M12環(huán)凸焊螺母凸焊質(zhì)量改進(jìn)
2023-02-08 02:05:18楊黃銳熊瑋唐大慶范貴鵬
汽車(chē)工藝與材料 2023年1期
關(guān)鍵詞:水平
楊黃銳 熊瑋 唐大慶 范貴鵬
(東風(fēng)實(shí)業(yè)有限公司,武漢 430056)
1 前言
凸焊是一種電阻焊工藝,常用于白車(chē)身螺母、螺栓焊接工藝中,M12 環(huán)形凸臺(tái)螺母與2.5 mm 鍍鋅鋼板凸焊時(shí)(工頻焊機(jī))因其焊接能量需求大,影響電網(wǎng)恒定輸出電流,會(huì)出現(xiàn)螺母虛焊缺陷,需額外增加補(bǔ)焊工序確保螺母與板材牢固連接,熔化極活性氣體保護(hù)電弧焊(Metal Active Gas Arc Welding,MAG)補(bǔ)焊工序浪費(fèi)工時(shí),應(yīng)采用先進(jìn)的凸焊工藝取代落后的凸焊+補(bǔ)焊“雙保險(xiǎn)”焊接工藝。
儲(chǔ)能焊機(jī)利用電容儲(chǔ)存電能,焊接時(shí)瞬間釋放電量,同時(shí)集中大電流穿過(guò)小面積點(diǎn)而達(dá)致熔接效果。對(duì)于螺母焊接件,如果螺母承載力較大,或零件材質(zhì)(難焊材質(zhì))對(duì)焊接質(zhì)量影響較大,儲(chǔ)能凸焊機(jī)有明顯優(yōu)勢(shì)。儲(chǔ)能式凸焊機(jī)適用材料廣泛,就汽車(chē)零部件而言,與螺母焊接的板材不論是冷沖壓零件還是高強(qiáng)度熱壓零件,均可達(dá)到較好的焊接質(zhì)量[1]。
2 凸焊螺母脫落原因分析
2.1 產(chǎn)品介紹
圖1 是凸焊螺母與螺母盒裝配關(guān)系圖,螺母底部設(shè)置高1.2 mm、寬2 mm、直徑24 mm 環(huán)形尖角凸筋,凸焊后在凸臺(tái)與板材結(jié)合部形成環(huán)形凸焊連接。螺母盒為沖壓件,板材厚2.5 mm,材料牌號(hào)HC420LAD+Z 50/50,表面雙面鍍鋅。
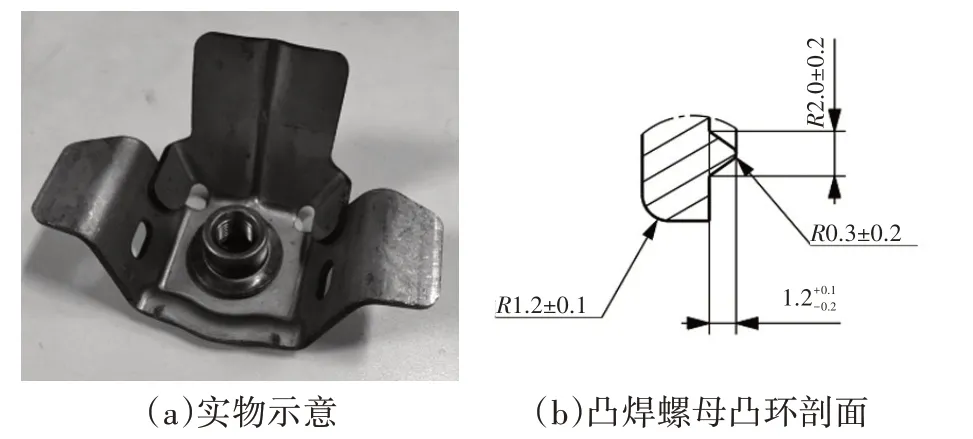
圖1 凸焊螺及母螺母盒裝配關(guān)系
