MEMS封裝中全Cu3Sn焊點組織演變及剪切性能
2023-02-13 08:42:24梁曉波黃漫國劉德峰高云端張鵬斐
測控技術 2023年1期
梁曉波,黃漫國,劉德峰,高云端,李 欣,張鵬斐
(1.航空工業北京長城航空測控技術研究所,北京 101111;2.狀態監測特種傳感技術航空科技重點實驗室,北京 101111)
隨著微機電系統(Micro-Electro-Mechanical System,MEMS)技術的快速發展,其封裝技術的短板也日益凸顯,MEMS器件的封裝成本占MEMS產品總成本的30%~50%,成為制約MEMS技術進一步發展的瓶頸[1]。尤其是在航空航天等國防領域,MEMS器件一般服役于較為惡劣的環境中,對其封裝技術提出了更高的要求,尤其是需要封裝焊點能夠耐受更高的溫度。基于這種需求,學者們提出了一種全金屬間化合物(Intermetallic Compound,IMC)焊點[2]。
IMC焊點與傳統有釬料剩余焊點相比具有更好的抗電遷移性能[3-4]。同釬料相比,IMC具有更高的熔點,所以可以承受后封裝過程中再流焊溫度,減少熱失配的產生,還可以在高溫下進行服役[5],更加適用于航空航天等國防領域,例如MEMS壓力傳感器和加速度傳感器的封裝。在全IMC焊點制備中常見的體系有Cu-Sn、Cu-In、Ag-Sn和Ag-In[6-9]。因為Cu、Sn具有常見性以及良好的經濟性,所以在MEMS封裝中的使用較為普遍。
近年來,不少學者對全IMC焊點進行了研究[10-21]。通過分析,其研究方向主要集中于工藝適應性的定性評價,對全IMC焊點形成過程中組織演變的研究僅有個別文獻初步涉及,同時對全IMC焊點力學性能的研究相對較少,大多研究主要集中于在相同的加載速率下對焊點進行剪切性能研究,并且沒有關于組織對剪切性能的影響的深入研究,對斷口形貌也只是進行了有限的分析。