓板分別加緊于板料的兩側,板材四周被約束全部自由度,實驗所用的板料也較薄,所以將板料部件設為可變形殼體,該殼體是邊長160 mm、厚度1 mm的正方形。工具頭直徑為10 mm,本文將工具頭設為解析剛體,板材網格劃分為1 mm,板材網格類型設置為S4R殼單元。
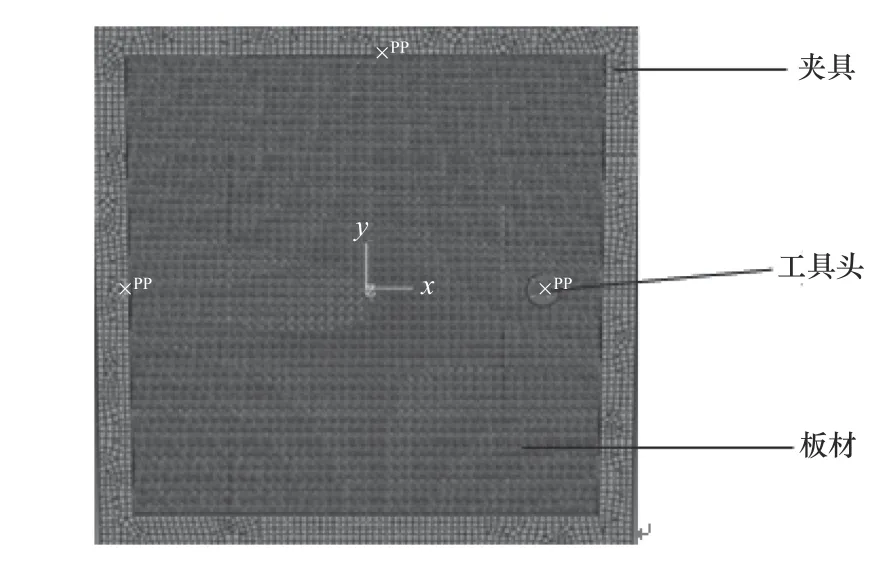
圖1 仿真模型
1.2 材料模型的定義
通過電子萬能拉伸試驗機對TA1鈦合金板材拉伸試樣進行拉伸實驗,拉伸試樣尺寸根據《GB/T 228—2002金屬材料室溫拉伸試驗方法》確定如圖2所示,在獲得工程應力應變之后,經計算獲得真實應力應變曲線如圖3所示。
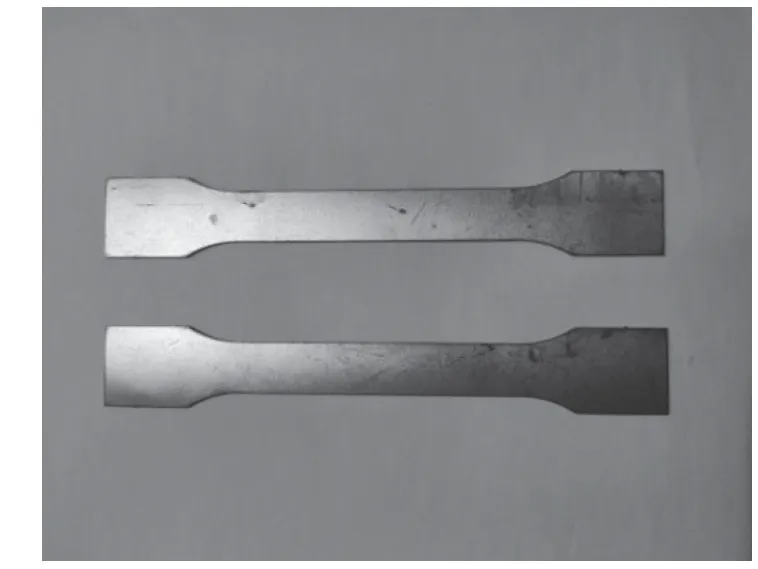
圖2 拉伸試樣
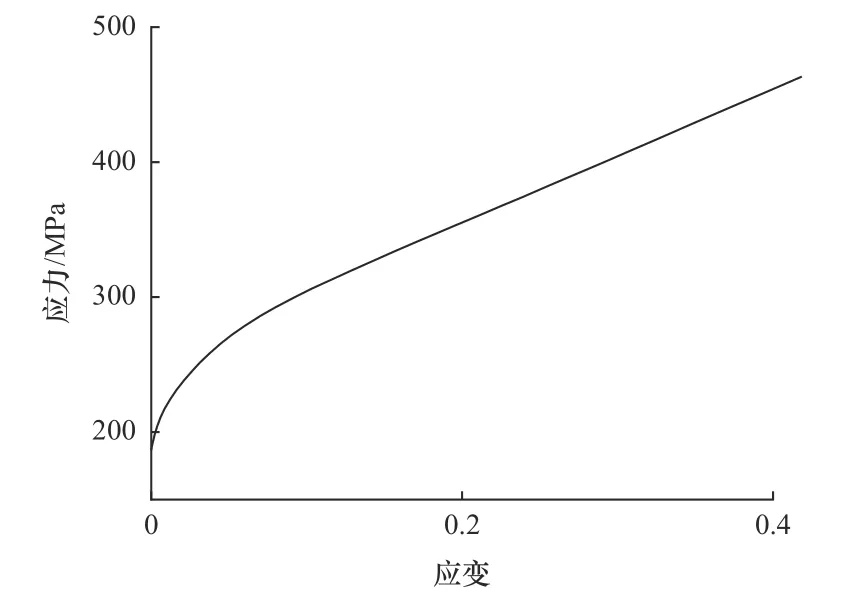
圖3 真實應力應變曲線
通過計算和查閱相關資料最終獲得TA1板材的材料性能參數:楊氏模量為103 GPa,抗拉強度為460 MPa,屈服強度187 MPa,查閱中國材料大典得到TA1泊松比為0.34,密度為4.5 g/mm3。
1.3 定義接觸和邊界條件
