淺析大眾和豐田鋁件連接技術路線
2023-02-21 08:58:16李文忠劉春柏李長松
汽車工藝與材料 2023年2期
關鍵詞:工藝
李文忠 劉春柏 李長松
(中國第一汽車集團有限公司工程與生產物流部,長春 130011)
1 前言
進口車型奧迪A8車身材料為鋁材占58%,鋼材占40.5%,碳纖維占1%,鎂材占0.5%,A8白車身質量為282 kg。鋁材與鋼材有較大的差別,鋁材的化學性質非常活潑,與其他材料接觸后極易發生腐蝕,其工位器具具有特殊性,清潔要求高,鋁件之間必須隔開放置,工件接觸點必須橡膠覆蓋。
鋁件沖壓工藝準備如下。
a.廠房溫度要求大于10℃,推薦為15℃。
b.在沖壓前板料應該提前24 h送達,冬季應提前48 h將板料送達沖壓車間。
鋁件焊裝工藝準備如下。
a.在溫度降至露點以下時,焊裝需要解決零件表面的冷凝水問題,零件被加工之前表面必須干燥。
b.廠房溫度要求大于10℃,推薦為18℃。
2 大眾鋁件連接工藝
2.1 鋁件在大眾車型的應用
大眾車型鋁件主要分布在前蓋、后蓋、四門這些表面覆蓋件,涉及8種工藝(表1),包括水洗鈍化、沖鉚、沖連、激光釬焊、激光熔焊、滾邊壓合、烘干、修磨。
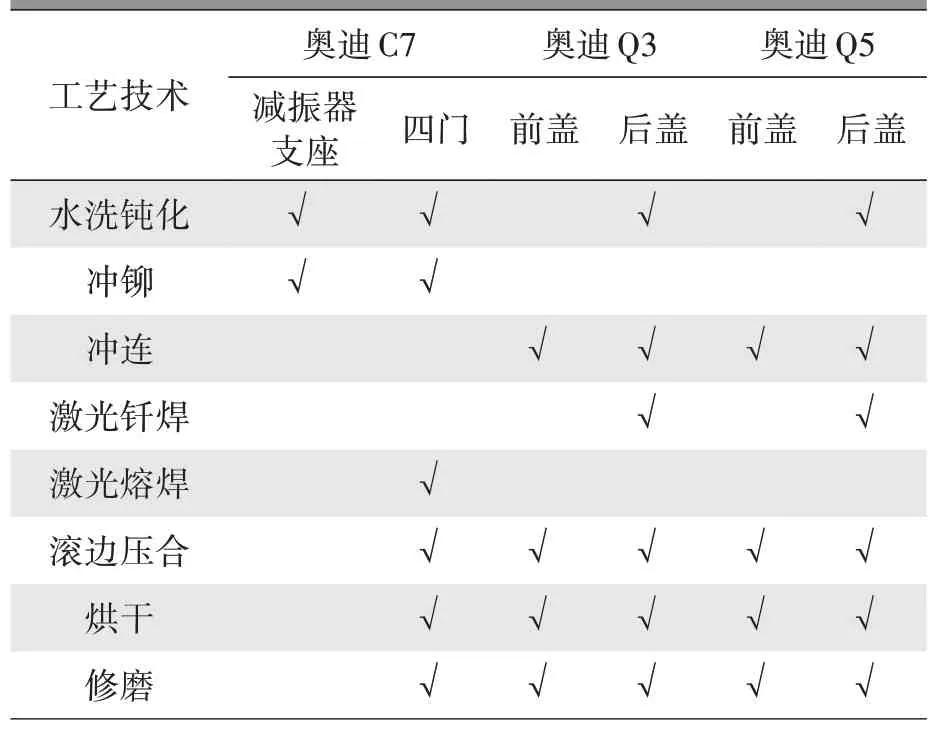
表1 鋁件應用及相關工藝技術
2.2 水洗鈍化處理
焊接前要對沖壓鋁件進行水洗鈍化處理,鈍化后采用專用工位器具將鋁件運往焊裝車間進行總成焊接生產。
鈍化可以脫掉鋁件表面的氧化膜及油污,能夠防止工件再次氧化,以利于焊接。凡是需要激光釬焊、冷金屬過渡焊接技術等焊接操作的零件都需要進行水洗鈍化[1],其流程見圖1。

圖1 水洗鈍化工藝流程[1]
2.3 鋁件主要連接工藝
2.3.1 沖鉚