利用電鍍的方法在Cu基板上沉積ms級別的Sn層,組成Cu/Sn+Sn/Cu的三明治結構對其進行低溫鍵合,分析全Cu3Sn焊點形成過程中組織演變的規律。然后對不同組織的Cu-Sn焊點進行了剪切試驗,通過分析焊點斷口形貌,總結了焊點組織對剪切性能的影響。最后在不同加載速率下對全Cu3Sn焊點進行了剪切試驗,通過觀察并分析焊點斷口形貌,探究了不同加載速率對焊點抗剪切性能的影響,并得到不同加載速率下焊點的失效機理。
1 試驗材料與方法
1.1 Sn層的制備
首先采用在Cu基體表面電鍍4 μm的Sn層。鍍層截面金相圖、表面形貌掃描電子顯微鏡(Scanning Electron Microscope,SEM)圖像和原子力顯微鏡(Atomic Force Microsscope,AFM)圖像如圖1所示。從圖1中可以看出,鍍層表面晶粒分布較為均勻致密,表面粗糙度僅為92 nm,沒有明顯的缺陷,有利于后續的鍵合。

圖1 鍍錫層的微觀結構
1.2 Cu-Sn焊點的制備
每兩個電鍍有Sn層的Cu基體組成一個Cu/Sn+Sn/Cu結構,分別選擇300 ℃和1 N作為鍵合溫度和鍵合壓力,然后在不同的鍵合時間下(30 min、90 min、150 min、180 min)制備焊點并分別對不同時間的焊點進行灌注制樣,先后經過600#、800#、1000#、1500#、2000#、3000#水砂紙拋磨后再用顆粒度為1 μm的金剛石拋光膏進行拋光獲得表面光滑的焊點截面及金相照片。
1.3 Cu-Sn焊點剪切試驗
采用超高精度動靜態微力試驗機對焊點進行剪切性能的測試,加載模式為位移控制,每個試驗條件下進行5組重復試驗,以獲得可靠的實驗數據及斷口形貌。對全Cu3Sn焊點分別在0.001 mm/s、0.01 mm/s、0.1 mm/s、1 mm/s下進行試驗,分析加載速率對焊點斷裂模式及斷口形貌的影響規律。