M12 螺母被焊在螺母盒封閉腔內(nèi),一旦脫落不易返修,因此必須保證兩者可靠連接。為確保牢固連接,產(chǎn)品設(shè)計(jì)采用帶法蘭盤(pán)的特殊凸焊螺母,在法蘭盤(pán)端面設(shè)置環(huán)形尖角凸筋代替普通凸焊螺母的凸點(diǎn),環(huán)狀凸筋增加了螺母與螺母盒接觸面積,目的是提高連接強(qiáng)度及連接可靠性。但由于工頻焊機(jī)在焊接時(shí)需從電網(wǎng)獲取3 萬(wàn)安培以上的瞬時(shí)大電流,導(dǎo)致電網(wǎng)電壓不穩(wěn),難以輸出穩(wěn)定的電流,引發(fā)螺母虛焊,凸焊后每個(gè)零件需要再用MAG 焊補(bǔ)焊確保螺母可靠連接。增加補(bǔ)焊工序違背了產(chǎn)品設(shè)計(jì)初衷。
2.2 螺母脫落原因分析
產(chǎn)品方面,與3 凸點(diǎn)或4 凸點(diǎn)的凸焊螺母相比,環(huán)凸焊螺母理論上有更高的連接強(qiáng)度,但環(huán)凸焊螺母因凸筋的結(jié)合面比凸點(diǎn)螺母的接觸面積大,在相同電流下導(dǎo)致電流密度相對(duì)較低,難以形成有效熔核。設(shè)備方面,在工頻焊機(jī)與車(chē)間電網(wǎng)之間存在不可調(diào)和的矛盾,采用強(qiáng)規(guī)范大電流會(huì)影響車(chē)間電網(wǎng)供電平衡,帶來(lái)電網(wǎng)瞬時(shí)壓降,甚至燒毀初級(jí)電路匯流排;在不能采用強(qiáng)規(guī)范的情況下,只能采用軟規(guī)范小電流、低壓力、長(zhǎng)時(shí)間的焊接參數(shù)進(jìn)行焊接,由于焊接壓力低、電流小,熱量在凸筋處無(wú)法形成熔核,長(zhǎng)時(shí)間通電加熱導(dǎo)致熱量消耗在螺母上(圖2),螺母的法蘭盤(pán)被加熱變深色也不能獲得合格的凸焊接頭。

圖2 右邊的螺母法蘭盤(pán)被加熱變深色
2.3 改進(jìn)方案
電容儲(chǔ)能式凸焊機(jī)的工作方式是從電網(wǎng)以小電流、長(zhǎng)時(shí)間的方式給電容充電,電容放電時(shí)能瞬時(shí)、大電流向工件輸出額定焊接能量,由于凸焊過(guò)程脫離車(chē)間電網(wǎng),即使焊接電流很大也不會(huì)對(duì)車(chē)間電網(wǎng)產(chǎn)生沖擊,同時(shí)提高了焊接穩(wěn)定性,儲(chǔ)能焊機(jī)解決了焊機(jī)與車(chē)間電網(wǎng)之間存在的能量供需矛盾,短時(shí)、大電流、高焊接壓力的焊接參數(shù)能滿(mǎn)足M12 環(huán)凸焊螺母與2.5 mm 厚板焊接工藝要求。