沖鉚的連接強度高于傳統的沖孔鉚接。鋁件沖鉚工藝流程分為定位、夾緊、穿刺、變形和成形5個階段[1],如圖2所示。
從柳屬植物中共分離得到6個萜類化合物,多為三萜類化合物,其中1個新化合物,見表4[15,26,29-30]。
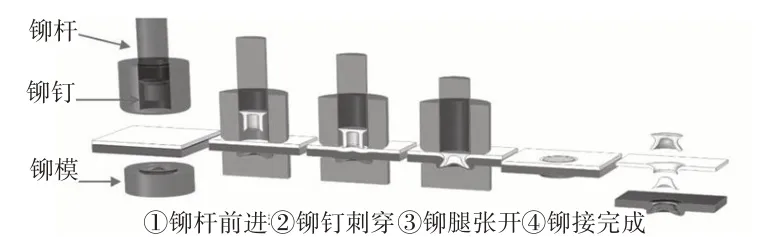
圖2 沖鉚工藝流程[1]
優點:可連接有鍍層的材料或很難用焊接方法連接的材料,不破壞涂層;不僅適用于同種材料之間的鉚接,而且能夠實現鋁鋼、復合材料與金屬材料的連接;也可以實現兩層以上的材料連接。
2.3.2 沖連
鋁板件沖連是通過凸模擠壓凹模使上板料嵌入下板料的一種冷變形方法。采用TOX氣液增力缸式沖壓設備和專用的TOX標準連接模具,用凸模把兩層或三層板件擠壓入相應的凹模,從而形成連接圓點。如圖3所示。
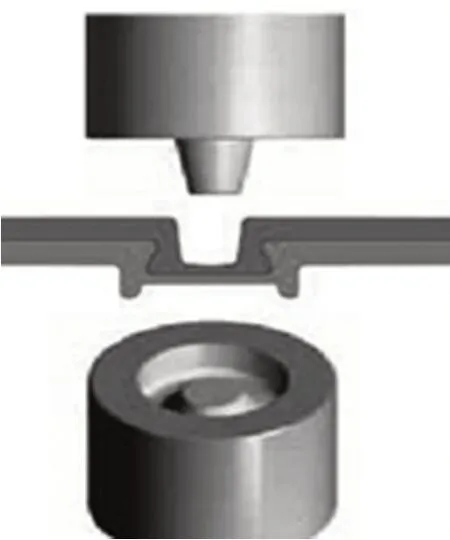
圖3 鋁件沖連工藝
沖連工藝流程分為準備壓入、前期成型、填充、保壓和退模5個階段[2]。
優點:可連接多層不同金屬板材,效率高,工裝壽命長等。
2.3.3 激光釬焊
激光釬焊是采用激光束作為加熱熱源的一種釬焊方法,采用激光將焊絲加熱,在焊接時,先將焊絲加熱到高于焊絲的熔點但低于母材熔點的溫度,液態焊絲填充到焊縫形成連接,見圖4。
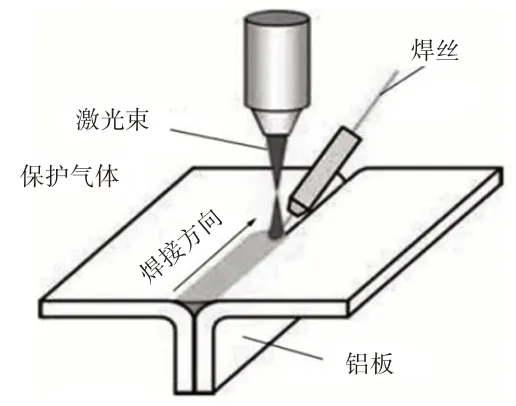
圖4 激光釬焊示意
激光釬焊應用于奧迪Q3后背門外板上下部、奧迪Q7后背門外板上下部。鋁板需要加熱到1 250℃,并以惰性氣體Ar作為保護,使用AlSi合金焊絲、冷卻器和送絲機。
激光熔焊是激光焊接中的一種焊接方法,用聚焦激光束掃描焊件焊接區,使焊接區金屬熔化凝固成激光焊縫。