2 實驗結果及分析
2.1 Cu-Sn焊點組織演變
圖2是鍵合10~30 min焊點截面組織形貌SEM圖像和X射線的能量色散分析(EDAX)圖像。從圖2(a)中可以看出,鍵合30 min后,在Cu基板和釬料Sn之間便形成扇貝狀的Cu6Sn5,并且在Cu6Sn5與Cu基板之間有一層較薄的Cu3Sn相生成。隨著鍵合時間的增加,Cu6Sn5相和Cu3Sn相均在增加。Cu6Sn5相和Cu3Sn相是由式(1)和式(2)的化學反應生成,所以IMC的生長由吉布斯自由能的改變來控制[22-25]。
6Cu+5Sn→Cu6Sn5
(1)
9Cu+Cu6Sn5→5Cu3Sn
(2)
為了在短時間內具有最大的自由能改變,每一個化學反應都需要較高的自由能改變率。自由能的改變率ΔG定義為
(3)

由圖2(a)可以看出,每2個Cu6Sn5扇貝之間都會有一些通道,這種通道的存在使得來自于銅基板的Cu原子更加容易進入液態Sn中。相信這種扇貝狀的結構使得反應具有了最大的自由能改變率,也就是說此時Cu6Sn5以扇貝狀的形貌生長比平面狀具有更大的自由能改變率,所以在圖2(a)中Cu6Sn5是以扇貝狀的形貌生長的。
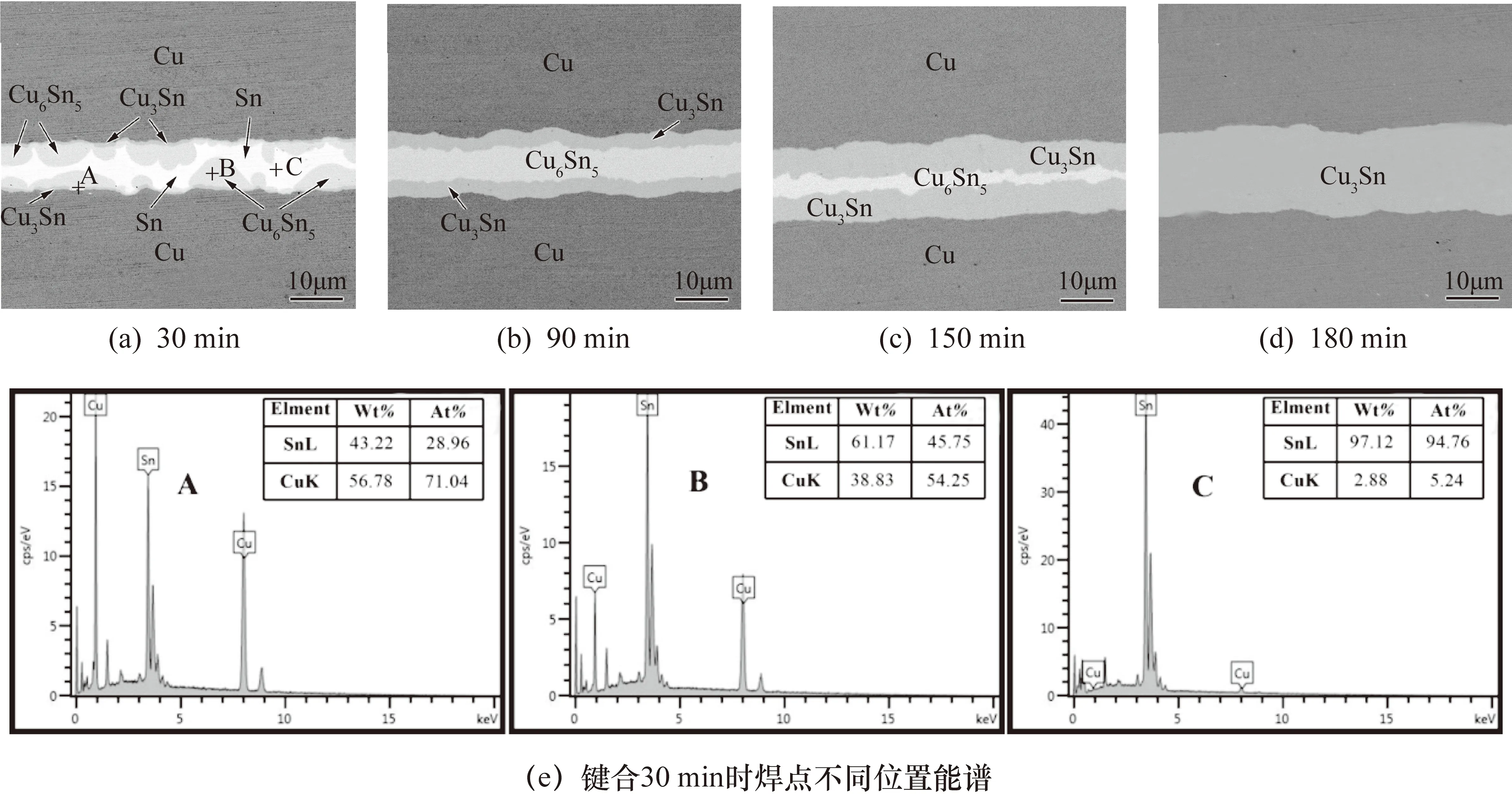
圖2 在鍵合溫度300 ℃和壓力1 N下,不同鍵合時間的焊點形貌和能譜圖
另一方面,可以發現Cu/Cu3Sn界面相對較為平整,原因在于Cu3Sn是由Cu原子和Cu6Sn5通過固態擴散反應得到的,由Gibbs-Thomson效應導致的原子擴散率較低,所以導致Cu/Cu3Sn界面較為平整。由圖2還可以看出隨著鍵合時間的增加,Cu3Sn的生長速率比Cu6Sn5慢很多,這是由于在Cu/Sn固液反應時,Cu原子溶解進液態Sn中所需的激活能較低,而平面狀Cu3Sn的生長則需要較高的激活能,所以Cu3Sn的生長相對較慢。