成形的過程中,工具頭本身具有超聲波振動,其成形軌跡較復雜,本文設計是工具頭在開始先壓入設定的距離,下一步在該層運動時給工具頭賦予超聲振動,重復此操作直至完成目標形狀。
成形工具頭在厚度方向上移動時是直線移動,在Abaqus中通過設置平滑分析步來保證工具頭在厚度方向上移動時是勻速移動。對于工具頭在該層成形過程中所走的圓形軌跡,則選用周期型幅值曲線,周期型幅值曲線是通過傅里葉級數表示。
通過傅立葉級數就可以實現周期型幅值,來控制工具頭在X和Y方向的位移,公式如下:
式中:A是每層圓形軌跡的半徑;t是每層圓形軌跡的成形時間,把X和Y合成,即是運動軌跡。
在仿真的過程當中,工具頭在Z方向上的超聲波振動,如下式定義:
式中:a是振幅;f是頻率。
2 模擬結果與分析
2.1 成形力的分析
如圖4是超聲輔助漸進成形后的應力分布云圖,由圖可知成形件的最大應力分布在最后幾層。5和圖6分別是X方向和Y方向的成形力隨著時間的變化曲線圖,圖中Fx和Fy的大小是上下波動的,且隨時間的增加波動范圍逐漸增加最后趨于一個平衡狀態。與軸向力Fz相比Fx和Fy都比較小,對板料成形過程影響不大,因此本文研究的成形力近似為軸向力Fz。

圖4 成形件應力分布云圖
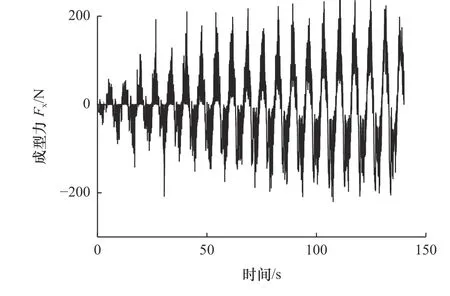
圖5 Fx的曲線變化圖
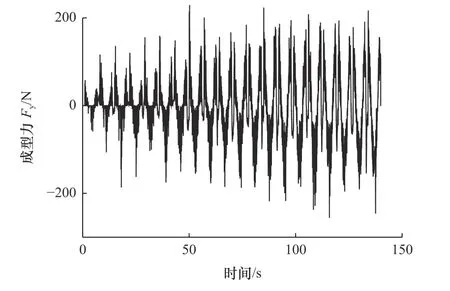