激光熔焊應用于奧迪C7四門外板。鋁件在激光焊接前需要進行表面處理即水洗鈍化。
優點:輸入熱量低,熱影響區小,變形少;由機器人焊接,縮短生產時間30%;非接觸式焊接,工裝損耗相對小;可焊材質種類范圍大,亦可相互接合各種異質材料。
2.4 鋁件修磨技術
白車身表面件在涂裝之前要進行表面修磨。打磨鋁件會產生鋁粉塵,對人體健康有傷害;當鋁粉在空氣中的濃度高于30 g/m3時,就有爆炸的危險[1]。因此,大眾公司建造封閉的、帶有排風除塵功能的打磨間,集中收集處理鋁粉屑,見圖5。

圖5 鋁件打磨間
3 豐田鋁件連接工藝
3.1 豐田車鋁件明顯少于歐美車型
一汽豐田RAV4榮放車型在翼子板、發動機蓋和后背門采用鋁材,是豐田汽車在中國的首款采用鋁材的車型。豪華車型車身表面件材質對比見表2,豐田高端車型雷克薩斯RS僅僅在發動機蓋和后背門采用鋁材,相對歐美車型較少。

表2 豪華車型車身表面件材質對比
3.2 攪拌摩擦點焊焊接鋁件
豐田采用攪拌摩擦點焊進行鋁件焊接,工藝過程見圖6,利用非損耗的特殊形狀的攪拌頭,高速旋轉著插入被焊零件,通過對材料的攪拌和摩擦,使待焊零件加熱至熱塑性狀態,在熱-機聯合作用下材料擴散連接形成致密的金屬間固相連接。
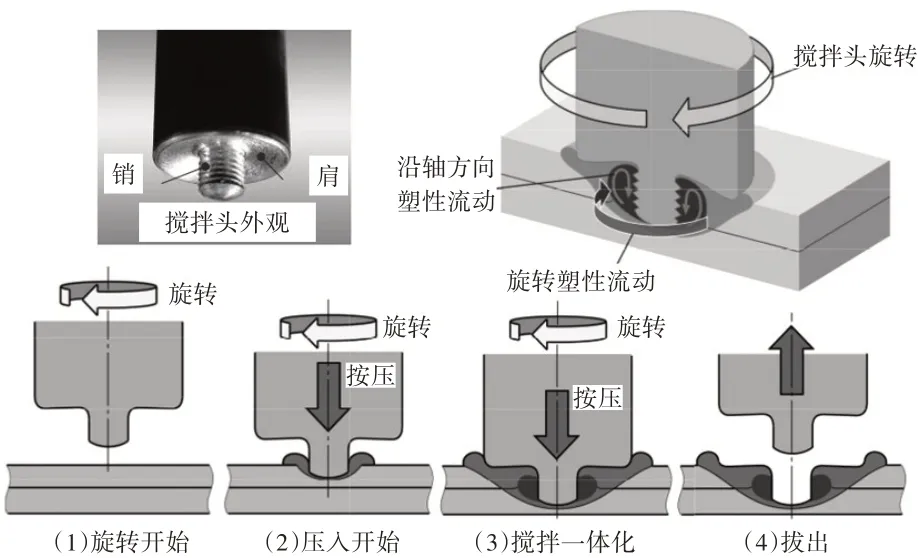
圖6 攪拌摩擦點焊工藝過程
攪拌摩擦焊槍搭載于機器人上,通過機器人控制器進行統一控制,構成簡易,無大容量電源、焊機及其它附屬設備,見圖7。
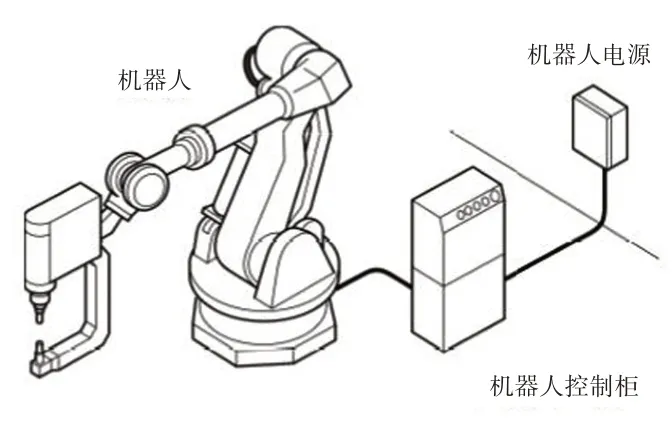
圖7 攪拌摩擦焊機器人系統
鋁及鋁合金在空氣中容易形成致密高熔點氧化膜,為其熔化焊接造成了極大的困難。攪拌摩擦焊利用攪拌頭的機械作用,可以自動清除鋁合金表面氧化膜,而不需要在焊前進行嚴格的清理工作[3]。