觀察圖2(a)還可以發現,在較大扇貝Cu6Sn5底部的Cu3Sn厚度要比扇貝兩側Cu6Sn5/Cu界面處Cu3Sn相厚,分析認為這是由于Cu向液態Sn中的擴散溶解要先穿過Cu6Sn5層,如果Cu6Sn5層較厚時,也就是在扇貝狀Cu6Sn5晶粒頂部,Cu原子穿過該層速度較慢,會在Cu6Sn5相內到達溶解飽和,在Cu原子濃度較大的Cu側逐漸反應生成Cu3Sn相。然而在Cu6Sn5較薄處,也就是扇貝兩側,Cu原子可以較為輕易地穿過Cu6Sn5層進入液態Sn中,使Cu6Sn5內Cu原子濃度低,與Cu6Sn5反應速度慢,導致生成Cu3Sn的速度也相應較低,所以在圖2(a)中看到了大的扇貝Cu6Sn5底部的Cu3Sn較厚,而兩側的相對較薄。
繼續增加鍵合時間到90 min后,Sn全部被轉化成了IMC,焊點上下兩側扇貝狀的Cu6Sn5不斷長大相互接觸形成一體,Cu3Sn也不斷長大,如圖2(b)所示。隨著鍵合時間的增加Cu3Sn的厚度變得均勻,這是因為隨著鍵合時間增加,Cu6Sn5晶粒逐漸長大,厚度逐漸趨于一致,導致Cu原子通過Cu6Sn5的距離逐漸一致,所以Cu3Sn的厚度也逐漸趨于一致。當鍵合時間增加到150 min時,如圖2(c)所示,Cu6Sn5有所減少,而Cu3Sn不斷長大,說明Cu3Sn是以Cu6Sn5的消耗為代價長大的。當鍵合時間增加到180 min時,焊點中所有的Cu6Sn5全部轉化成了Cu3Sn,形成了全Cu3Sn焊點,如圖2(d)所示。
2.2 全Cu3Sn焊點剪切性能分析
室溫條件下,不同加載速率下全Cu3Sn焊點的抗剪切強度值如圖3所示。其中,剪切力由微力試驗機直接給出,而抗剪切強度為剪切力除以焊點的有效連接面積。通過光學顯微鏡觀察斷口,由光學顯微鏡自帶面積統計軟件對焊點連接的有效面積進行核算。從圖3中可以看出,隨著加載速率的增加,焊點的抗剪切強度值逐漸降低,在0.001 mm/s的加載速率下焊點的抗剪切強度值最大。