圖6 Fy的曲線變化圖
圖7是施加超聲振動后的軸向力的變化曲線圖,由圖可知,成形初期軸向力較小。隨著成形過程的進行,回彈和拉伸量都趨于平衡,最后趨于穩定。圖8是超聲輔助漸進成形過程中一圈的軸向力變化圖,由圖可知在超聲輔助漸進成形的過程當中,工具頭只有部分的時間和板料接觸。
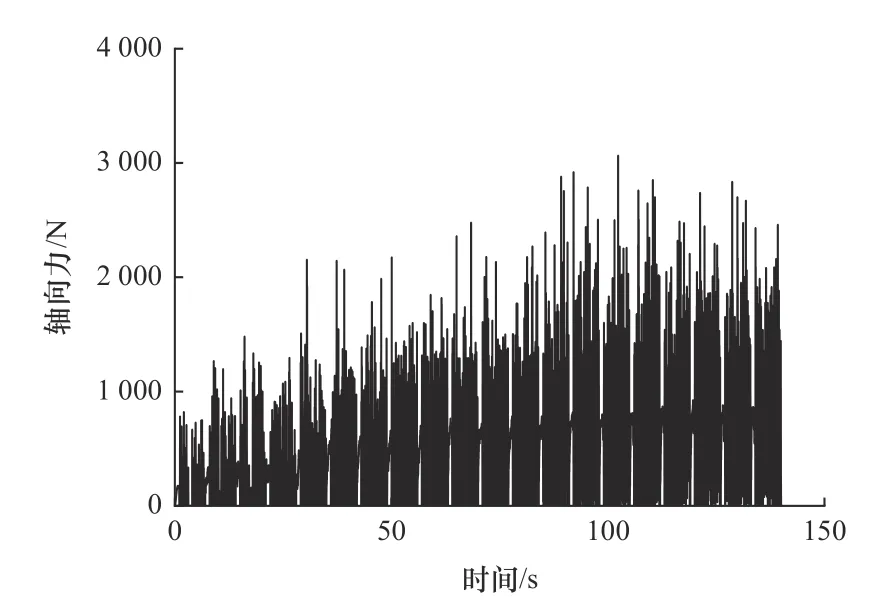
圖7 超聲輔助下的軸向力變化圖
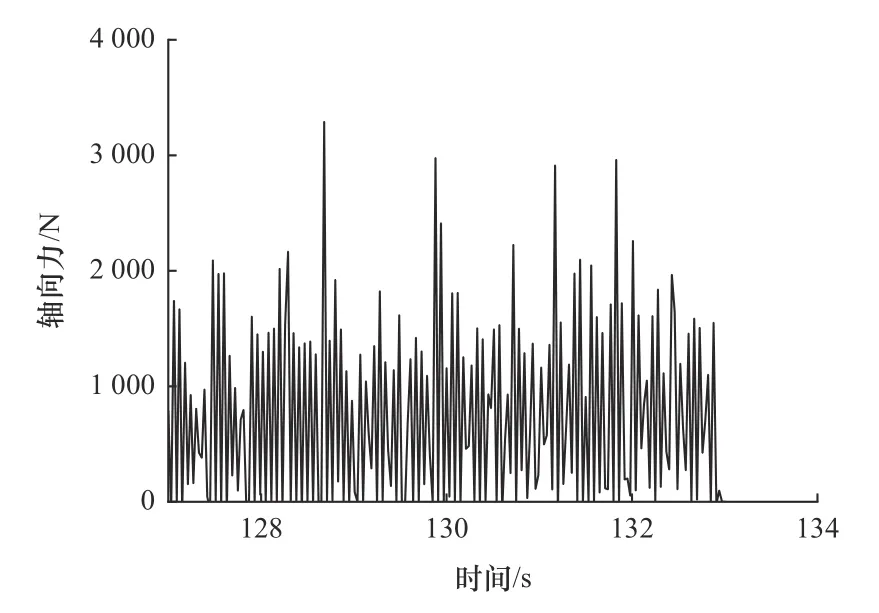
圖8 一圈軸向力的變化圖
2.2 不同振幅下的成形力
如圖9所示,通過有限元軟件Abaqus仿真模擬得到了不同振幅下軸向力。圖中的每個點都表示成形過程中該層軸向力的平均值。由圖可知施加超聲振動軸向力與無超聲振動的總體變化趨勢基本一致,隨著成形深度的增加,金屬板的變形和回彈都逐漸增加并穩定,軸向力最后也趨于穩定。
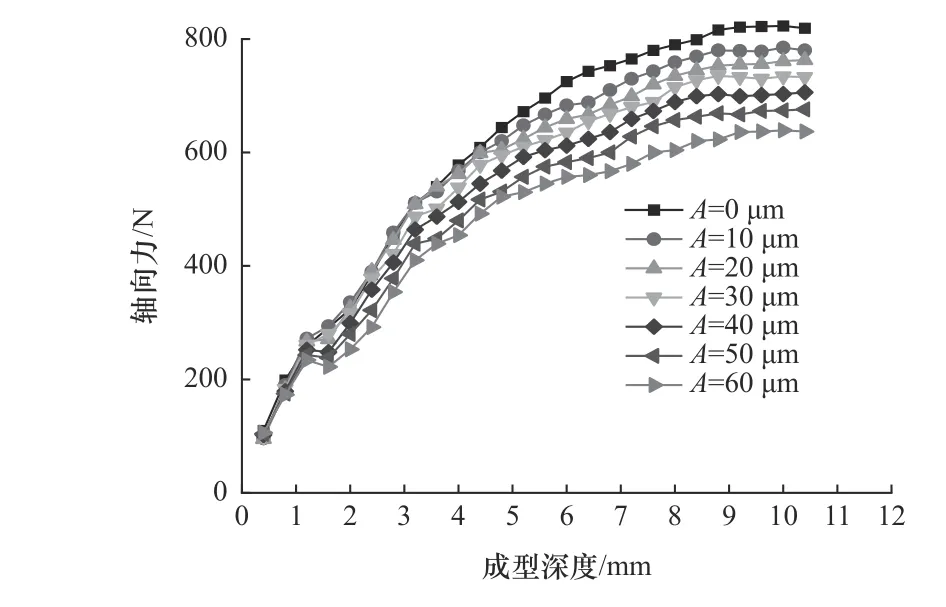
圖9 不同振幅下的軸向力
由圖10可知超聲振動能夠顯著減小成形過程中的軸向力,在超聲振動的輔助下,軸向力的減小是由作用力的反復加載和卸載引起的,當循環應變疊加在單向載荷上時,塑性變形的固有不對稱性會導致外部可觀察載荷的下降,這種對變形的促進作用在超聲波下非常顯著。