為提高凸焊質(zhì)量,決定采用廣州亨龍智能裝備公司出品的20 kJ 儲(chǔ)能焊機(jī)替代500 kVA 工頻凸焊機(jī)焊接M12 環(huán)凸焊螺母。
3 正交試驗(yàn)選擇凸焊參數(shù)
3.1 確定正交試驗(yàn)因素及水平
正交試驗(yàn)可以用最少的試驗(yàn)次數(shù)、最低的消耗獲得最佳的試驗(yàn)結(jié)果[2]。焊接參數(shù)正交試驗(yàn)適用于4 因素3 水平L9(34)正交表,正交試驗(yàn)選擇參數(shù)時(shí)應(yīng)采用較大的水平差值,即拉開(kāi)各水平之間的差距,雖然試驗(yàn)結(jié)果(頂出力)會(huì)呈現(xiàn)較大散差,但易于找出最大試驗(yàn)強(qiáng)度的最優(yōu)參數(shù)水平組合。本試驗(yàn)選擇焊接電壓、回火電壓和電極壓力為試驗(yàn)因素,預(yù)壓時(shí)間作為隨機(jī)因素,分別簡(jiǎn)稱(chēng)為A 因素,B 因素、C 因素和D 因素。
每因素取3 水平設(shè)計(jì)出4 因素3 水平的因素水平表(表1)。儲(chǔ)能焊機(jī)的電容放電時(shí)間小于20 ms,電容放電時(shí)間即為焊接時(shí)間,電容放電時(shí)間不可調(diào),因此焊接時(shí)間不列入因素水平表。
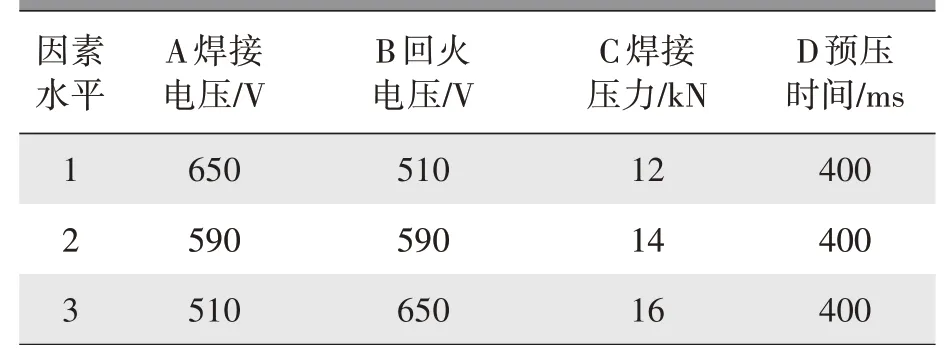
表1 因素水平表
3.2 試驗(yàn)結(jié)果分析
焊前準(zhǔn)備,為確保螺母的環(huán)狀凸筋與螺母盒均勻接觸,焊前要檢查上下電極端面平行度,用壓印紙檢驗(yàn)電極接觸面積,印跡面積占電極理論接觸面積80%以上為合格(圖3)。電極修磨后上下電極在不通電狀態(tài)下開(kāi)閉5 次以上,用于磨合電極工作端面,提高電極端面接觸電阻穩(wěn)定性。
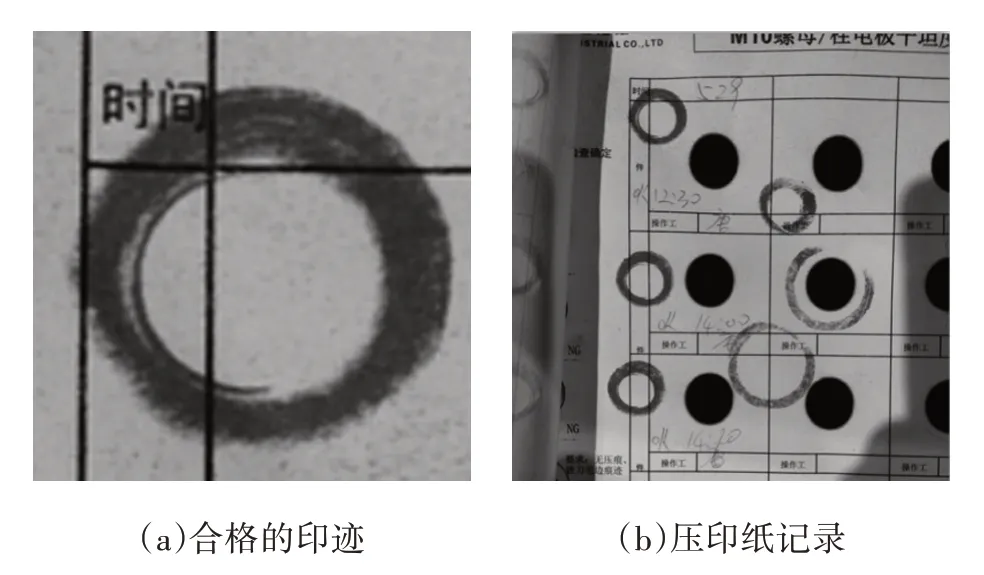
圖3 壓印紙印跡