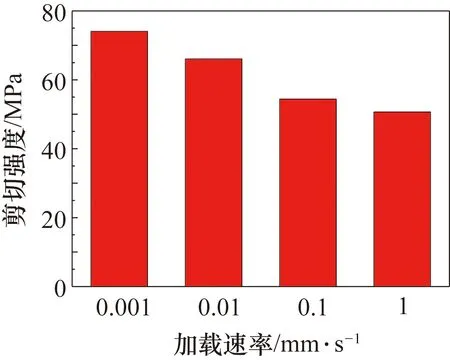
圖3 加載速率與全Cu3Sn焊點抗剪切強度的關系
圖4為全Cu3Sn焊點在不同加載速率下的應力-位移曲線。從圖4中可以看出,加載速率的變化對全Cu3Sn焊點的抗剪切強度有顯著的影響,焊點失效時所加載位移在0.6~1.5 mm之間變化。

圖4 不同加載速率下全Cu3Sn焊點的應力-位移曲線
在不同加載速率下全Cu3Sn焊點剪切性能表現出很明顯的差異,隨著加載速率的增大,焊點的抗剪切強度顯著降低。圖5為不同加載速率下全Cu3Sn焊點的剪切斷口宏觀形貌。從圖5中可以看出,在不同的加載速率下焊點的剪切斷口形貌均由顏色較深的A和顏色較淺的B兩部分構成。分別對A、B形貌在SEM下進行放大,如圖6所示。
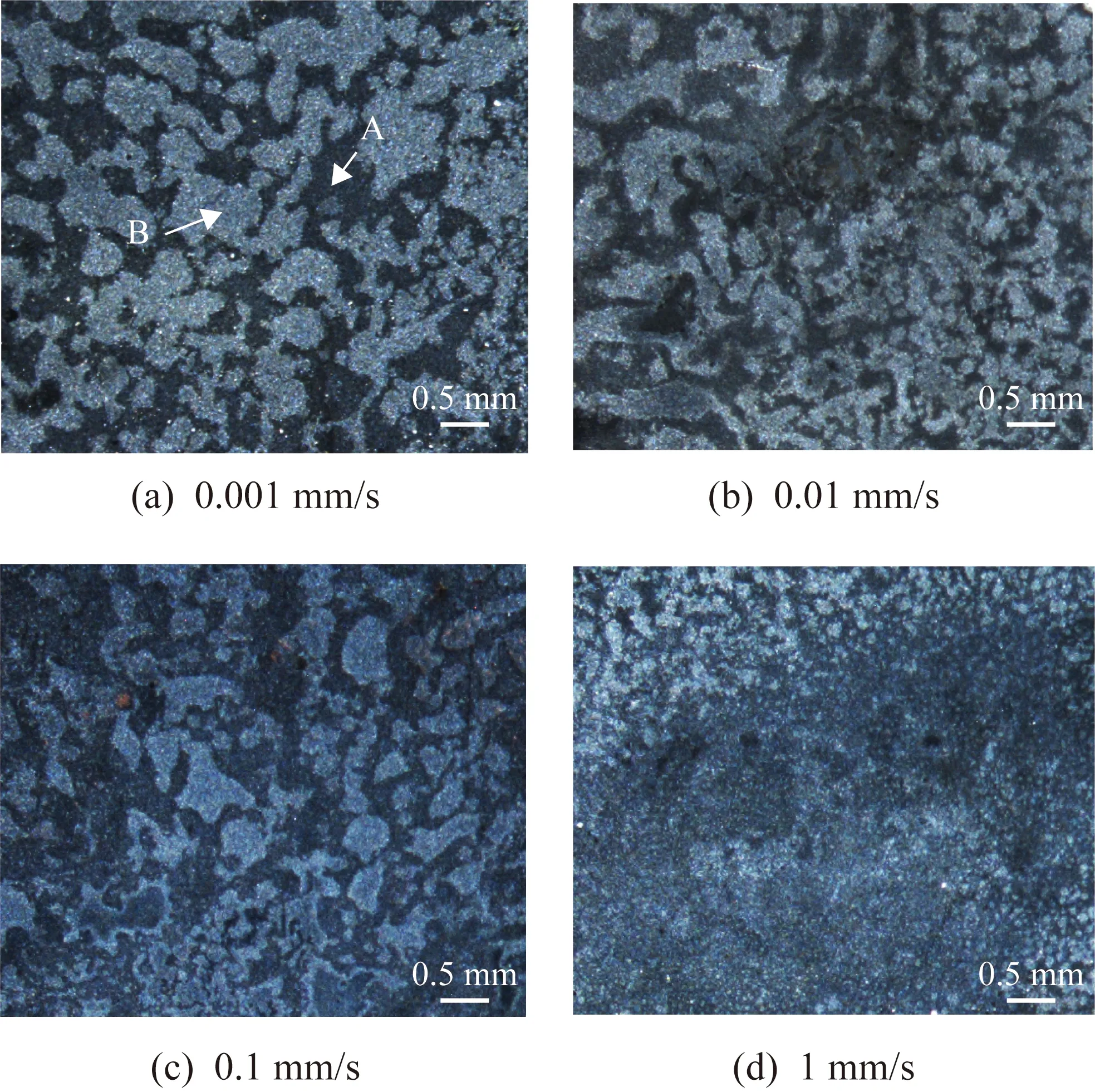
圖5 不同加載速率下全Cu3Sn焊點的剪切斷口宏觀形貌
圖6是掃描電鏡下觀察到的焊點的A、B部分斷口形貌。圖6(a)和圖6(b)是A部分斷口的SEM圖像,可以看出斷口呈現出不同程度的晶粒多面體外形的巖石狀花樣,晶粒比較明顯,且立體感較強,這是典型的沿晶斷裂斷口形貌,所以A部分斷裂模式為沿晶斷裂。在全Cu3Sn焊點形成過程中,焊點上下兩側Cu3Sn相互接觸時會在焊點中間形成一條晶界線,這是全Cu3Sn焊點的薄弱環節,在剪切力的作用下焊點沿著這條晶界線發生沿晶斷裂。所以A部分就是沿著這條晶界線發生斷裂時形成的斷口形貌。圖6(c)和圖6(b)是B部分斷口的SEM圖像,可以看出被破壞的Cu3Sn晶粒散列分布在斷口中,分析認為這是由于在剪切力的作用下,Cu3Sn晶粒遭到破壞最終散列分布在斷口表面,所以B部分的斷裂模式屬于Cu3Sn晶粒內部斷裂。綜上所述,A部分為焊點上下兩側Cu3Sn晶界線處的沿晶斷裂,B部分為Cu3Sn內部斷裂。