與單點漸進成形相比,在超聲輔助漸進成形的過程當中,維持板材塑性流動所需的平均應力水平明顯降低,這也是超聲輔助漸進成形的軸向力小于單點漸進成形軸向力的原因[14]。如圖11所示是頻率為10 kHz振幅為2 μm的軸向力示意圖,由圖可知工具頭與板材并未產生周期性分離。這是因為振動幅度沒有大于彈性回彈的一半,不能產生脈沖載荷,導致小振幅對軸向力減少有限。

圖10 不同振幅的軸向力曲線圖
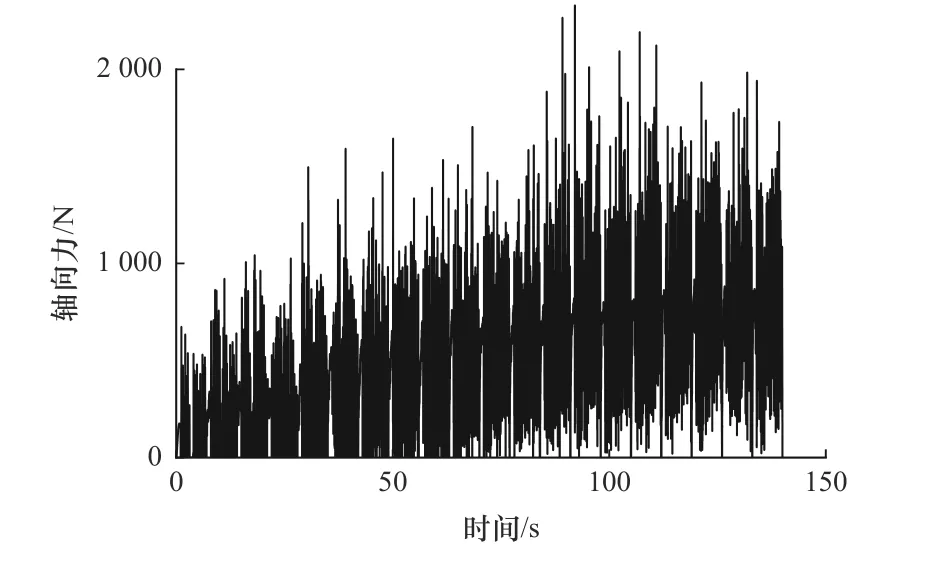
圖11 振幅2 μm軸向力變化圖
2.3 不同頻率下的成形力
如圖12和13所示,不同振動頻率下的軸向力曲線關系圖,圖12中的各點都是成形板料在該層軸向力的平均值。從圖13可以看出,頻率與軸向力是呈非線性關系,當頻率為20 kHz時,接近TA1鈦合金板的固有頻率,其軸向力最低。頻率低于20 kHz時,振動頻率越高,軸向力越小。當頻率高于20 kHz時,隨著頻率增加,軸向力增大。
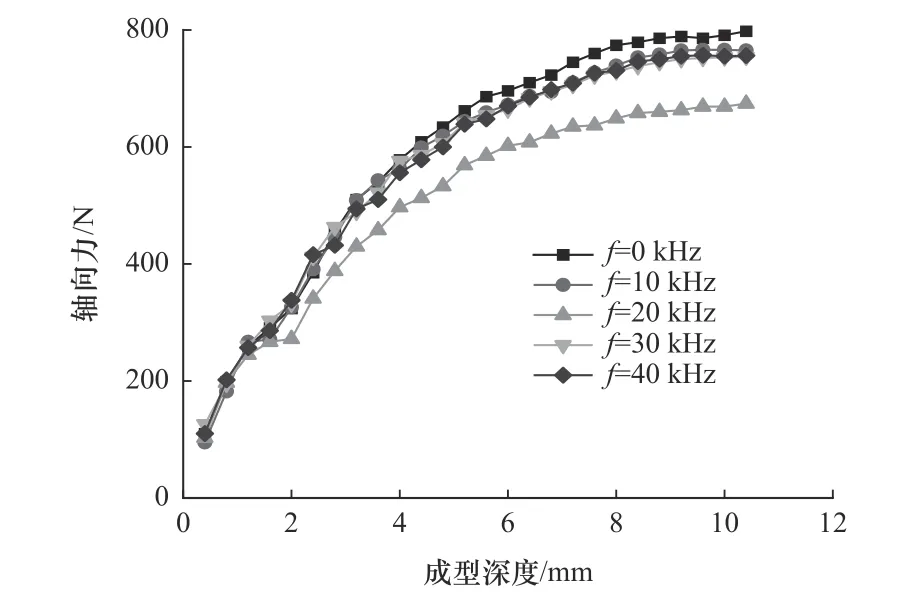
圖12 不同頻率下的軸向力
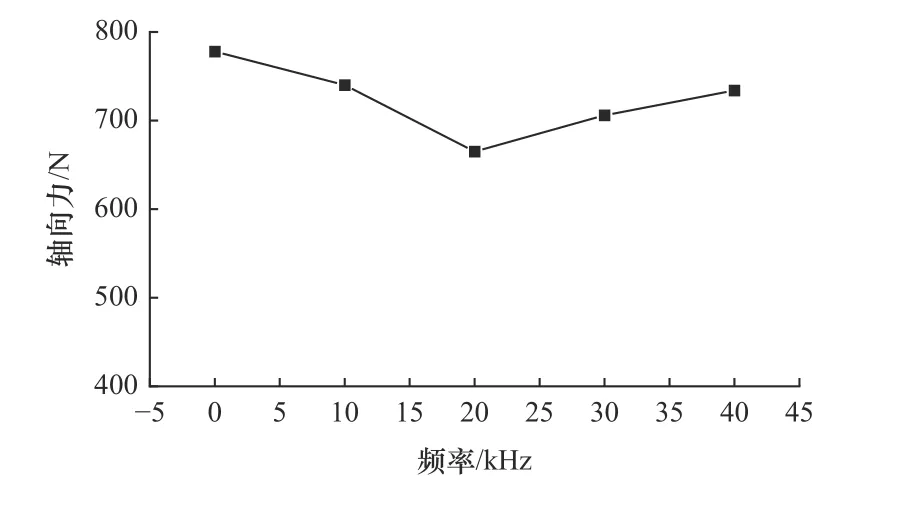
圖13 不同頻率下的軸向力曲線圖