攪拌摩擦點焊是一種高質量的鋁合金焊接方法,連接強度相比傳統工藝提升約1倍,可以焊接全系列鋁合金,解決鋁合金焊接接頭軟化的問題。焊接過程穩定,節約能源,可實現零飛濺、無污染焊接,高強度連接鋁合金的綜合成本相比其他工藝約低20%。
4 鋁連接技術路線對比分析
4.1 白車身鋁件種類對比
從表3大眾與豐田白車身鋁件種類對比中,可以發現大眾車型的鋁件種類多于豐田,為1~4倍。
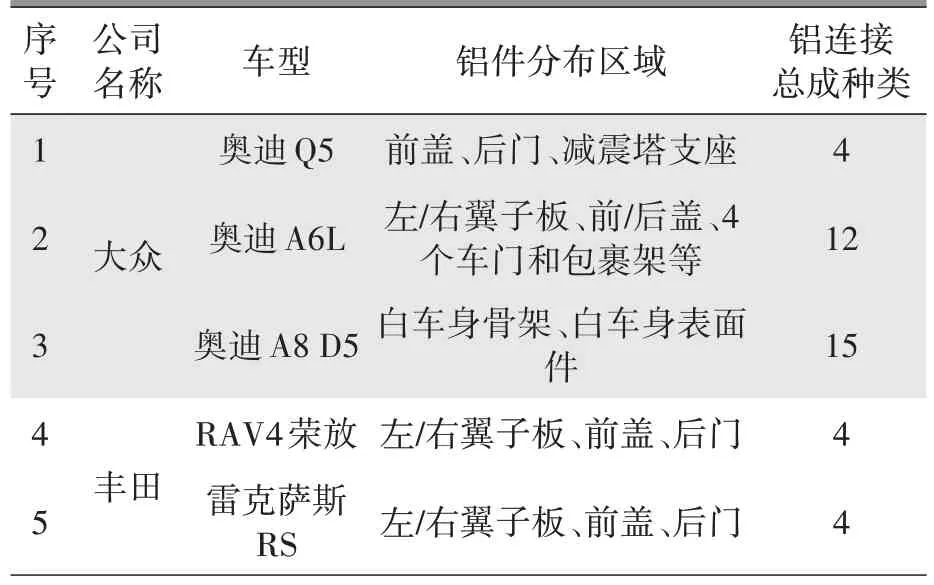
表3 大眾與豐田鋁件種類對比
雖然在輕量化材料-鋁的應用上大眾比豐田多,但是從表4大眾與豐田車型整車質量對比中,可以看到大眾整車質量較豐田高。
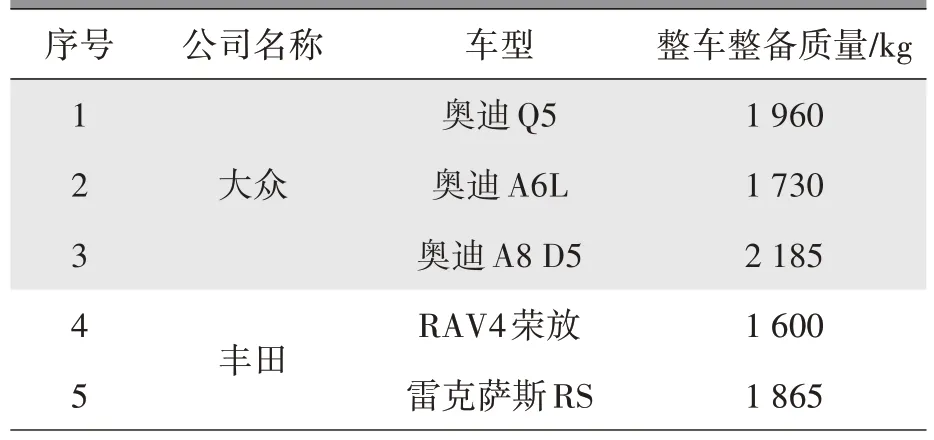
表4 大眾與豐田車型整車整備質量對比
汽車輕量化有材料輕量化、結構輕量化和制造工藝輕量化3種方式。豐田車在結構輕量化和制造工藝輕量化方面,相比大眾車要好一些,豐田車采用的材料厚度更精益,制造工藝上選用無增重的攪拌摩擦點焊,而大眾采用了有鉚釘增重的沖鉚工藝。
4.2 鋁連接工藝對比
從表5大眾與豐田鋁連接工藝對比中,可以看出大眾采用連接工藝有7種,而豐田僅為3種。按照大眾和豐田各自的技術標準,這些連接工藝均能夠滿足其質量要求。

表5 大眾與豐田鋁連接工藝對比
因為大眾公司采用激光釬焊方式,而這種工藝需要采用水洗鈍化焊前處理才能保證激光釬焊質量,故大眾車有水洗鈍化工藝。
大眾車在門蓋滾壓包邊后,需要烘干讓折邊膠和減振膠固化,增加門蓋的強度,才能保證在涂裝車間前處理電泳過程中車身翻轉時不變形,而豐田前處理電泳過程中沒有車身翻轉動作,不需要門蓋膠類固化來增加強度,故豐田焊裝沒有門蓋的烘干工藝。