圖6 A、B區域SEM圖
采用Photoshop圖像處理軟件對圖5中不同加載速率下A、B區域分別進行提取,利用像素比例計算出A、B各占的比例大小,如圖7所示。由圖7可以看出,在0.001 mm/s的加載速率下,沿晶斷裂模式占比51.97%,此時焊點的斷裂由焊點上下兩側Cu3Sn界面線處的沿晶斷裂和Cu3Sn內部斷裂共同決定。隨著加載速率的增加,沿晶斷裂模式的占比逐漸增加,當加載速率增加到1 mm/s時,沿晶斷裂模式占比已經達到了85.05%,說明此時焊點斷裂主要以沿晶斷裂為主。結合圖3的加載速率與焊點抗剪切強度值的關系,在較低的加載速率下,由于Cu3Sn內部斷裂在焊點斷裂模式中占比相對較多,沿晶斷裂模式占比相對較少,在全Cu3Sn焊點中,焊點兩側Cu3Sn在相互接觸時形成的晶界線是焊點的薄弱環節,其抗剪切強度比Cu3Sn內部斷裂時小很多,所以在較低的加載速率下焊點的抗剪切強度相對較高。隨著加載速率的增加,沿晶斷裂占比越來越多,所以焊點的抗剪切強度越來越小。
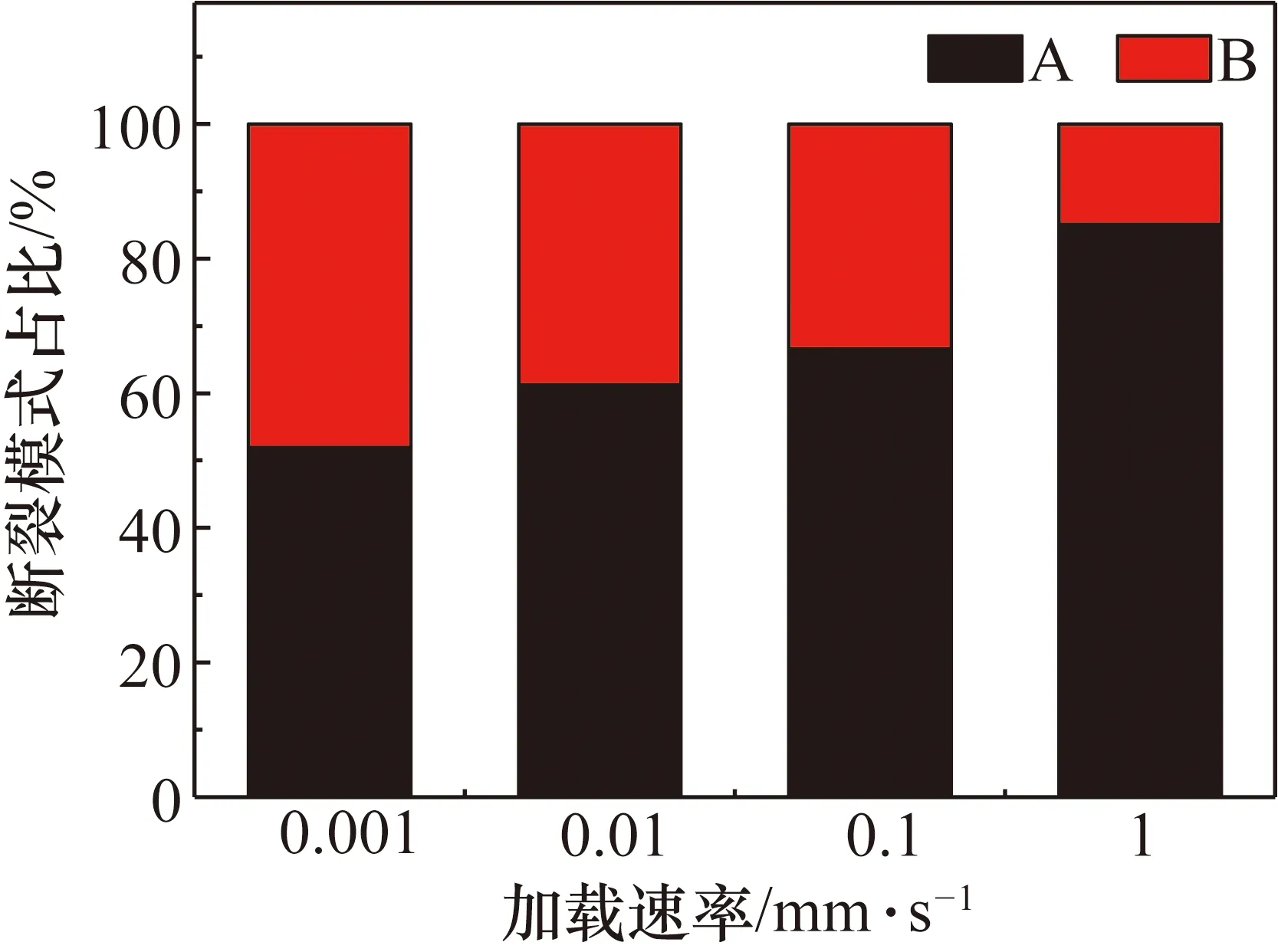
圖7 不同加載速率下焊點斷裂模式比例
3 結束語
在鍵合初期Cu/Sn界面便出現平面狀的Cu6Sn5和一層非常薄的Cu3Sn,隨著鍵合時間的增加,Cu6Sn5逐漸變成扇貝狀并不斷長大。當上下兩側Cu6Sn5接觸時,Sn完全被消耗。繼續增加鍵合時間,Cu3Sn以Cu6Sn5的消耗為代價不斷長大,最終全部轉變成Cu3Sn。
隨著加載速率的增加,全Cu3Sn焊點的抗剪切強度值逐漸減小,這是由于隨著加載速率的增加,焊點兩側Cu3Sn界面處的沿晶斷裂占焊點斷裂模式的比例越來越大,而這種沿晶斷裂的抗剪切能力較小,所以焊點的抗剪切強度隨著加載速率的增加而下降。