2.4 不同振幅下的塑性應變
如圖14所示,為不同振幅對TA1板材某點應變行為的影響。由圖可知塑性應變隨著成形深度增大逐漸增大。在超聲輔助漸進成形的過程中,同等深度的塑性應變隨著振幅的增加而增加,振幅越大,振動循環中工具頭施加在板材的瞬時壓力越大,這也導致單位面積板材的變形相對較大,進而導致板材上的塑性應變增加[15]。
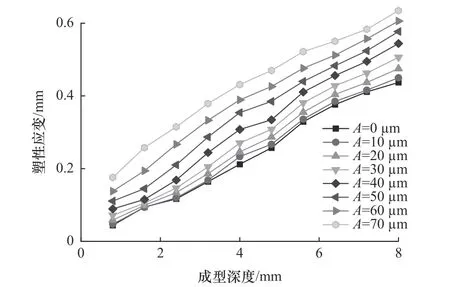
圖14 不同振幅的塑性應變圖
超聲振動通過工具頭的高頻正弦運動施加在板材上,這也導致板材會出現高應變率和應力集中的現象。在大變形率情況下,單位深度下的變形基本達到材料本身的成形極限值,而此時往復超聲振動所帶來的沖擊將導致材料的進一步減薄。這也意味著較大振幅的超聲振動反而對板材成形極限產生了不利影響,會導致板材的成形極限降低。
2.5 不同層間距下的成形力
如圖15所示,是不同層間距下的軸向力示意圖,在振幅和頻率一定的情況下,選取6組不同層間距作為模擬仿真對象。
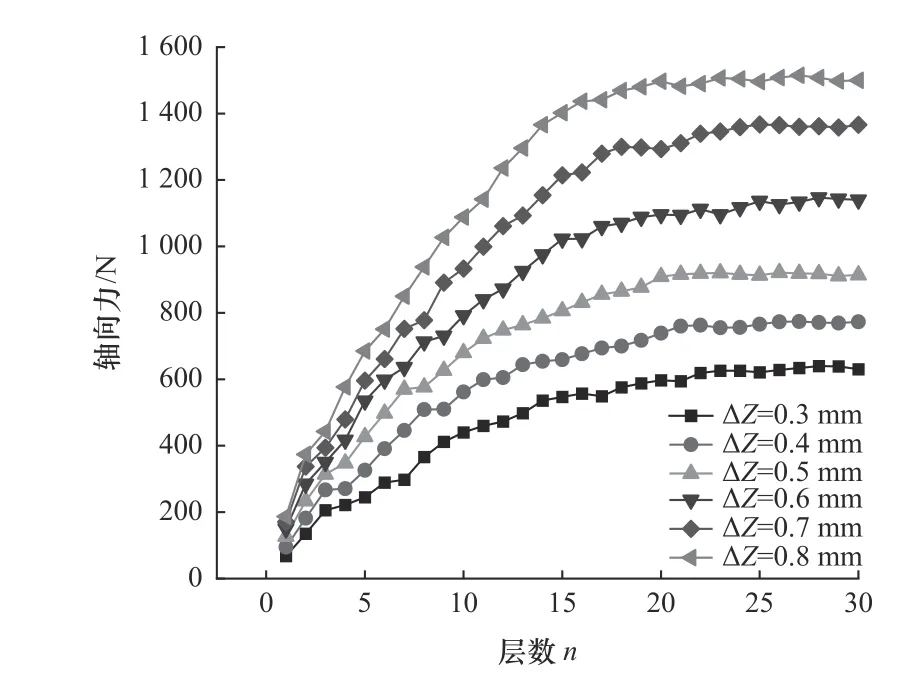
圖15 不同層間距的軸向力