按L9(34)正交表所列9 種焊接規(guī)范利用儲(chǔ)能焊機(jī)在螺母盒上凸焊9 個(gè)M12 螺母并記錄飛濺狀態(tài)。破壞試驗(yàn)方法如圖4 所示,即用螺釘擰入凸焊螺母,將凸焊試件放在夾具上,再對(duì)凸焊螺母上的螺釘施加壓力,直到凸焊螺母上的焊點(diǎn)撕裂,記錄此時(shí)頂出力的壓力值。

圖4 螺母頂出試驗(yàn)
將9 個(gè)樣件的破檢頂出力(亦即指標(biāo))數(shù)據(jù)輸入正交試驗(yàn)助手軟件中,經(jīng)計(jì)算機(jī)軟件處理后得試驗(yàn)結(jié)果記錄表(表2)。
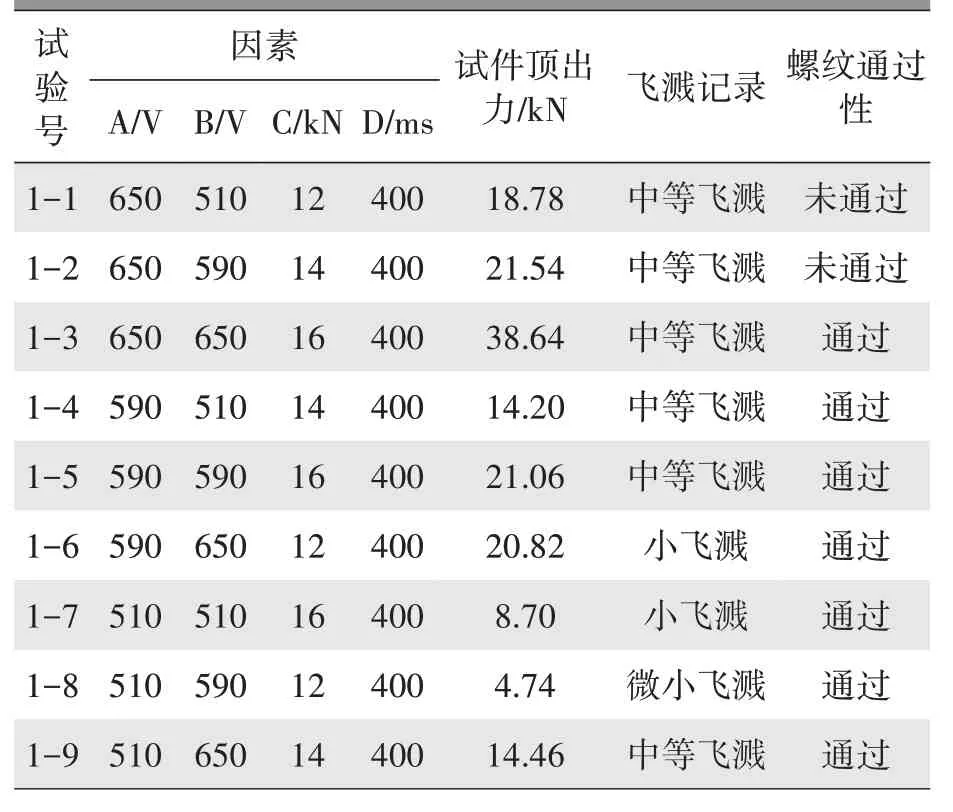
表2 試驗(yàn)結(jié)果記錄表
在各因素中,某一因素水平變動(dòng)時(shí),引起指標(biāo)變動(dòng)大,則說(shuō)明該因素對(duì)指標(biāo)影響大,是主要因素,這個(gè)影響程度用因素極差Rj表示[3]。
本試驗(yàn)僅做極差分析,從表3 可知,A 因素1 水平均值(26.32)大于其它兩個(gè)水平(18.69、9.3),即Ka1>Ka2>Ka3,亦即A1>A2>A3,說(shuō)明因素A 取A1水平最好,焊接電壓取650 V 對(duì)提高凸焊接頭連接強(qiáng)度有利;B 因素有關(guān)數(shù)據(jù)中B3>B2>B1,以B3 水平最好;C 因素有關(guān)數(shù)據(jù)中C3>C2>C1,以C3 水平最好;D 因素水平?jīng)]有差值,作為隨機(jī)誤差不參與分析。極差表中Ra>Rb>Rc,可見(jiàn)本次試驗(yàn)A 極差最大,是主要因素。因素主次排列的順序是A>B>C>D。
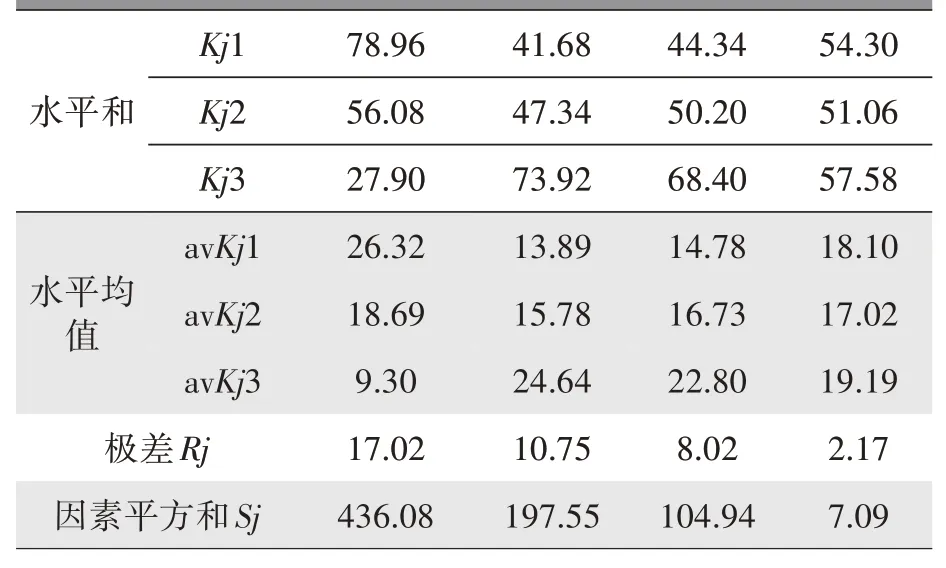
表3 試驗(yàn)結(jié)果分析表
依據(jù)上述結(jié)果,確定本輪試驗(yàn)參數(shù)最優(yōu)水平組合為A1B3C3,即焊接電壓為650 V,回火電壓為650 V,焊接壓力為16 kN,預(yù)壓時(shí)間為400 ms。該最優(yōu)水平組合與表2 中序號(hào)1~3 最大頂出力水平組合(A1B3C3D3)相吻合,其試驗(yàn)結(jié)果(指標(biāo)列)頂出力38.64 kN(試驗(yàn)力—變形)是9 個(gè)試件中最大的頂出力,大于目標(biāo)值16 kN(針對(duì)電池盒安裝螺母,其頂出力一般要達(dá)到16 kN 以上)。