豐田采用攪拌摩擦焊對材料表面電阻無要求,這是豐田沒有水洗鈍化工藝的主要原因。
豐田無鋁件打磨間的主要原因:一是車身鋁件比較少、修磨量相對也比較小;二是攪拌摩擦焊表面質量相對激光焊、冷金屬過渡焊、點焊等表面質量要好,打磨量相對少。
5 結束語
大眾和豐田的造車理念存在差異,有不同的質量和技術標準。在汽車輕量化方向上,同樣也存在有差異的技術路線。在車身輕量化材料-鋁的應用范圍上,大眾是豐田鋁件種類1~4倍。在鋁連接工藝方面,大眾鋁連接工藝種類多于豐田,按照兩家公司技術和質量標準,這些連接工藝均能滿足各自的質量標準。在效率方面,大眾的工藝流程周期長,多出水洗鈍化、焊裝烘干、封閉式打磨等。在成本方面,因大眾工藝相種類多,設備投資和運營成本相對高。環保和節能的持續需求促進汽車輕量化的不斷進步和發展,相信未來將會有更多新的鋁件工藝誕生,汽車用鋁合金的發展前景廣闊。
近年來紅旗品牌推出了多種車型,涵蓋不同等級轎車、運動型多用途汽車、多用途汽車等,目前正在推進鋁輕量化車型的面市。紅旗車型前蓋尺寸比豐田產品大,且紅旗涂裝工藝對車身強度要求高,故需要車身設計和工藝、生產等多部門協同進行規劃,借鑒大眾與豐田的應用經驗,尤其是在車身的工藝性方面。
通過分析攪拌摩擦焊技術原理及特點,攪拌摩擦焊可以克服熔焊方法焊接鋁合金的各種缺陷[3]。雖然目前汽車行業采用攪拌摩擦點焊設備的數量少,主要原因在于專利設備、價格優勢不明顯以及與機器人捆綁銷售等,但是其質量、效率和成本構成上的優勢,決定其有潛在的工業應用前景。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52