由圖15可知,層間距對軸向力影響較大,隨著層間距增大,軸向力也逐漸大。選取較小的層間距雖能降低軸向力,提高成形板料的表面精度,但層間距過小,會導致成形時間過長,降低成形效率。因此,在選擇層間距時,要在成形精度的范圍內,盡量增大層間距,提高成形效率[16]。在實際成形的過程當中,可以采用變化層間距,既有利于保證成形質量,又提高成形效率,同時在成形復雜曲面時,減小層間距,成形較為簡單的面時,適當增大層間距。
2.6 不同工具頭直徑下的成形力
如圖16所示,為5組不同工具頭直徑與軸向力的關系圖,由圖可知隨著工具頭直徑的增大軸向力也逐漸增大。工具頭直徑較小時,會導致板材應力集中,易出現裂紋,但利于成形尖角和較為復雜的部位。工具頭直徑較大時,在減小板料應力集中的同時也降低了成形件表面的粗糙度,使其表面更加光潔,但工具頭直徑過大不利于生產較復雜的零件。
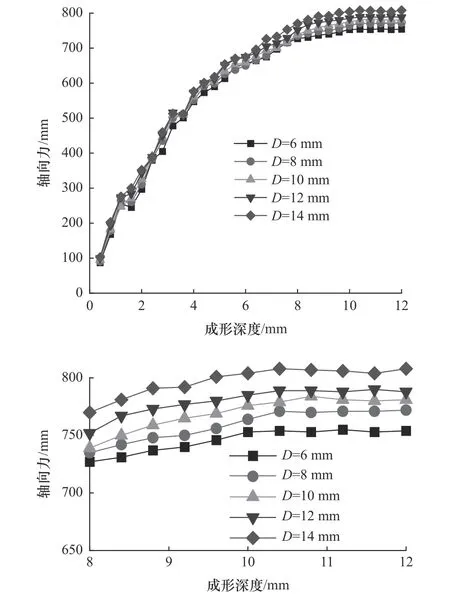
圖16 不同工具頭直徑的軸向力
2.7 不同板料厚度下的成形力
TA1板厚度分別取6組進行仿真,頻率、振幅保持一致,通過對6組軸向力數據進行分層處理,畫出不同厚度的板料軸向力的關系圖,如圖17所示。
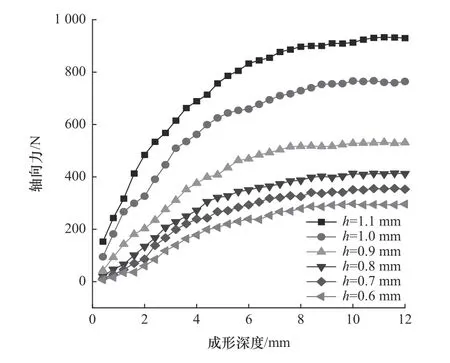
圖17 不同板料厚度的軸向力