用上述最優(yōu)水平參數(shù)焊接5 個(gè)凸焊螺母,平均頂出力為33.55 kN,滿(mǎn)足產(chǎn)品設(shè)計(jì)要求(表4)。
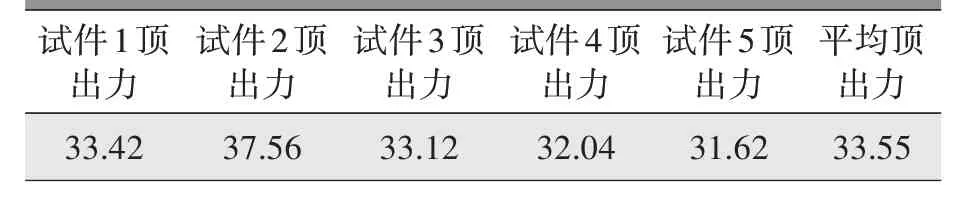
表4 驗(yàn)證結(jié)果表 kN
4 結(jié)束語(yǔ)
通過(guò)凸焊螺母頂出破壞試驗(yàn),選出了M12 環(huán)凸焊螺母與2.5 mm 厚板螺母盒的最佳焊接參數(shù):電容儲(chǔ)能焊機(jī)焊接電壓650 V、回火電壓650 V、焊接壓力16 kN。該參數(shù)下獲得的凸焊接頭平均頂出力為33.55kN,為頂出力目標(biāo)值16 kN 的2.1 倍,并且不會(huì)發(fā)生螺母虛焊脫落缺陷,取消了螺母補(bǔ)焊工序。
電容儲(chǔ)能焊機(jī)放電時(shí)間不可控,瞬間釋放大電流,電流沖擊大,凸焊時(shí)不可避免地會(huì)產(chǎn)生焊接飛濺。本次試驗(yàn)發(fā)現(xiàn),儲(chǔ)能焊機(jī)低焊接電壓焊接時(shí)雖然無(wú)飛濺,但也無(wú)法獲得合格焊接接頭(見(jiàn)表2 試驗(yàn)號(hào)1-7~1-9 試驗(yàn)結(jié)果),正交試驗(yàn)破檢顯示,高焊接電壓(650V 以上,有短程飛濺)配合回火電壓焊接的M12 環(huán)凸焊螺母其連接強(qiáng)度高,并且沒(méi)有焊渣堵塞螺紋。
猜你喜歡
美與時(shí)代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年6期)2019-10-08 08:55:48
人大建設(shè)(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(shè)(2017年6期)2017-09-26 11:50:44
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問(wèn)題研究(2012年1期)2012-03-25 09:54:45
中國(guó)火炬(2010年12期)2010-07-25 13:26:22
中國(guó)火炬(2010年8期)2010-07-25 11:34:30