已知施加超聲振動之后,成形件的最小厚度得到明顯提高,這主要與材料的流動特性有關[17]。由圖可知超聲振動雖能促進材料流動,但在不同的板材厚度下有不同的效果,在板厚在0.6 mm時超聲降低軸向力的效果最為顯著,如圖18所示。然而隨著板料的厚度增加,發生變形的金屬越多,變形所需的能量越大,使得漸進成形時的軸向力越大。
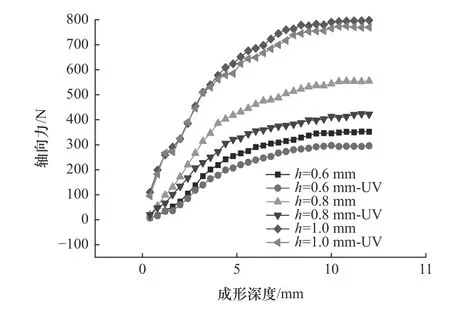
圖18 有無施加超聲振動的軸向力對比圖
3 結語
本文以TA1板材為例,通過Abaqus有限元軟件模擬分析了超聲輔助漸進成形的過程,得出不同振動參數和工藝參數對成形力的影響,結論如下:相比于單點漸進成形,在超聲輔助漸進成形的過程當中,TA1鈦合金板材的軸向力顯著降低,但振幅和頻率對軸向力的影響并非線性,頻率f=20 kHz 時,軸向力最低。施加較高振幅的超聲振動反而會造成TA1鈦合金板材較大的塑性應變,降低其成形極限。層間距增大,在增加軸向力的同時也提高了板料的成形效率,因此在控制成形精度的同時,盡量增大層間距。對于不同復雜程度的成形件,采用合適直徑的工具頭。TA1鈦合金板材的厚度對于超聲輔助漸進成形過程的軸向力影響較大,是影響軸向力的主導因素,不同的板厚對于超聲振動效果也不同。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
